Elastic Constants of Architectural Fabrics for Design Purposes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
TENSILE FABRIC ARCHITECTURE: the Process the Characteristics of a Tensile Fabric Structure Are Very Different Than Traditional Building Components
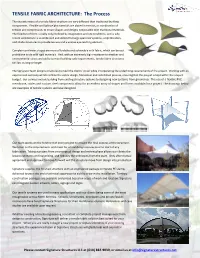
TENSILE FABRIC ARCHITECTURE: The Process The characteristics of a tensile fabric structure are very different than traditional building components. Flexible and lightweight materials are placed in tension, or combination of tension and compression, to create shapes and designs not possible with traditional materials. The freedom of form is really only confined by imagination and site conditions; and is why tensile architecture is so embraced and utilized for large span roof systems, amphitheaters, and shade structures to provide texture and a unique eye catching element.. Complex curvilinear shapes are more affordable and achievable with fabric, which can be cost prohibitive to do with rigid materials. And, with an extremely high resistance to weather and environmental stress and ability to meet building code requirements, tensile fabric structures can last as long or longer. The Signature Team designs structures to meet the clients’ vision while incorporating the underlining requirements of the project. Working with an experienced company will streamline the entire design, fabrication and installation process, ensuring that the project is kept within the project budget. Our services include building from existing structure systems to designing new systems from ground up. The use of a flexible PVC membrane, cables and custom steel components allow for an endless array of shapes and forms available for a project. The drawings below are examples of tensile systems we have designed. Our team works on the forefront of every project to ensure the final success of the structure. We listen to the requirements and meet for a final design review prior to start of any fabrication. Taking a project from a conceptual design and review phase allows our clients the lowest estimates on final pricing, and reduces the unknowns from the start. -

Section 133123 Tensioned Fabric Structures Tensioned Fabric Structures Part 1
SECTION 133123 TENSIONED FABRIC STRUCTURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections, apply to this Section. 1.2 DEFINITIONS A. Tensioned Fabric Structure: Cable and/or frame supported tensioned membrane covered fabric structure; incorporating a fabric with low elongation characteristics under tension and capable of an anticlastic configuration. Fabric structures in which fabric is applied as flat or mono-axially curved configurations are not acceptable. 1.3 SUMMARY A. Section Includes: 1. Section includes a tensioned fabric canopy system as shown on Drawings and specified in this Section. 2. Architect’s drawings indicate design intent with respect to sizes, shapes, and configurations of the tensioned fabric canopy. Provide all components and accessories required for complete tensioned fabric canopy system, whether or not specifically shown or specified. 3. The tensioned fabric structure will assume bolted/pinned connections for field assembly. No field welding will be permitted. B. The tensioned fabric structure Subcontractor shall be responsible for the structural design, detailing, fabrication, supply, and installation of the Work specified herein. The intent of this specification is to establish in the first instance an undivided, single-source responsibility of the Subcontractor for all of the foregoing functions. C. Subcontractor’s Work shall include the structural design, supply, fabrication, shipment, and erection of the following items: 1. The architectural membrane as indicated on the drawings and in these specifications. 2. Cables and fittings. 3. Perimeter, catenary, and sectionalized aluminum clamping system. 4. Structural steel, including masts, trusses, struts, and beams as indicated on the drawings. -

Mechanical Properties of Fabrics from Cotton and Biodegradable Yarns Bamboo, SPF, PLA in Weft
2 Mechanical Properties of Fabrics from Cotton and Biodegradable Yarns Bamboo, SPF, PLA in Weft Živa Zupin and Krste Dimitrovski University of Ljubljana, Faculty of Natural Sciences and Engineering, Department of Textiles Slovenia 1. Introduction Life standard is nowadays getting higher. The demands of people in all areas are increasing, as well as the requirements regarding new textile materials with new or improved properties which are important for the required higher comfort or industrial use. The environmental requirements when developing new fibres are nowadays higher than before and the classical petroleum-based synthetic fibres do not meet the criteria, since they are ecologically unfriendly. Even petroleum as the primary resource material is not in abundance. The classical artificial fibres, e.g. polypropylene, polyacrylic, polyester etc, are hazardous to the environment. The main problems with synthetic polymers are that they are non-degradable and non-renewable. Since their invention, the use of these synthetic fibres has increased oil consumption significantly, and continues even today. It is evidenced that polyester is nowadays most frequently used among all fibres, taking over from cotton. Oil and petroleum are non-renewable (non-sustainable) resources and at the current rate of consumption, these fossil fuels are only expected to last for another 50–60 years; the current petroleum consumption rate is estimated to be 100,000 times the natural generation rate (Blackburn, 2005). Environmental trends are more inclined to the development of biodegradable fibres, which are environment-friendly. A material is defined as biodegradable if it can be broken into simpler substances (elements and compounds) by naturally occurring decomposers – essentially, anything that can be ingested by an organism without harming the organism. -

