Practical Handbook of MATERIAL FLOW ANALYSIS
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Apple Inc., 19, 178 B Basel Action Network, 116, 126 Basel
Index A E Apple Inc., 19, 178 End-of-life returns, 149 End-of-use returns, 149 B Environmental legislation, 86, 133, 144, 145 Basel Action Network, 116, 126 E-waste, 8, 82–91, 107, 108, 110, 115–120, Basel Convention, 83, 86, 117, 118 125–127, 129–131, 142 Bio-fuel, 7, 30, 31, 33–35 Extended producer responsibility, 88, 117, 119, Blood supply chain, 50, 51, 57, 58, 63–65, 121, 123, 127, 144, 202 67, 68 British, 180, 182, 202 F Brominated Fire Retardants (BFRs), 116 Feedstocks, 29, 35 Footprint, 8, 14, 26, 31, 35, 36, 38, 77, 78, 92–95, 113, 123, 127, 175–180, 182, 183, C 185–191, 195 C40, 3, 14, 16, 24 Fossil hydrocarbon fuels, 35 Cap and Trade, 176, 202 Carbon-dioxide, 1, 4, 7, 9, 10, 30, 39, 81, G 115, 193 GHG emissions, 9, 10, 14, 16, 19, 23, 175–180, CDP project, 14, 190, 191 182, 185–191 Certifier, 168–170, 173 GHG Protocol, 19, 177, 180, 182, 189 Chemicals, 39, 85, 118, 119, 121, 176, 179 Green building, 81, 82, 176, 185 Clinton Climate Initiative, 14 Green building history, 101 Closed-loop supply chain, 8, 133, 149, 163 Green Electronics Council (GEC), 123 Cloud computing, 92–95 Green IT, 74–77, 80, 81, 90, 91 CO2-eq., 10, 11, 14, 16, 19, 21, 23, 175, 182, Greenpeace, 4, 117, 127 186–188 Collective producer responsibility (CPR), H 130–132, 135, 142, 143 Health care, 39, 42, 49–51, 70, 71 Construction, 54, 60, 81, 82, 120, 171, 180, Herman Miller, 179, 180, 191 185 Hewlett-Packard, 73, 76, 125 Credibility, 166, 169, 171 I D ICLEI, 16 Data center, 75, 76, 78–80, 82, 92–95, 123, 185 India, 2, 4, 7, 11, 14, 25, 74, 78, 79, 81–86, 90, Dell, 25, 76, 121, 123, 125, 143, 186, 190 91, 94, 95, 110, 117–119 Disposition decision, 150–153, 156, 158, 160, Industrial ecology, 219 161, 163 In-house manufacturing, 132 T. -

