Faa Ac 43.13-1B
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Multi Engine Systems
Nice Air Operation Procedure PA-34 Seneca 1 Multi engine systems PA 34-200 Seneca Engine Make : Avco Lycoming Model: Right Engine LIO-360 C1E6(turning counter clockwise from the cockpit) Left Engine IO-360 C1E6 Type: • 4 cylinders • Horizontally opposed • Normally aspirated(No turbo charge) • Air cooled (Engine oil and fuel helps cooling) • Direct drive(Propeller is attached to the crank shaft directly without any reduction gear or trans- mission) • Fuel injected Horsepower: 200 BHP Alternate air: Working as a carburetor heat. Heated air around exhaust manifold is directed through the alternate air source. RPM drops slightly when it is open. Cowl flap: Manually operated. There are three positions; open, half and closed. Propeller Make: Hartzell Model: Type: Constant speed, full feathering propeller What is a constant speed prop? The propeller which maintains the RPM selected by propeller control lever constant regardless of air- plane’s pitch attitude or throttle position within some range. The advantage of a constant speed prop. The pilot can select the most efficient blade angle for each phases of operation. By selecting low pitch/ high RPM, you can get maximum power for takeoff. By selecting high pitch/low RPM, you can fly faster at low RPM and you can save the fuel for cruise. How does it work? When the airplane rise it’s nose, it start climb. As it climb, airspeed goes down. The RPM is also going Copy Right Nice Air 2575 Robert Fowler Way, San Jose, CA 95148 Phone(408)729-3383 Nice Air Operation Procedure PA-34 Seneca 2 down due to increasing drag on the blade. -

Opel 1900Cc Engines: Tuning & Vacuum Notes
Opel 1900cc Engines: Tuning & Vacuum Notes Spark Plugs Ignition Wire Set 4 Opel engines require proper fuel, compression, correct ignition timing & spark. 3 Tuning to correct specifications, will maximize your power output. 2 1 IGNITION Verify voltage is present at the “+” terminal in the ignition coil, and check for a spark at each plug (when cranking). Mis-fires can be difficult to diagnose (particularly when they occur intermittently), so always start with all new parts. Important Specifications Ignition Coil Distributor: Set at zero degrees TDC (with vacuum lines plugged), at low idle Avoid excessive advance (detonation damages pistons & rings) Check “indentation shape” on cap edge (to identify style) Point Gap: Set at .018” & verify 50 degree (+/- 2º) “dwell” measurement Spark Plug Gap: Set at .030” Recommended Firing Order: 1-3-4-2 Replace all maintenance items with new parts (clockwise) Distributor Cap & Rotor #6041 Ignition Point Set #6042 Point set & Condenser can be Condenser #6043 (or Module #6165) replaced w/electronic ignition Spark Plugs #6040, 6163, 6175 Ignition Wire Set #6071 #6165 for better driveability ! Camshaft “Ball” along outer edge of cam gear “Ball” on flywheel #4 #2 (aligns to notch through center) Timing aligns to pointer “Dowel Pin” on camshaft #1 TDC Rotor sprocket is at “6 o’clock” “Dowel” mark (and “ball mark” #3 #1 on outer edge “Notch” in plate of gear needs Rotor points to #1 TDC Mark, to align to “notch” located on outer edge of in curved metal support plate, Engine: Rear Passenger Side distributor housing when measured through center of the cam gear). -

Fuel Injection Vs. Carburetor
Fuel Injection Vs. Carburetor Advantages and disadvantages of the two fuel supply systems a1'e analyzed. Carburetor-icing bugaboo n/,ay have been overemphasized tain a proper mixture, it is necessary to vary the now Incussiongeneralcurrentlyaviation oncirclesthe subjectthere is ofconsiderablethe merits dis•of of fuel with r.p.m. and with buttertly opening. This fuel injection, The general aviation public has evi• means a linkage of the fuel injector pump with an dently seized on fuel injection as a very desirable im• engine gear, as well as a connection with the buttertly provement over the carburetor, The public, along with through the throttle. All of this gets a little compli• some members of industry, often has a tendency to• cated, requires extra mechanism and fairly