Jpl Distribution Centre – World Leading Concrete Flooring
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Redgroup NZ-Report to Creditors
26 July 2011 TO THE CREDITOR AS ADDRESSED Dear Sir / Madam WGL Retail Holdings Ltd WGL Realisations Ltd (Administrators Appointed) (Administrators Appointed) Company No. 120265 (formerly known as Whitcoulls Group Limited) Calendar Club New Zealand Ltd Company No. 131870 (Administrators Appointed) Company No. 826130 B Realisations (NZ) Ltd (Administrators Appointed) REDgroup Online Ltd (formerly known as Borders New (Administrators Appointed) Zealand Limited) Company No. 2223528 Company No. 944114 (Collectively “the Group” or “the Companies”) I refer to the appointment of Steve Sherman, John Melluish and I as Administrators of the Group on 17 February 2011. Section 239AU(3) Report Please find enclosed our report to creditors pursuant to section 239AU(3) of the Companies Act 1993 (“the Act”). Joint Watershed Meeting The Administrators are required to call a joint watershed meeting of creditors (“the Watershed Meeting”) pursuant to section 239AT(1) of the Act, and do so in this case by way of a joint meeting of the creditors of each company in the Group under section 239AL. The purpose of the Watershed Meeting is to provide creditors with an opportunity to resolve: 1. That the Companies execute a Deed of Company Arrangement; or 2. That the administrations should end; or 3. That the Companies be wound up. I have enclosed the following documents: (a) Notice of a Joint Watershed Meeting. Please note that the meeting commences at 10:30am Thursday, 4 August 2011. You should arrive for registration at least 30 minutes prior to the meeting. bp110725 Letter to Creditor C:68580 Page 2 Letter to Creditor 26 July 2011 (b) Formal Proof of Debt Form. -
![[2017] NZHC 1893 UNDER the Tax Administration Act 1994 IN](https://docslib.b-cdn.net/cover/9355/2017-nzhc-1893-under-the-tax-administration-act-1994-in-4009355.webp)
[2017] NZHC 1893 UNDER the Tax Administration Act 1994 IN
IN THE HIGH COURT OF NEW ZEALAND WELLINGTON REGISTRY CIV 2016-485-549 [2017] NZHC 1893 UNDER The Tax Administration Act 1994 IN THE MATTER of the Income Tax Act 2007 BETWEEN EASY PARK LIMITED Plaintiff AND THE COMMISSIONER OF INLAND REVENUE Defendant Hearing: 27-28 March 2017 Counsel: G Harley and R L Goss for Plaintiff A B Goosen and C Hollingsworth for Defendant Judgment: 10 August 2017 JUDGMENT OF ELLIS J [1] This case presents an old problem in a new context. The problem is the distinction between a receipt of a revenue nature and a receipt of a capital nature. The context is the receipt by the plaintiff, Easy Park Limited (Easy Park), of a lump sum in return for its agreement to accept the early surrender of a commercial lease. In other, similar, cases far greater judges than I have noted that the battleground on which they are fought is an intellectual minefield; the principles are elusive, analogies are treacherous, precedents appear to be but vague signposts pointing in different directions. The compass is said to be “judicial common sense”.1 But one thing is clear. The factual context is all-important. 1 My opening paragraph is taken unashamedly from the beginning of Templeman J’s judgment in Tucker v Granada Motorway Services Ltd [1977] 3 All ER 865 at 869. Its gist has been repeated in a number of the New Zealand appellate decisions which are discussed later in this judgment. EASY PARK LTD v THE COMMISSIONER OF INLAND REVENUE [2017] NZHC 1893 [10 August 2017] Facts [2] During the 1980s and 1990s Mr Herman Rockefeller was the Chief Financial Officer of Brierley Investments Limited (BIL). -

Tuesday, February 2, 2021