Towards a Dynamic Assessment of Raw Materials Criticality: Linking Agent-Based Demand--With Material Flow Supply Modelling Approaches
This is a repository copy of Towards a dynamic assessment of raw materials criticality: linking agent-based demand--with material flow supply modelling approaches.. White Rose Research Online URL for this paper: http://eprints.whiterose.ac.uk/80022/ Version: Accepted Version Article: Knoeri, C, Wäger, PA, Stamp, A et al. (2 more authors) (2013) Towards a dynamic assessment of raw materials criticality: linking agent-based demand--with material flow supply modelling approaches. Science of the Total Environment, 461-46. 808 - 812. ISSN 0048-9697 https://doi.org/10.1016/j.scitotenv.2013.02.001 Reuse Unless indicated otherwise, fulltext items are protected by copyright with all rights reserved. The copyright exception in section 29 of the Copyright, Designs and Patents Act 1988 allows the making of a single copy solely for the purpose of non-commercial research or private study within the limits of fair dealing. The publisher or other rights-holder may allow further reproduction and re-use of this version - refer to the White Rose Research Online record for this item. Where records identify the publisher as the copyright holder, users can verify any specific terms of use on the publisher’s website. Takedown If you consider content in White Rose Research Online to be in breach of UK law, please notify us by emailing [email protected] including the URL of the record and the reason for the withdrawal request. [email protected] https://eprints.whiterose.ac.uk/ Towards a dynamic assessment of raw materials criticality: Linking agent-based demand - with material flow supply modelling approaches Christof Knoeri1, Patrick A. -
Examples in Material Flow Analysis
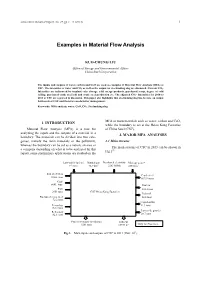
China Steel Technical Report, No. 27, pp.1-5, (2014) Kuo-Chung Liu 1 Examples in Material Flow Analysis KUO-CHUNG LIU Office of Energy and Environmental Affairs China Steel Corporation The inputs and outputs of water, carbon and CaO are used as examples of Material Flow Analysis (MFA) at CSC. The intensities of water and CO2 as well as the output for steelmaking slag are discussed. Current CO2- Intensities are influenced by in-plant coke storage, sold energy products, purchased scrap, degree of cold rolling, purchased crude steel/roll and crude steel production etc. The adjusted CO2- Intensities for 2010 to 2013 at CSC are reported in discussion. This paper also highlights that steelmaking slag has become an output bottleneck at CSC and therefore needs better management. Keywords: MFA analysis, water, CaO, CO2, Steelmaking slag MFA of main materials such as water, carbon and CaO, 1. INTRODUCTION while the boundary is set at the Hsiao Kang Factories Material Flow Analysis (MFA) is a tool for of China Steel (CSC). analyzing the inputs and the outputs of a material in a 2. MAJOR MFA ANALYSES boundary. The materials can be divided into two cate- gories, namely the main materials or the pollutants, 2.1 Main streams whereas the boundary can be set as a nation, an area or The main streams of CSC in 2013 can be shown in a company depending on what is to be analyzed. In this Fig.1(1). report, some preliminary applications are studied on the Low-sulfer fuel oil Natural gas Purchased electricity Makeup water* 9.3 tons 76.9 km3 2283 MWh 45554 m3 Iron ore/Pellets Crude steel 13066 tons 8693.6 tons Coal 6801 tons Coal tar Flux 205.2 tons 2951 tons CSC Hsiao Kang Factories Light oil Purchased scrap steel 54.8 tons 72.2 tons Liquid sulfur Ferroalloy 11.3 tons 132.1 tons Iron oxide powder Refractory 82.6 tons 28.7 tons Process residues (wet basis) Effluent 5281 tons 14953 m3 Only for Processes. -

Life Cycle Assessment
Life cycle assessment http://lcinitiative.unep.fr/ http://lca.jrc.ec.europa.eu/lcainfohub/index.vm http://www.lbpgabi.uni-stuttgart.de/english/referenzen_e.html "Cradle-to-grave" redirects here. For other uses, see Cradle to the Grave (disambiguation). Recycling concepts Dematerialization Zero waste Waste hierarchy o Reduce o Reuse o Recycle Regiving Freeganism Dumpster diving Industrial ecology Simple living Barter Ecodesign Ethical consumerism Recyclable materials Plastic recycling Aluminium recycling Battery recycling Glass recycling Paper recycling Textile recycling Timber recycling Scrap e-waste Food waste This box: view • talk • edit A life cycle assessment (LCA, also known as life cycle analysis, ecobalance, and cradle-to- grave analysis) is the investigation and valuation of the environmental impacts of a given product or service caused or necessitated by its existence. Contents [hide] 1 Goals and Purpose of LCA 2 Four main phases o 2.1 Goal and scope o 2.2 Life cycle inventory o 2.3 Life cycle impact assessment o 2.4 Interpretation o 2.5 LCA uses and tools 3 Variants o 3.1 Cradle-to-grave o 3.2 Cradle-to-gate o 3.3 Cradle-to-Cradle o 3.4 Gate-to-Gate o 3.5 Well-to-wheel o 3.6 Economic Input-Output Life Cycle Assessment 4 Life cycle energy analysis o 4.1 Energy production o 4.2 LCEA Criticism 5 Critiques 6 See also 7 References 8 Further reading 9 External links [edit] Goals and Purpose of LCA The goal of LCA is to compare the full range of environmental and social damages assignable to products and services, to be able to choose the least burdensome one. -