high pres• wards overemphasizing the value of a departure from sure. the standard, without due knowledge or consideration The carburetor, in which fuel is mixed with ail' simply of the facts. Frequently, after the various factors be• by the suction of air tlowing through the venturi, re• come apparent, the advantages of the previous stand• quires only a minimum of fuel pressure, and is about ard bring it back into public favor. This may well be as simple and trouble-free an arrangement as could be the case in the present controversy of fuel injection devised. versus the carbu retor, The advantages of the fuel injector are: My own preference, after having carefully investi• (Continued Oil p"ge .50) gated both types of fuel metering systems, is for the carburetor, at least on aircraft up to and including those of the complexity of the Aztec, and on the types of engines that are used in these models. -

GO-480, IGO-480, GSO-480 and IGSO-480 Series OperatorS Manual Lycoming Part Number: 60297-14
Operators Manual Lycoming GO-480, IGO-480, GSO-480 and IGSO-480 Series Approved by FAA 3rd Edition Part No. 60297-14 July 2008 652 Oliver Street Williamsport, PA. 17701 U.S.A. 570/323-6181 GO-480, IGO-480, GSO-480 and IGSO-480 Series Operators Manual Lycoming Part Number: 60297-14 ©2008 by Lycoming. All rights reserved. Lycoming and Powered by Lycoming are trademarks or registered trademarks of Lycoming. Lycoming Engines, a division of AVCO Corporation, a wholly owned subsidiary of Textron Inc. All brand and product names referenced in this publication are trademarks or registered trademarks of their respective companies. For additional information: Mailing address: Lycoming Engines 652 Oliver Street Williamsport, PA 17701 U.S.A. Phone: Factory: 570-323-6181 Sales Department: 570-327-7268 Fax: 570-327-7101 Lycomings regular business hours are Monday through Friday from 8:00 AM through 5:00 PM Eastern Time (-5 GMT) Visit us on the World Wide Web at: http://www.lycoming.com LYCOMING OPERATORS MANUAL ATTENTION OWNERS, OPERATORS, AND MAINTENANCE PERSONNEL This operators manual contains a description of the engine, its specifications, and detailed information on how to operate and maintain it. Such maintenance procedures that may be required in conjunction with periodic inspections are also included. This manual is intended for use by owners, pilots and maintenance personnel responsible for care of Lycoming powered aircraft. Modifications and repair procedures are contained in Lycoming overhaul manuals; maintenance personnel should refer to these for such procedures. SAFETY WARNING Neglecting to follow the operating instructions and to carry out periodic maintenance procedures can result in poor engine performance and power loss. -
Dz185zero OPERATOR's MANUAL 2
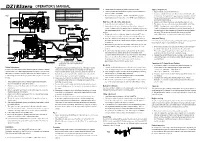
DZ185zero OPERATOR'S MANUAL 2. Please check and retighten propeller locknut periodically. Tappets Adjustment Bore 35mm Plug Cap Screw 3. Select a propeller that will allow the engine to run at a maximum of 1. Tappet clearance is pre-set at the factory. 136.5 Stroke 31.8mm 119.4 between 6,000 to 8,000 RPM. 2. Clearance adjustment may need after one hour of running time due Weight 965g ( Engine, Plug) 4. We recommend sizes 19x11, 20x10.5, 20.5x10. Other propeller FIG 1 100g ( Ignition Box) to initial wear. After adjustment, tappet clearance should be checked Displacement 30.6cc sizes may be used as long as the correct RPM range is maintained. during normal maintenance after every 10 hours of running to main Practical rpm 1,000~9,000rpm tain maximum performance. High Speed Needle Valve Adjustment 3. Clearance adjustment should be done when the engine is cool. 57 58 68.6 1. An electric starter is mandatory for this engine. 4. The proper clearance setting is between 0mm (0.000”) and 0.1mm Battery(4.8~8.4V) Switch 2. Turning the needle valve clockwise leans the mixture. Turning it (0.004”). The adjustment is achieved by loosening the locknut Red couner-clockwise richens the mixture. A good starting position for the (“Fig.2”) and turning the adjustment screw. The engine must be at high speed needle valve is 1 and 1/2 turns open from the fully closed top dead center on the compression stroke before any adjustments 63 25 14 postion. are made. This engine runs best with the valves set at a tight Ignition Box Red Black 3. -

