Ultramid® (PA) Product Brochure
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Nylons: a Review of the Literature on Products of Combustion and Toxicity
— |MH|||| I A111DS l&BTIO NBSIR 85-3280 Nylons: A Review of the Literature on Products of Combustion and Toxicity NBS Reference PUBLICATIONS Emil Braun Barbara C. Levin U S. DEPARTMENT OF COMMERCE National Bureau of Standards National Engineering Laboratory Center for Fire Research Gaithersburg, MD 20899 February 1986 Sponsored in part by: U.S. Consumer Product Safety Commission — • q c — asda, MD 20207 100 • U56 85-3280 1986 NBS keseaech informattojt CENTER NBSIR 85-3280 NYLONS: A REVIEW OF THE LITERATURE ON PRODUCTS OF COMBUSTION AND TOXICITY Emil Braun Barbara C. Levin U S. DEPARTMENT OF COMMERCE National Bureau of Standards National Engineering Laboratory Center for Fire Research Gaithersburg, MD 20899 February 1986 Sponsored in part by: U.S. Consumer Product Safety Commission Bethesda, MD 20207 U.S. DEPARTMENT OF COMMERCE, Malcolm Baldrige, Secretary NATIONAL BUREAU OF STANDARDS. Ernest Ambler. Director 21 TABLE OF CONTENTS Page LIST OF TABLES iv LIST OF FIGURES vii ABSTRACT 1 1.0 INTRODUCTION 2 2.0 CHEMICAL STRUCTURE AND THERMOPHYSICAL PROPERTIES 4 3.0 DECOMPOSITION 5 3.1 VACUUM PYROLYSIS 7 3.2 DECOMPOSITION IN INERT AND AIR ATMOSPHERES 8 3.2.1 GENERAL DECOMPOSITION PRODUCTS 8 3.2.2 SPECIFIC GAS SPECIES 11 3.2.2. PURE MATERIALS 11 3. 2. 2. COMPOSITE MATERIALS 14 4.0 TOXICITY 17 4.1 DIN 53 436 19 4.2 FAA TOXICITY PROTOCOL 20 4.3 NASA/USF TOXICITY PROTOCOL 22 4.5 MISCELLANEOUS 27 5.0 LARGE-SCALE TESTS 31 6.0 CONCLUSIONS 35 7.0 ACKNOWLEDGEMENTS 36 8.0 REFERENCES 37 iii LIST OF TABLES Page TABLE 1. -

The Recent Developments in Biobased Polymers Toward
polymers Review The Recent Developments in Biobased Polymers toward General and Engineering Applications: Polymers that Are Upgraded from Biodegradable Polymers, Analogous to Petroleum-Derived Polymers, and Newly Developed Hajime Nakajima, Peter Dijkstra and Katja Loos * ID Macromolecular Chemistry and New Polymeric Materials, Zernike Institute for Advanced Materials, University of Groningen, Nijenborgh 4, 9747 AG Groningen, The Netherlands; [email protected] (H.N.); [email protected] (P.D.) * Correspondence: [email protected]; Tel.: +31-50-363-6867 Received: 31 August 2017; Accepted: 18 September 2017; Published: 18 October 2017 Abstract: The main motivation for development of biobased polymers was their biodegradability, which is becoming important due to strong public concern about waste. Reflecting recent changes in the polymer industry, the sustainability of biobased polymers allows them to be used for general and engineering applications. This expansion is driven by the remarkable progress in the processes for refining biomass feedstocks to produce biobased building blocks that allow biobased polymers to have more versatile and adaptable polymer chemical structures and to achieve target properties and functionalities. In this review, biobased polymers are categorized as those that are: (1) upgrades from biodegradable polylactides (PLA), polyhydroxyalkanoates (PHAs), and others; (2) analogous to petroleum-derived polymers such as bio-poly(ethylene terephthalate) (bio-PET); and (3) new biobased polymers such as poly(ethylene 2,5-furandicarboxylate) -

Recycling Roadmap
BRITISH PLASTICS FEDERATION RECYCLING ROADMAP SUPPORTED BY The British Plastics Federation (BPF) is the trade association representing the entire plastics supply chain in the UK, from polymer producers and distributors, converters, equipment suppliers and recyclers. The BPF works in close collaboration with its member companies and liaises closely with government departments, as well as a broad range of non-governmental stakeholders such as charities, brands and retailers. The plastics industry is one of the UK manufacturing sector’s biggest strengths, comprising around 6,200 companies and directly employing 180,000 people. This report has been produced by the British Plastics Federation. The BPF would like to thank Keith Freegard of Keith Freegard Consulting Ltd for all his work on this report and all other reviewers who have provided valuable comments and feedback during its production. This report does not necessarily reflect the views of individual companies mentioned in this report and information provided by companies does not necessarily reflect the views of the BPF. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording and/or otherwise, without the prior written permission of the publishers. While all reasonable steps have been taken to ensure that the information contained within this document is correct, the British Plastics Federation can make no warranties or representations of any kind as to the content and, to the maximum extent permitted by law, accept no liability whatsoever for the same including without limit, for direct, indirect or consequential loss, business interruption, loss of profits, production, contracts or goodwill. -

Impact Strength and Morphology of Sustainably Sourced Recycling
265 A publication of CHEMICAL ENGINEERING TRANSACTIONS VOL. 83, 2021 The Italian Association of Chemical Engineering Online at www.cetjournal.it Guest Editors: Jeng Shiun Lim, Nor Alafiza Yunus, Jiří Jaromír Klemeš Copyright © 20 21 , AIDIC Servizi S.r.l. DOI: 10.3303/CET2183045 ISBN 978-88-95608-81-5; ISSN 2283-9216 Impact Strength and Morphology of Sustainably Sourced Recycling Polyethylene Terephthalate Blends Nur H. M. Rosmmi, Zahid I. Khan, Zurina Mohamad*, Rohah A. Majid, Norhayani Othman, Siti H. C. Man, Khairil J. A. Karim School of Chemical and Energy Engineering, Universiti Teknologi Malaysia, 81310 UTM Johor Bahru, Johor, Malaysia [email protected] Polyethylene terephthalate (PET) is a semi-crystalline material that is widely used in the packaging industry, mainly in the production of bottles for beverages. Similar to other plastics, PET causes a problem in disposal as it remains in the environment for a long time. Most of the bottles are thrown away after a single usage, which worsens the disposal problem. Recycling is one of the best ways to reduce the problem of disposal. However, recycling reduces the mechanical and chemical properties of the PET. Factors such as moisture absorption, biological pollutants, oxidation, high temperature, and thermal degradation have reduced the molecular weight of PET. To improve the properties, recycled PET had been blended with Polyamide 11 (PA11) at different ratios of PET: PA11, 30:70, 50:50, and 70:30. A modified styrene/acrylic/epoxy chain extender (Joncryl) was added at 1 wt % in the blend to enhance the properties. The properties of recycled PET/PA11 blends were investigated in terms of mechanical and morphological aspects. -

Bio-Based and Biodegradable Plastics – Facts and Figures Focus on Food Packaging in the Netherlands
Bio-based and biodegradable plastics – Facts and Figures Focus on food packaging in the Netherlands Martien van den Oever, Karin Molenveld, Maarten van der Zee, Harriëtte Bos Rapport nr. 1722 Bio-based and biodegradable plastics - Facts and Figures Focus on food packaging in the Netherlands Martien van den Oever, Karin Molenveld, Maarten van der Zee, Harriëtte Bos Report 1722 Colophon Title Bio-based and biodegradable plastics - Facts and Figures Author(s) Martien van den Oever, Karin Molenveld, Maarten van der Zee, Harriëtte Bos Number Wageningen Food & Biobased Research number 1722 ISBN-number 978-94-6343-121-7 DOI http://dx.doi.org/10.18174/408350 Date of publication April 2017 Version Concept Confidentiality No/yes+date of expiration OPD code OPD code Approved by Christiaan Bolck Review Intern Name reviewer Christaan Bolck Sponsor RVO.nl + Dutch Ministry of Economic Affairs Client RVO.nl + Dutch Ministry of Economic Affairs Wageningen Food & Biobased Research P.O. Box 17 NL-6700 AA Wageningen Tel: +31 (0)317 480 084 E-mail: [email protected] Internet: www.wur.nl/foodandbiobased-research © Wageningen Food & Biobased Research, institute within the legal entity Stichting Wageningen Research All rights reserved. No part of this publication may be reproduced, stored in a retrieval system of any nature, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior permission of the publisher. The publisher does not accept any liability for inaccuracies in this report. 2 © Wageningen Food & Biobased Research, institute within the legal entity Stichting Wageningen Research Preface For over 25 years Wageningen Food & Biobased Research (WFBR) is involved in research and development of bio-based materials and products. -