Systems of Evidence in the Age of Complexity
V12I2.PAUL.FINALLAYOUT1.0613.DOC (DO NOT DELETE) 6/19/14 12:56 PM Copyright © 2014 Ave Maria Law Review SYSTEMS OF EVIDENCE IN THE AGE OF COMPLEXITY George L. Paul † The global economy is transforming in unprecedented fashion. Persistent, exponentially advancing technologies1 now rival the invention of the printing press in their importance to society.2 Indeed, respected economists declare that what is happening is the biggest development in the history of economic activity.3 The result? Complex systems will soon define reality and a new civilization is emerging. And what is happening in the legal realm? Our system of evidence now fails to comprehend the emerging complexity that may soon overwhelm us. Accordingly, the rule of law is in jeopardy. † George L. Paul, a graduate of Yale Law School and Dartmouth College, is a trial lawyer of thirty-two years experience. He has written FOUNDATIONS OF DIGITAL EVIDENCE (2008), Information Inflation: Can the Legal System Adapt, and other books and articles about digital evidence issues. 1. See George L. Paul, Transformation, 9 ABA SCITECH LAWYER, Winter/Spring 2013, at 2, available at www.lrrlaw.com/files/uploads/documents/Transformation,%20by%20George%20Paul.pdf (quoting Daniel Burrus’ statements that exponential hard trends are transforming society in a way that is “bigger than the . printing press”). 2. It is widely acknowledged that the invention of the moveable type printing press by Johannes Gutenberg, circa 1450 C.E., was the technology that more than any other helped usher in modernity. Its acceleration of the transmission of information enabled such things as the Renaissance, the Protestant Reformation, and the Scientific Revolution. -
Permaculture
Permaculture What might it have to offer a green economist? Definition ‘The use of systems thinking and design principles that provide the organising framework for implementing a vision of consciously designed landscapes that mimic the relationships and patterns found in nature’ ‘Linear relationships are easy to think about: the more the merrier. Linear equations are solvable, which makes them suitable for textbooks. Linear systems have an important modular virtue: you can take them apart and put them together again—the pieces add up. Non-linear systems generally cannot be solved and cannot be added together . Non-linearity means that the act of playing the game has a way of changing the rules . That twisted changeability makes non-linearity hard to calculate, but it also creates rich kinds of behavior that never occure in linear systems’ James Gleick, Chaos: Making a New Science Traditional wisdom ‘Because of feedback delays within complex systems, by the time a problem becomes apparent it may be unnecessarily difficult to solve’ Translation: ‘A stitch in time saves nine’ ‘A diverse system with multiple pathways and redundancies is more stable and less vulnerable to external shock than a uniform system with little diversity’ Translation: Don’t put all your eggs in one basket Odum developed Howard Odum methods for tracking and measuring the flows of energy and nutrients through complex living systems Ways of understanding the links between flows of money and goods in society and the flows of energy in ecosystems ‘industrial man . eats potatoes largely made of oil’ Environment, Power and Society, 1971 ‘Odum proposed that a measurement of the amount of transformed solar energy embodied in any product of the biosphere or human society—for which he coined the term ‘emergy’—could provide a kind of ‘universal currency’ which would allow fair and accurate comparison of the human and natural contributions to any particular economic process. -

Formulating a Simple Model Structure
Formulating a simple model structure 401.661 Advanced Construction Technology Moonseo Park Professor, PhD 39동 433 Phone 880-5848, Fax 871-5518 E-mail: [email protected] Department of Architecture College of Engineering Seoul National University 401.661 Advanced Construction Technology 1 Equilibrium § Stock in equilibrium when unchanging *System in equilibrium when all its stocks are unchanging. § Dynamic Equilibrium e.g., # of US senate inflow = outflow § Static Equilibrium *Same contents. e.g., # of Bach cantatas inflow = outflow = 0 401.661 Advanced Construction Technology 2 Integration & Differentiation 401.661 Advanced Construction Technology 3 Calculus without Mathematics Quantity added during interval of length dt . = R (units/time) * dt (time) *R = the net flow during the interval Concrete Mixer Example § Area of each rectangle= Ridt Net Rate (units/time) § Adding all six rectangles = R1 0 dt Approximation of total water added S2 S1 Stock (units) § How to increase accuracy? t1 t2 401.661 Advanced Construction Technology 4 Fundamental Modes § Positive feedback causes exponential growth, while negative feedback causes goal-seeking behavior. Goal State of the System State of the System Time Time + State of the Goal System (Desired + Net State of System) Increase R State of the - System B Rate Discrepancy + + Corrective Action + §Sterman, J., “Business Dynamics”, Mcgraw-Hill, 2000 401.661 Advanced Construction Technology 5 First-Order Systems § A first-order system contains only one stock. § Linear systems are systems, in which the rate equations are linear combinations of the state variables. dS/dt = Net Inflow = a1S1 + a2S2 … + anSn + b1U1 + b2U2 … + bmUm Where the coefficients ai, bj are constants and any exogenous variable are denoted Uj. -