TE NUPEPA O TE TAIRAWHITI TUESDAY, FEBRUARY 2, 2021 HOME-DELIVERED $1.90, RETAIL $2.20 $20,000 ECO-WARRIOR COVID-19 PAGES 4, 6-11, 15, 18 HOOKED APPALLED BY • Returning Kiwis ease teacher shortage WITHOUT • NZ’s alert levels out of date: experts RUBBISH DUMPERS • NZ lagging behind in vaccine rollout A LINE IN • Sir Tom in hospital with Covid-19 THE WATER PAGE 3 PAGE 5 FIRST DAY FOR A-JAY: Doreen Paul hugs her son A-Jay Paul-Enoka before he starts his first day at Kaiti School this morning. A-Jay is continuing a whanau tradition of attending Kaiti School and his mum said she was very proud of him. Kaiti was among the schools that started their 2021 year today. Many more start tomorrow. STORY ON PAGE 2 Picture by Rebecca Grunwell by Alice Angeloni and has manifested in some quite marae, who live up the Coast and disturbing campaigns I know have in areas that have very particular SIGNATURES collected in impacted a lot of communities . .” considerations that are important opposition to Maori wards will It comes as Gisborne councillors for us when we’re making decisions have “no effect” following the say they are “awestruck” while for the entire Gisborne district. Lifting Government’s move to dump polling others are not surprised by the The Local Electorate Maori provisions, says East Coast MP Kiri central government’s move to Wards and Maori Constituencies Allan. introduce legislation upholding Amendment Bill will be introduced Ms Allan, who previously labelled council decisions on Maori wards. -

For Personal Use Only Use Personal For
26 February 2014 The Manager Company Announcements Office ASX Limited Level 4, Exchange Centre 20 Bridge Street SYDNEY NSW 2000 Dear Sir/Madam WESTFIELD RETAIL TRUST (ASX: WRT) SHOPPING CENTRE OPERATIONAL PERFORMANCE REPORT 2013 Please find attached the Shopping Centre Operational Performance Report for Westfield Retail Trust for the year ended 31 December 2013. Yours faithfully WESTFIELD RETAIL TRUST Katherine Grace Company Secretary Encl. For personal use only SHOPPING CENTRE OPERATIONAL PERFORMANCE REPORT 31 DECEMBER 2013 For personal use only SHOPPING CENTRE OPERATIONAL PERFORMANCE REPORT OVERVIEW OF PORTFOLIO Westfield Retail Trust’s (the Trust) portfolio of shopping centres is geographically diverse, spread across five states and one territory in Australia, and New Zealand. The centres are generally located near or in major metropolitan areas, are anchored by major retailers with long term leases and incorporate a wide cross-section of specialty retailers and national chain store operators. The Trust’s shopping centre investments are undertaken through joint ventures and co-ownership arrangements, primarily with Westfield Group and major institutional investors. The following table sets out the Trust’s shopping centre portfolio as at 31 December 2013. Australia New Zealand Total Centres 37 9 46 Retail Outlets 10,712 1,409 12,121 GLA (million square metres) 3.3 0.4 3.7 Asset Value (billion)1 A$12.4 NZ$1.4 A$13.6 1. Trust share of shopping centre assets excluding development projects and construction in progress of $247 million. Note: -

Kiwi Property Group Limited ("Kiwi Property")
SUBMISSION ON HAMILTON CITY COUNCIL'S LONG TERM PLAN 2021-2031 To: Hamilton City Council ("Council") Submission on: The Draft Long Term Plan 2021-2031 ("Draft LTP") Name: Kiwi Property Group Limited ("Kiwi Property") Address: C/- Russell McVeagh, at the address for service specified below. 1. SUMMARY 1.1 Kiwi Property opposes two aspects of the Draft LTP: (a) the introduction of the Government Compliance targeted rate for 2021/22; and (b) the general rates increase to existing ratepayers of 4.4% for 2021/22 and 4.9% for 2022 onwards. 1.2 Kiwi Property owns and operates The Base and Centre Place in Hamilton. Under the increases proposed in the Draft LTP, The Base's rates bill will increase by 9.4% ($308,000) to $3.6 million. 1.3 Centre Place's rates bill will increase by 9% ($103,000) to $1.25 million. 1.4 Kiwi Property already makes a significant contribution to the Hamilton economy. Over the last 13 years, it has invested in excess of $400 million in the development of The Base, and in excess of $50 million in the development of Centre Place. Together, the Base and Centre Place are home to nearly 300 businesses. 1.5 These centres provide employment for Hamilton locals, including in a range of trainee and apprenticeship roles. Together, Centre Place and The Base generate approximately 2,700 retail / service full-time and part-time jobs, which is a significant proportion of the retail, service and management employment opportunities in Hamilton. 1.6 The proposed rates increases are of significant concern for Kiwi Property. -