GENERAL INFORMATION on These Vehicles, the Engine Management System Is Considered Part of the Emission Control System. the Majo
GENERAL INFORMATION On these vehicles, the engine management system is considered part of the emission control system. The major components include the carburetor(s), feedback control system, the air injection system, a throttle control system and the EGR system. The system consists of sensors and switches that feed information to the Electronic Control Unit (ECU), which will then operate several solenoid valves to maintain the ideal air/fuel ratio under all conditions. As useful as the tests found in this section are, the first step in repair or service to engine management systems is still to gain as much information as possible about the problem; when and under what conditions it occurs. At highway speed? At idle only? Only under heavy load or hard acceleration? Wet weather? Defining the problem will eliminate many systems from consideration and possibly point to the affected system. Before diving into an extended electrical diagnosis, take the time to review the basics. Check every vacuum line for cracks or leaks. Check every electrical connector for corrosion or loose pins. Quite often, simply unplugging and reconnecting a connector will break up corrosion on the pins and restore the circuit. Watch out for poor grounds, particularly if the car has experienced major bodywork. COMPONENT TESTING carbureted Accords Related Air Injection System The purpose of this system is to supply oxygen to the exhaust stream at a point in the exhaust manifold that is hot enough to burn off some of the hydrocarbon emissions. The main component is an air suction valve. The valve is spring loaded to stay closed, with engine vacuum supplied to a diaphragm that reduces the spring pressure and allows the reeds to open. -

Rewritten and Combined with Article “Induction Icing” the Gasoline
controllable-pitch propeller is used. In either case, a loss of altitude or airspeed will occur. These symptoms may sometimes be accompanied by vibration or engine roughness. In any case, it is a good idea to consider carburetor ice as the cause of any unexplained power loss during cruise flight. Rewritten and combined with article “Induction Icing” Once a power loss is noticed by the pilot, immediate action should be taken to eliminate ice which has already formed in the carburetor, and The gasoline engine operates on a fuel/air mixture that is ignited by the spark to prevent further ice formation. This is accomplished by applying plugs. Engines do not run when any of these elements are missing. Pilots know full carburetor heat which will initially cause a further loss of power positively that they must refuel the aircraft on a regular basis if they want to fly (perhaps as much as 15%) and possibly, engine roughness. The without incident, but the possibility of losing the air part of the fuel/air mixture additional power loss is caused by the heated air that is being directed is not always considered and understood as well as it should be. Perhaps the into the induction system. Heated air makes the mixture richer and personal experience of several individuals, and some facts about induction- also melts the ice which then goes through the engine as water. The system icing can be used to help Flyer readers avoid an accident caused by lack throttle may be advanced and the mixture may be leaned to help get of air for their engines. -
Advisory Circular
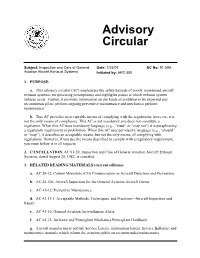