Industrial Ecology: a New Perspective on the Future of the Industrial System
Industrial Ecology: a new perspective on the future of the industrial system (President's lecture, Assemblée annuelle de la Société Suisse de Pneumologie, Genève, 30 mars 2001.) Suren Erkman Institute for Communication and Analysis of Science and Technology (ICAST), P. O. Box 474, CH-1211 Geneva 12, Switzerland Introduction Industrial ecology? A surprising, intriguing expression that immediately draws our attention. The spontaneous reaction is that «industrial ecology» is a contradiction in terms, something of an oxymoron, like «obscure clarity» or «burning ice». Why this reflex? Probably because we are used to considering the industrial system as isolated from the Biosphere, with factories and cities on one side and nature on the other, the problem consisting in trying to minimize the impact of the industrial system on what is «outside» of it: its surroundings, the «environment». As early as the 1950’s, this end-of-pipe angle was the one adopted by ecologists, whose first serious studies focused on the consequences of the various forms of pollution on nature. In this perspective on the industrial system, human industrial activity as such remained outside of the field of research. Industrial ecology explores the opposite assumption: the industrial system can be seen as a certain kind of ecosystem. After all, the industrial system, just as natural ecosystems, can be described as a particular distribution of materials, energy, and information flows. Furthermore, the entire industrial system relies on resources and services provided by the Biosphere, from which it cannot be dissociated. (It should be specified that .«industrial», in the context of industrial ecology, refers to all human activities occurring within the modern technological society. -

Achieving Energy Efficiency in Manufacturing: Organization, Procedures and Implementation
ACHIEVING ENERGY EFFICIENCY IN MANUFACTURING: ORGANIZATION, PROCEDURES AND IMPLEMENTATION _______________________________________ A Thesis presented to the Faculty of the Graduate School at the University of Missouri-Columbia _______________________________________________________ In Partial Fulfillment of the Requirements for the Degree Master of Science __________________________________________________________________ By SÂNDINA PONTE Dr. Bin Wu, Thesis Supervisor MAY 2011 © Copyright by Sândina Ponte 2011 All Rights Reserved The undersigned, appointed by the dean of the Graduate School, have examined the thesis entitled ACHIEVING ENERGY EFFICIENCY IN MANUFACTURING: ORGANIZATION, PROCEDURES AND IMPLEMENTATION presented by Sândina Ponte, a candidate for the degree of master of science and hereby certify that, in their opinion, it is worthy of acceptance. Professor Bin Wu Professor James Noble Professor Hongbin Ma Thank you to my wonderful husband for the much needed motivation during those last few weeks. Thanks to Dr. Wu for supporting this project and being such a wonderful advisor and friend. Thanks to my managers Bernt Svens and Stefan Forsmark at ABB Inc. for believing in Energy Efficiency and the need for sustainable development. ACKNOWLEDGEMENTS My thanks to my advisor, Dr. Bin Wu, for his contribution and support to my research. I also wish to thank Chatchai Pinthuprapa for his previous research on energy audits and web tool development. ii TABLE OF CONTENTS ACKNOWLEDGEMENTS............................................................................................... -