Illegal Dumping 25
SEPTEMBER 2019 NATIONAL Litter Audit ISBN 978-0-473-49359-2 NATIONAL PUBLISHED BY: Litter Keep New Zealand Beautiful PO Box 58932, Botany, Auckland [email protected] 09 264 1434 Audit www.knzb.org.nz SEPTEMBER 2019 ACKNOWLEDGMENTS: Keep New Zealand Beautiful would like to acknowledge that financial support for the 2019 National Litter Audit was received from the Waste Minimisation Fund, which is administered by the Ministry for the Environment. DISCLAIMER: The Ministry for the Environment does not necessarily endorse or support the content of this publication in any way. COPYRIGHT: Reproduction, adaptation, or issuing of this publication for educational or other non-commercial purposes is authorised without prior permission of the copyright holder(s). Reproduction, adaptation, or issuing of this publication for resale or other commercial purposes is prohibited without the prior permission of the copyright holder(s). ISBN 978-0-473-49359-2 2 | Keep New Zealand Beautiful 2019 National Litter Audit MESSAGE FROM THE ASSOCIATE MINISTER FOR THE ENVIRONMENT New Zealand prides itself on its reputation as being “clean and green”. Ensuring that reality matches the image we need major shifts in the way we care for the land and waters of Aotearoa, and the climate, to reduce the impacts of human activities. We need nature to sustain us and we need to connect with and restore nature. Research for Keep New Zealand Beautiful has found that 99% of New Zealanders believe it is crucial for our country to maintain its clean, green image, with 93% believing it is very important not to litter. We need to do much more to reduce waste and work is happening here. -
Project Awards
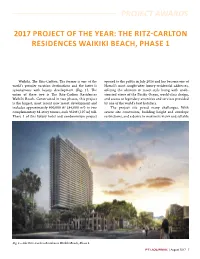
PROJECT AWARDS 2017 PROJECT OF THE YEAR: THE RITZ-CARLTON RESIDENCES WAIKIKI BEACH, PHASE 1 Waikiki. The Ritz-Carlton. The former is one of the opened to the public in July 2016 and has become one of world’s premier vacation destinations and the latter is Hawaii’s most sought-after luxury residential addresses, synonymous with luxury development (Fig. 1). The offering the ultimate in resort-style living with unob- union of these two is The Ritz-Carlton Residences structed views of the Pacific Ocean, world-class design, Waikiki Beach. Constructed in two phases, this project and access to legendary amenities and services provided is the largest, most recent new resort development and by one of the world’s best hoteliers. includes approximately 900,000 ft2 (84,000 m2) in two The project site posed many challenges. With complementary 38-story towers, each 350 ft (107 m) tall. severe site constraints, building height and envelope Phase 1 of this luxury hotel and condominium project restrictions, and a desire to maximize views and sellable Fig. 1—The Ritz-Carlton Residences Waikiki Beach, Phase 1. PTI JOURNAL | August 2017 7 PROJECT AWARDS space, structural simplicity was not a priority. Baldridge The resulting building required the following features: & Associates Structural Engineering (BASE) rose to the • Optimized thin post-tensioned slabs (Fig. 2); occasion, using post-tensioning throughout the project to • Eighteen unique floor types; create innovative solutions to the structural challenges. • A post-tensioned transfer slab with upturn beams at the roof supporting 32 hanging steel columns; • Over 50 major wall and column transitions (Fig. -

Fixed Rate Senior Secured Bond Offer