Degradable Polyamides
iiililiili^ @ EuroPean Patent Office ^-S Office europeen des brevets (fi) Publication number : 0 559 404 A1 @ EUROPEAN PATENT APPLICATION @ Application number : 93301510.9 @ Int. CI.5 : C08K 5/14, C08K 5/1 1 , C08G 69/44, C08G 69/48, (§) Date of filing : 26.02.93 A61L 1 7/00, A61 L 27/00, //(C08K5/14, C08L77:00), (C08K5/27, C08L77:00) (30) Priority : 06.03.92 US 847969 (72) Inventor : Holy, Norman Lee 901 Cherry Lane Penns Park, Pennsylvania 18943 (US) @ Date of publication of application : Inventor : Bortnick, Newman Mayer 08.09.93 Bulletin 93/36 509 Oreland Mill Road Oreland, Pennsylvania 19075 (US) (S) Designated Contracting States : DE ES FR GB IE IT PT @ Representative : Angell, David Whilton et al ROHM AND HAAS (UK) LTD. European Operations Patent Department Lennig House © Applicant : ROHM AND HAAS COMPANY 2 Mason's Avenue Independence Mall West Croydon CR9 3NB (GB) Philadelphia Pennsylvania 19105 (US) (S) Degradable polyamides. (57) Compositions comprising polyamide rendered hydrolytically labile by the incorporation of certain alkyl esters therein are useful in or as articles intended for degradation by water. Certain of the hydrolytically labile polyamides are novel compounds. O 10 10 LU Jouve, 18, rue Saint-Denis, 75001 PARIS EP 0 559 404 A1 This invention is concerned with biodegradable polymeric articles and certain amide polymers useful therein. The polymers and articles become brittle after long exposure to water and are especially useful as biodegradable fiber and netting, degradable plastic dishware, and degradable films for packaging. Another use of interest is in biological implants. 5 Japanese Kokai No. -

The Essential Plastics Industry
vii ix x 15 25 37 45 57 81 89 109 123 adidas APME (Association of Plastics Manufacturers in Europe) British Plastics Federation Cannon Rubber Ltd Dunlop Siazenger Dyson Ltd Ford GE Plastics GlaxoSmithKline Harkness Hall UK ITDG (Intermediate Technology Development Group) Nicholas Grimshaw and Partners Ltd Nuffield Design and Technology POD PP Global Technology Priestman Goode Rapak (0 S Smith Plastics) Seymour Powell Skystreme smart"? (DaimlerChrysler UK) St Paul's Nursery School, York Symphony Environmental Ltd The British Council The Design Council The Eden Project The Fabric University UCB Group Wolfson Electrostatics Worshipful Company of Horners John Amner, Ivor Davies, David Egglestone, John Featherstone, Mandy Haberman, Bernie Hanning, Denny Lane, David Oxley, John Sale, Colin Williamson Our grateful thanks also to ATOFINA for their very generous financial support. adidas,70 Aesculap AG and Company KG, 20 Amanda Penny, 85 Arcadia Group, 48 Apex Photo Agency Limited, 34 ATOFINA, 19, 52, 55, 61, 62, 73, 75, 76, 77, 88, 91, 108, 113, 115 AVENT, Cannon Rubber Limited, 40, 41 BASF,69 Board-a-Line Limited, 32, 33 Cambridge Display Technology Limited, 17 City of York Council, I I DaimlerChrysler, 63 Dan Gavere, 10I DuPont, 5 I, 69 Dyson, 72 Elizabeth Hubbard, 85 Erhard & Sohne GmbH, I I Freefoto.com, 27 Gilbert, 54 GlaxoSmithKline, 55 Graham Johnson, NSW Agriculture, 9 Graham Hearn, Wolfson Electrostatics, 12 Graham Mathers 4, 8, 9, 19, 21, 22, 27, 39, 43, 64, 66, 68, 84, 85, 91, 92, 94, 96, 97, 99, 102 Hemera Technologies Incorporated, -
Expanded Plastics, Polyurethane, Polyamide and Polyester Fibres
Expanded Plastics, Polyurethane, Polyamide and Polyester Fibres (Polyepoxides and Epoxy Resins, Polyamides and Polyimides, Polyesters, Polyolefins, Polycondensation, Fiber Production, Prepolymer Production, Polyether Polyols with Epoxy Resins, Polyimides, Closed Cell Foamed Films and Sheets, Plastic Deformation, Closed Cell Polyimides) www.entrepreneurindia.co Introduction Expanded plastics are also known as foamed plastics or cellular plastics. Expanded plastics can be flexible, semi flexible, semi rigid or rigid. They can also be thermoplastic or thermosetting and can exist as open celled or closed celled materials. Expanded plastics may be prepared from most synthetic and many natural polymers. Most of the industrially important ones are made from polystyrene, polyvinyl chloride, polyurethanes and polyethylene, as well as from resins that derive from phenol, epoxy, etc. Polyurethane (PUR and PU) is polymer composed of a chain of organic units joined by carbamate (urethane) links. www.entrepreneurindia.co Polyurethane polymers are formed by combining two bi or higher functional monomers. One contains two or more isocyanate functional groups and the other contains two or more hydroxyl groups. More complicated monomers are also used. Polyurethane (PUR and PU) is a polymer composed of organic units joined by carbamate (urethane) links. While most polyurethanes are thermosetting polymers that do not melt when heated, thermoplastic polyurethanes are also available. www.entrepreneurindia.co Polyurethane polymers are traditionally and most commonly formed by reacting a di- or poly-isocyanate with a polyol. Both the isocyanates and polyols used to make polyurethanes contain, on average, two or more functional groups per molecule. A polyamide is a macromolecule with repeating units linked by amide bonds. -

Compatibilizers: Creating New Opportunity for Mixed Plastics
Compatibilizers: Creating New Opportunity for Mixed Plastics May 2015 | Version 1.0 www.plasticsindustry.org/recycle ompatibilizers have long been used as a tool in the prime resin industry to create special resin blends that yield desired performance and properties that could only be obtained by a co-polymer blend Cof resins that would otherwise not be compatible. In layman’s terms, compatibilizer additives allow resins that would not neatly blend together to “talk to each other” and bond in a way that creates enhanced performance when compared to either polymer alone. Incompatible polymers prevent their practical use, such as in injection molding parts, because they delaminate during melt processing, causing rejects. Also, virgin polymers are chain scissored during melt processing and the resultant recycle resin has lesser mechanical properties when compared to the starting virgin resin due to the reduced molecular weight. The use of compatibilizers is being explored increasingly in the recycling industry as a way to create value Compatibilizers: in mixed feed streams that cannot be further segregated by resin type, either due to technical challenges related to collecting, cleaning and sorting, or economic infeasibility. Creating New Opportunity THE OPPORTUNITY Unfortunately the situation that recyclers are seeing increasingly is a decrease in bale quality and yields. The residual materials that are left over after a bale has been processed are often sold for a few for Mixed Plastics pennies per pound, if they can be sold at all, which is far less that the recyclers actually paid for the ma- terial as part of the bale. Recent findings suggest HDPE recyclers are suffering a 20-percent yield loss, while their PET recycling counterparts are experiencing upwards of 40-percent yield loss.1 This rate of material loss can quickly change the economics of an operation from black to red. -
Sustainable Bio-Based Polyamide Fibers
Sustainable Bio-based Polyamide Fibers Presented by Brendan McSheehy, Jr. Universal Fibers, Inc. BIO Industrial Biotech World Congress June 2013 1 SUMMARY • Early industry efforts focused on PA-6 depolymerization and PET bottle recovery. • A preferable path is to use competitive bio- manufactured intermediates without impacting the global food supply. • Universal Fibers, working with Evonik and Verdezyne, are developing bio-polyamides that prove this. 2 What is a Sustainable Fiber? 1. Is it recyclable? – Back into fiber or into something else where it contributes performance / properties [not fill]. 2. How favorable is its LCA [Life Cycle Assessment]? – In comparison to petro-based 1st use polymer fiber. 3. Is it economically competitive? – Does it fit within customer value proposition. 3 Polyamide Fiber Recycling – Early Days • Solution dyed [melt pigmented] fibers expand opportunities – in the short term. • Evergreen Recycling – a JV between Allied signal and DSM forms at the end of 1997 for PA-6 depolymerization into caprolactam. • Post consumer carpet separation – shredding, screening, shaving, decontamination. 4 Fast Forward to the Present • Commercial carpet specifiers want sustainability, but without a $ penalty. • Performance apparel brands striving for dominance and differentiation. • PA-6 depolymerization still in the red. • PA-66 depolymerization unlikely to ever be commercialized. • Commodity fibers default to PET. 5 What This Tells Us • The future for polyamide fibers will be where their performance properties are valued. • One polyamide molecule can be, to some degree, substituted for another in making fiber. • The race is on for biosynthesis between lactams and salts. 6 Why Bio ? • Life Cycle Assessment [LCA] – Embodied energy requirements – Sidestream wastes • Economics – Plant size economies of scale are lower than for petrochemical counterparts – Potential for current sidestreams as feedstocks. -