Advisory Circular Subject: Inspection and Care of General Date: 7/23/07 AC No: 91-59A Aviation Aircraft Exhaust Systems Initiated by: AFS-300 1. PURPOSE. a. This advisory circular (AC) emphasizes the safety hazards of poorly maintained aircraft exhaust systems (reciprocating powerplants) and highlights points at which exhaust system failures occur. Further, it provides information on the kinds of problems to be expected and recommends pilots perform ongoing preventive maintenance and mechanics perform maintenance. b. This AC provides an acceptable means of complying with the regulations; however, it is not the only means of compliance. This AC is not mandatory and does not constitute a regulation. When this AC uses mandatory language (e.g., “must” or “may not”) it is paraphrasing a regulatory requirement or prohibition. When this AC uses permissive language (e.g., “should” or “may”), it describes an acceptable means, but not the only means, of complying with regulations. However, if you use the means described to comply with a regulatory requirement, you must follow it in all respects. 2. CANCELLATION. AC 91-59, Inspection and Care of General Aviation Aircraft Exhaust Systems, dated August 20, 1982, is canceled. 3. RELATED READING MATERIALS (current editions). a. AC 20-32, Carbon Monoxide (CO) Contamination in Aircraft Detection and Prevention. b. AC 20-106, Aircraft Inspection for the General Aviation Aircraft Owner. c. AC 43-12, Preventive Maintenance. d. AC 43.13-1, Acceptable Methods, Techniques, and Practices—Aircraft Inspection and Repair. e. AC 43-16, General Aviation Airworthiness Alerts. f. AC 65-12, Airframe and Powerplant Mechanics Powerplant Handbook. -
B-24 Manual Part 3
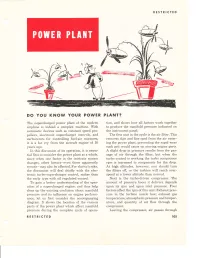
RESTRICTED DO YOU KNOW YOUR POWER PTANT? The supercharged power plant of the modern tion, and shows how all factors work together airplane is indeed a complex machine. With to produce the manifold pressure indicated on automatic devices such as constant speed pro- the instrument panel. pellers, electronic supercharger controls, and The first unit in the cycle is the air filter. This carburetors for controlling fuel-air mixtures, removes dust and fine sand from the air enter- it is a far cry from the aircraft engine of 20 ing the power plant, preventing the rapid wear years ago. such grit would cause on moving engine parts. In this discussion of its operation, it is essen- A slight drop in pressure results from the pas- tial first to consider the power plant as a whole, sage of air through the filter, but rvhen the since when one factor in the intricate system turbo control is working the turbo compressor changes, other factors-even those apparently rpm is increased to cornpensate for the drop. remote-may also be afiected. For clarity's sake, At high altitudes, however, you should trrrn the discussion will deal chiefly with the elec- the filters off, or the turbine will reach over- tronic turbo-supercharger control, rather than speed at a lower altitude than normal. the early type with oil regulated control. Next is the turbo-driven compressor. The To gain a better understanding of the oper- amount of pressure boost it delivers depends ation of a supercharged engine, and thus help upon its rpm and upon inlet pressure. -

EASA Safety Information Bulletin
EASA SIB No: 2010-03 EASA Safety Information Bulletin SIB No.: 2010-03 Issued: 13 October 2010 Subject: Carburetor Icing Prevention Ref. Publications: Federal Aviation Administration (FAA) Special Airworthiness Information Bulletin (SAIB) CE-09-35 dated 30 June 2009. Applicability: All piston engines with carburetors, installed on any aircraft. Description: The FAA published the above-referenced advisory document (which is attached as pages 4 through 6 of this bulletin) to inform pilots of piston engine aeroplanes of the potential hazards associated with carburetor icing. After reviewing the available information, EASA support the recommended actions contained in FAA SAIB CE-09-35, but consider this should apply to piston-engine rotorcraft as well. Since this is a ‘generic’ subject that addresses all piston engines with carburetors, i.e. not only those of US origin, the SAIB cannot be considered as a ‘State of Design’ advisory. For that reason, EASA have decided to explicitly apply these recommendations to all piston engines with carburetors and add recommendations for carburetor icing when experienced on rotorcraft. This SIB is published to ensure that all pilots of piston engine aircraft registered in