FIXED RATE SENIOR SECURED BOND OFFER AUGUST 2016 Joint Lead Managers Co-Manager Important information and disclaimer Important Information The offer of fixed rate senior secured bonds (Bonds) by Kiwi Property Group Limited (Kiwi Property) is made in reliance upon the exclusion in clause 19 of schedule 1 of the Financial Markets Conduct Act 2013 (FMCA). The offer contained in the Terms Sheet is an offer of bonds that have identical rights, privileges, limitations and conditions (except for the interest rate and maturity date) as Kiwi Property’s $125 million fixed rate senior secured bonds maturing on 20 August 2021 which are currently quoted on the NZX Debt Market under the ticker code KPG010 (KPG010 Bonds). The Bonds are of the same class as the KPG010 Bonds for the purposes of the FMCA and the Financial Markets Conduct Regulations 2014 (FMC Regulations). Kiwi Property is subject to a disclosure obligation that requires it to notify certain material information to NZX Limited (NZX) for the purpose of that information being made available to participants in the market and that information can be found by visiting www.nzx.com/companies/KPG/announcements. The KPG010 Bonds (which have a fixed interest rate of 6.15% p.a. and a maturity date of 20 August 2021) are the only debt securities of Kiwi Property that are in the same class as the Bonds and are currently quoted on the NZX Debt Market. Investors should look to the market price of the KPG010 Bonds referred to above to find out how the market assesses the returns and risk premium for those bonds. -

Ieltsfever Academic Reading Test 93
Academic Reading IELTS Fever IELTSFever Academic Reading 93 IELTSFever Academic Reading Test 93 Reading Passage 1 You should spend about 20 minutes on Questions 1-13, which are based on the IELTSFever Academic IELTS Reading Test 93 Reading Passage. What are you laughing at? below. What are you laughing at? {A} We like to think that laughing is the height of human sophistication. Our big brains let us see the humour in a strategically positioned pun, an unexpected plot twist or a clever piece of word play. But while joking and wit are uniquely human inventions, laughter certainly is not. Other creatures, including chimpanzees, gorillas and even rats, chuckle. Obviously, they don't crack up at Homer Simpson or titter at the boss's dreadful jokes, but the fact that they laugh in the first place suggests that sniggers and chortles have been around for a lot longer than we have. It points the way to the origins of laughter, suggesting a much more practical purpose than you might think. {B} There is no doubt that laughing typically involves groups of people. “Laughter evolved as a signal to others – it almost disappears when we are alone,' says Robert Provine, a neuroscientist at the University of Maryland. Provine found that most laughter comes as a polite reaction to everyday remarks such as 'see you later', rather than anything particularly funny. And the way we laugh depends on the company we're keeping. Men tend to laugh longer and harder when they are with other men, perhaps as a way of bonding. -

Commerce Act 1986: Business Acquisition Section 66: Notice Seeking Clearance
PUBLIC VERSION COMMERCE ACT 1986: BUSINESS ACQUISITION SECTION 66: NOTICE SEEKING CLEARANCE 19 December 2012 The Registrar Business Acquisitions and Authorisations Commerce Commission PO Box 2351 WELLINGTON Pursuant to s66(1) of the Commerce Act 1986 notice is hereby given seeking clearance of a proposed business acquisition. 2508973 1 PUBLIC VERSION SUMMARY OF APPLICATION 1. Bertelsmann SE & Co. KGaA (" Bertelsmann ") and Pearson plc (" Pearson ") seek clearance for a yet to be incorporated entity/ies (" Penguin Random House ") (collectively " the Applicants"), to acquire the consumer book publishing businesses of Bertelsmann and Pearson (" the Acquisition "). 2. The global rationale of the Acquisition is to create a more efficient publishing business able to invest in new and richer content, innovative publishing models and emerging geographies. 