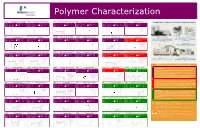
Polymer Properties and Classification
Polymer Characterization LDPE Polyethylene low density HDPE Polyethylene high density ABS Acrylonitrile-butadiene-styrene SAN Styrene-acrylonitrile copolymer EVA Polyethylene co-vinyl acetate PVA Polyvinyl acetate PerkinElmer Solutions for Polymer Characterization Tg(ºC): -130 to 100 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): -130 to 100 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): 110 to 125 CpJ/(g*K): 1,25 to 1,7 Tg(ºC): 95 to 110 CpJ/(g*K): 1,2 Tg(ºC): -45 to 20 CpJ/(g*K): 2,3 Tg(ºC): 25 to 35 CpJ/(g*K): - Tm(ºC): 100 to 120 DHf (J/g): - Tm(ºC): 130 to 140 DHf (J/g): 293 Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): 30 to 100 DHf (J/g): 10 to 100 Tm( ºC ): - DHf (J/g): - Td(ºC): 490 to 500 Td(ºC): 490 to 500 Td(ºC): 420 Td(ºC): 420 Td(ºC): 480 Td(ºC): - PP Polypropylene PS PMMA Polymethylmethacrylate PBMA CA Polystyrene Polybuthylmethacrylate Cellulose acetate EP Epoxy resin Molecular Spectroscopy FTIR Differential Scanning Calorimetry Tg(ºC): -20 to -5 CpJ/(g*K): 1,8 Tg(ºC): 90 to 110 Cp (J/g*K): 1,8 to 3,4 Tg(ºC): 85 to 100 CpJ/(g*K): 1,45 to 1,5 Tg(ºC): 15 to 25 CpJ/(g*K): - Tg(ºC): 45 to 60 CpJ/(g*K): - Tg(ºC): 50 to 200 CpJ/(g*K): 1,6 to 2,1 Identify and quantitate organic molecules and compounds, Glass transition & melting temperatures, crystallinity, heat of Understand chemical & physical composition of laminates & fusion, reaction rates, specific heat & heat capacity, curing, Tm(ºC): 165 to 175 DHf (J/g): 207 Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm(ºC): - DHf (J/g): - Tm( ºC): - DHf (J/g): - adhesives , Troubleshoot -

Miniaturised Rod-Shaped Polymer Structures with Wire Or Fibre Reinforcement—Manufacturing and Testing
Article Miniaturised Rod-Shaped Polymer Structures with Wire or Fibre Reinforcement—Manufacturing and Testing Michael Kucher , Martin Dannemann * , Ansgar Heide, Anja Winkler and Niels Modler Institute of Lightweight Engineering and Polymer Technology (ILK), Technische Universität Dresden, Holbeinstraße 3, 01307 Dresden, Germany; [email protected] (M.K.); [email protected] (A.H.); [email protected] (A.W.); [email protected] (N.M.) * Correspondence: [email protected]; Tel.: +49-351-463-38134 Received: 29 May 2020; Accepted: 26 June 2020; Published: 27 June 2020 Abstract: Rod-shaped polymer-based composite structures are applied to a wide range of applications in the process engineering, automotive, aviation, aerospace and marine industries. Therefore, the adequate knowledge of manufacturing methods is essential, covering the fabrication of small amounts of specimens as well as the low-cost manufacturing of high quantities of solid rods using continuous manufacturing processes. To assess the different manufacturing methods and compare the resulting quality of the semi-finished products, the cross-sectional and bending properties of rod-shaped structures obtained from a thermoplastic micro-pultrusion process, conventional fibre reinforced epoxy resin-based solid rods and fibre reinforced thermoplastic polymers manufactured by means of an implemented shrink tube consolidation process, were statistically analysed. Using the statistical method one-way analysis of variance (ANOVA), the differences between groups were calculated. The statistical results show that the flexural moduli of carbon fibre reinforced polymers were statistically significantly higher than the modulus of all other investigated specimens (probability value P < 0.001). The discontinuous shrink tube consolidation process resulted in specimens with a smooth outer contour and a high level of roundness.