Material Flows and Stocks in the Urban Building Sector: a Case Study from Vienna for the Years 1990–2015
sustainability Article Material Flows and Stocks in the Urban Building Sector: A Case Study from Vienna for the Years 1990–2015 Jakob Lederer 1,2,*, Andreas Gassner 1, Florian Keringer 3, Ursula Mollay 3, Christoph Schremmer 3 and Johann Fellner 1 1 Christian Doppler Laboratory for Anthropogenic Resources, Institute for Water Quality and Resource Management, TU Wien, Karlsplatz 13/226, 1040 Vienna, Austria; [email protected] (A.G.); [email protected] (J.F.) 2 Institute of Chemical, Environmental and Bioscience Engineering, TU Wien, Getreidemarkt 9/166-01, 1060 Vienna, Austria 3 Austrian Institute of Regional Studies (OIR GmbH), Franz-Josefs-Kai 27, 1010 Vienna, Austria; [email protected] (F.K.); [email protected] (U.M.); [email protected] (C.S.) * Correspondence: [email protected] Received: 2 December 2019; Accepted: 27 December 2019; Published: 30 December 2019 Abstract: Population growth in cities leads to high raw material consumption and greenhouse gas emissions. In temperate climates were heating of buildings is among the major contributors to greenhouse gases, thermal insulation of buildings became a standard in recent years. Both population growth and greenhouse gas mitigation may thus have some influence on the quantity and composition of building material stock in cities. By using the case study of Vienna, this influence is evaluated by calculating the stock of major building materials (concrete, bricks, mortar, and plaster, steel, wood, glass, mineral wool, and polystyrene) between the years 1990 and 2015. The results show a growth of the material stock from 274 kt in the year 1990 to 345 kt in the year 2015, resulting in a total increase of 26%. -

Economy-Wide Material Flow Accounts Handbook – 2018 Edition
Economy-wide material flow accounts HANDBOOK 2018 edition Economy-wide material flow accounts flow material Economy-wide 2 018 edition 018 MANUALS AND GUIDELINES Economy-wide material flow accounts HANDBOOK 2018 edition Manuscript completed in June 2018 Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use that might be made of the following information. Luxembourg: Publications Office of the European Union, 2018 © European Union, 2018 Reproduction is authorized for non-commercial purposes only, provided the source is acknowledged. The reuse policy of European Commission documents is regulated by Decision 2011/833/EU (OJ L 330, 14.12.2011, p. 39). Copyright for the photographs: Cover © Vladimir Wrangel/Shutterstock For any use or reproduction of photos or other material that is not under the EU copyright, permission must be sought directly from the copyright holders. For more information, please consult: http://ec.europa.eu/eurostat/about/policies/copyright Theme: Environment and energy Collection: Manuals and guidelines The opinions expressed herein are those of the author(s) only and should not be considered as representative of the official position of the European Commission Neither the European Union institutions and bodies nor any person acting on their behalf may be held responsible for the use which may be made of the information contained herein ISBN 978-92-79-88337-8 ISSN 2315-0815 doi: 10.2785/158567 Cat. No: KS-GQ-18-006-EN-N Preface Preface Economy-wide material flow accounts (EW-MFA) are a statistical accounting framework describing the physical interaction of the economy with the natural environment and the rest of the world economy in terms of flows of materials. -

An Overview of Istat's Environmental Accounting in the Light of Eu
An Overview of Istat’s Environmental Accounting in the Light of Eu Methodological Achievements Una visione d’insieme della contabilità ambientale dell’Istat alla luce di avanzamenti metodologici a livello europeo Cesare Costantino Istat, Direzione Centrale Contabilità Nazionale, Via Ravà 150, Roma, [email protected] Riassunto: La contabilità ambientale è una disciplina sviluppata nell’ambito degli organismi internazionali in relazione alle esigenze dello sviluppo sostenibile; essa trae origine dalla contabilità nazionale e si occupa in maniera sistematica e comprensiva del rapporto economia-ambiente. Una pluralità di conti, standardizzati in ambito europeo, consente di focalizzare aspetti specifici dell’interazione tra economia e ambiente, permettendo di confrontare i fatti economici e i fatti ambientali correlati attraverso un sistema coerente di definizioni e classificazioni. La produzione dell’Istat risponde alle esigenze conoscitive del paese e degli organismi internazionali, in particolare comunitari; in linea con la strategia europea per la contabilità ambientale, essa è a regime per quanto concerne la MFA, la NAMEA e l’EPEA, i conti a più elevata priorità. Keywords: economy-environment interaction, SEEA, DPSIR, MFA, NAMEA, EPEA. 1. Sustainable development strategy and environmental accounting Sustainable development calls for a variety of changes in the functioning of society. Innovations are needed involving different aspects such as e.g. production and consumption patterns and mechanisms for determining social choices. New statistical information is needed as well, to support decisions by institutions, enterprises and individuals, being clear that it is essential to integrate the institutional, economic, social and environmental dimensions of sustainable development. In Italy the importance of integrating economic and environmental aspects has been emphasized in the political agenda since the ’nineties.