3. The Acquisition will not substantially lessen competition in the New Zealand book publishing market as: (a) The market is not concentrated and is characterised by a large number of international and local competitors. Penguin Random House's post-Acquisition market share across the market will be only approximately [ ]% by value. (b) Technological advances have lowered barriers to entry to the publishing market, facilitating the entry of smaller publishers operating at lower scale, new market opportunities (such as Amazon), and business models that bypass traditional publishers (eg self-publishing). These advances include digital print- on-demand (" POD ") technology and the increased popularity of e-books, which allow both authors or publishers to get books to consumers with minimal upfront costs, and the growth of internet book retailing, particularly by overseas online retailers such as Amazon, which enables retailers and consumers to purchase books from anywhere in the world. -
Property Compendium —
PPROPERTYROPERTY CCOMPENDIUMOMPENDIUM — TABLE OF CONTENTS Portfolio Overview 1 Westfi eld Parramatta 35 Operating Performance 4 Westfi eld Penrith 36 Retailers and Lease Expiry Profi le 6 Westfi eld Plenty Valley 37 Portfolio Details 8 Westfi eld Southland 38 Scentre Group Property Profi les 9 Westfi eld Strathpine 39 Westfi eld Airport West 10 Westfi eld Sydney 40 Westfi eld Belconnen 11 Westfi eld Tea Tree Plaza 41 Westfi eld Bondi Junction 12 Westfi eld Tuggerah 42 Westfi eld Burwood 13 Westfi eld Warrawong 43 Westfi eld Carindale 14 Westfi eld Warringah Mall 44 Westfi eld Carousel 15 Westfi eld West Lakes 45 Westfi eld Chatswood 16 Westfi eld Whitford City 46 Westfi eld Chermside 17 Westfi eld Woden 47 Westfi eld Doncaster 18 Westfi eld Albany 48 Westfi eld Figtree 19 Westfi eld Chartwell 49 Westfi eld Fountain Gate 20 Westfi eld Glenfi eld 50 Westfi eld Garden City 21 Westfi eld Manukau City 51 Westfi eld Geelong 22 Westfi eld Newmarket 52 Westfi eld Helensvale 23 Westfi eld Queensgate 53 Westfi eld Hornsby 24 Westfi eld Riccarton 54 Westfi eld Hurstville 25 Westfi eld St Lukes 55 Westfi eld Innaloo 26 Westfi eld Westcity 56 Westfi eld Knox 27 Westfi eld Kotara 28 Westfi eld Liverpool 29 Westfi eld Marion 30 Westfi eld Miranda 31 Westfi eld Mt Druitt 32 Westfi eld North Lakes 33 Westfi eld North Rocks 34 PORTFOLIO OVERVIEW — Scentre Group’s (SCG) portfolio includes many of the largest and best shopping centres in Australia and New Zealand, including 14 of the top 20 shopping centres in Australia by annual sales. -

SECTION 1 Tickling and Laughter A. the Fingers of an Outstretched Aim
https://t.me/ieltsw SECTION 1 Tickling and Laughter A. The fingers of an outstretched aim are nearing your body; you bend away folding your torso, bending your head to your shoulder in hopes that you don’t get tickled; but the inevitable occurs: yon arc tickled and in hysterics you chuckle, titter, and burst into uncontrollable laughter. Why do we laugh when we are tickled? B. Tickling is caused by a light sensation across our skin. At times the light sensation can cause itching; however, most of the time it causes giggling. If a feather is gently moved across the surface of the skin, it can also cause tickling and giggling. Heavy laughter is caused by someone or something placing repeated pressure on a person and tickling a particular area. The spots tickled often are feet, toes, sides, underarms, and neck which cause a great deal of laughter. Yngve Zotterman from Karolinksk Institute has found that tickling sensations involve signals from nerve fibers. These nerve fibers are associated with pain and touch. Also, Zotterman has discovered tickling sensations to be associated not only with nerve fibers but also with sense of touch because people who have lost pain sensations still laugh when tickled. But really, why do we laugh? Why are we not able to tickle ourselves? What part of the brain is responsible for laughter and humor? Why do we say some people have no sense of humor? C. Research has shown that laugher is more than just a person’s voice and movement and that it requires the coordination of many muscles throughout the body.