European Union Member States or associated countries, are made aware of these recommendations. Recommendations: For fixed-wing aircraft, refer to the FAA SAIB, pages 4 through 6 of this SIB. For rotorcraft, it should be considered that piston engine helicopters equipped with carburetors are as vulnerable as aeroplanes to carburetor icing in the critical conditions of temperature and relative humidity. However, the consequences of icing are potentially much more severe. In a light aeroplane, ice accretion in the intake is relatively obvious through monitoring of engine RPM (revolutions per minute), manifold pressure and general engine behaviour. -

O-360 & Io-360 Series Engines
Installation & Operation Manual O-360 and IO-360 Series Engines O-360 & IO-360 SERIES ENGINES INSTALLATION & OPERATION MANUAL 621 South Royal Lane, Suite 100 / Coppell, TX 75019 / 800-277-5168 www.superiorairparts.com P/N SVIOM01 Revision D, June 2014 Installation & Operation Manual O-360 and IO-360 Series Engines FAA Approved DISCLAIMER OF WARRANTIES AND LIMITATIONS OF LIABILITY SUPERIOR'S EXPRESS WARRANTIES AND THE REMEDIES THEREUNDER ARE EXCLUSIVE AND GIVEN IN PLACE OF (A) ALL OTHER WARRANTIES, EXPRESS, IMPLIED, OR STATUTORY, WHETHER WRITTEN OR ORAL, INCLUDING, BUT NOT LIMITED TO, ANY WARRANTY OF MERCHANTABILITY, FITNESS OR PARTICULAR PURPOSE, OR IMPLIED WARRANTY ARISING FROM PERFORMANCE, COURSE OF DEALING OR USAGE OF TRADE AND (B) ALL OTHER OBLIGATIONS, LIABILITIES, RIGHTS, CLAIMS OR REMEDIES, EXPRESS OR IMPLIED, ARISING BY LAW OR OTHERWISE, INCLUDING BUT NOT LIMITED TO ANY RIGHT OR REMEDIES IN CONTRACT, TORT, STRICT LIABILITY OR ARISING FROM SUPERIOR'S NEGLIGENCE, ACTUAL OR IMPUTED. SUPERIOR'S OBLIGATIONS AND PURCHASER'S REMEDIES UNDER SUPERIOR'S EXPRESS WARRANTIES ARE LIMITED TO SUPERIOR'S CHOICE OF REFUND, REPAIR OR REPLACEMENT ON AN EXCHANGE BASIS AND EXCLUDE LIABILITY FOR INCIDENTAL, SPECIAL, CONSEQUENTIAL OR ANY OTHER DAMAGES, INCLUDING WITHOUT LIMITATION, ANY LIABILITY OF CUSTOMER TO A THIRD PARTY OR FOR ECONOMIC LOSS, REPLACEMENT COST, COST OF CAPITAL, LOST REVENUE, LOST PROFITS, OR LOSS OF USE OF OR DAMAGE TO AN AIRCRAFT, ENGINE, COMPONENT OR OTHER PROPERTY AND IN NO EVENT WILL SUPERIOR'S LIABILITY EXCEED THE ORIGINAL COST OF THE ENGINE OR ACCESSORY. Written notice of any warranty claim must be submitted to Superior within thirty (30) days of a suspected defect in material or workmanship and the engine, accessory or part must be made available for Superior's inspection within thirty (30) days after the claim has been made. -

Carburetor Heat: How To
Carburetor Heat: How To Proper temperature at 1'ight time can help you avoid carburetor icing and plug fouling, major causes of engine failures in light aircraft What is carburetor ice? And how of the mixture is reduced intention• You'repy, theflyingenginealong,just fatpurringand hap•on does it form when the outside air ally by the shape of the carburetor this cool fall day. The air is smooth temperature is nowhere near freez• barrel. The reduction of pressure and the weather strictly Victor Fox. ing? aids the efficient vaporization of the You glance over at your passenger The answer lies in the fact that fuel. But when a volatile fluid is and the thought passes through your most light aircraft flying today are mixed with air and the combination mind that this is the kind of day equipped with a float type carburetor is subjected to a sudden drop in pres• that sells airplanes. not yet surpassed by any other sys• sure, the temperature drops sharply. Just then your ear, so familiar tem for over-all economy and depend• This is the principle on which most with the exact accustomed pitch of ability. However, the Achilles heel mechanical refrigerators operate. Old Reliable up front, hears a little of the float carburetor is the fact Your carburetor is one of the pret• roughness. Probably you're over the that fuel is mixed with incoming air tiest little refrigerators you ever highest mountain or making that just at the point where the pressure saw. shortcut across a swamp or lake. The temperature drop can be as Quick reflex tells you "carburetor much as 40° F.