Experimental Study on Bi-Axial Mechanical Properties of Warp-Knitted Meshes with and Without Initial Notches
materials Article Experimental Study on Bi-Axial Mechanical Properties of Warp-knitted Meshes with and without Initial Notches Huiqi Shao 1,2, Jianna Li 2, Nanliang Chen 1,2, Guangwei Shao 2, Jinhua Jiang 1,2,* and Youhong Yang 3 1 Engineering Research Center of Technical Textiles, Ministry of Education, Donghua University, Shanghai 201620, China; [email protected] (H.S.); [email protected] (N.C.) 2 College of Textiles, Donghua University, Shanghai 201620, China; [email protected] (J.L.); [email protected] (G.S.) 3 Guangdong Polytechnic, Foshan 528041, China; [email protected] * Correspondence: [email protected]; Tel.: +86-21-67792712 Received: 23 August 2018; Accepted: 12 October 2018; Published: 16 October 2018 Abstract: Warp-knitted meshes have been widely used for structural reinforcement of rigid, semi-rigid, and flexible composite materials. In order to meet the performance requirements of different engineering applications, four typical warp-knitted meshes (rectangular, square, circular, and diamond) were designed and developed. The mechanical behaviors of these meshes under mono-axial and multi-axial tensile loads were compared. The influence of the initial notch length and orientation on the mechanical performance was also analyzed. The results showed that the biaxial tensile behavior of warp-knitted meshes tended to be more isotropic. The anisotropy level of the diamond warp-knitted mesh was the lowest (λ = 0.099), while the rectangular one was the highest (λ = 0.502). The notch on a significantly anisotropic mesh was propagated along the direction of larger modulus, while for a not remarkably anisotropic mesh, notch propagation was probably consistent with the initial notch orientation. -

Example of Tension Fabric Structure Analysis
TASK QUARTERLY 14 No 1–2, 5–14 EXAMPLE OF TENSION FABRIC STRUCTURE ANALYSIS ANDRZEJ AMBROZIAK AND PAWEŁ KŁOSOWSKI Department of Structural Mechanics and Bridge Structures, Faculty of Civil and Environmental Engineering, Gdansk University of Technology, Narutowicza 11/12, 80-233 Gdansk, Poland {ambrozan, klosow}@pg.gda.pl (Received 23 August 2009; revised manuscript received 13 February 2010) Abstract: The aim of this work is to examine two variants of non-linear strain-stress relations accepted for a description of the architectural fabric. A discussion on the fundamental equations of the dense net model used in the description of the coated woven fabric behaviour is presented. An analysis of tensile fabric structures subjected to dead load and initial pretension is described. Keywords: architectural fabric, material modeling, Murnaghan model 1. Introduction The principal material used for constructing tension fabric structures (TFS) is a coated woven fabric called architectural fabric. The fabric is made of woven fibres (warp and weft) covered by a coating material, see Figure 1. Most of the technical woven fabrics are made of nylon, polyester, glass or aramid fibre nets covered by coating materials such as PVC, PTFE, or silicone. Additionally, it is possible to use architectural fabrics with some special features, e.g. high light transmission, surface coating with a self-cleaning photocatalyst or superhydrophobic material, etc. The description of coated woven fabric deformation is the most important problem concerning materials modelling. Developing a realistic constitutive model to describe the material’s behaviour has been the main objective of research for the last decades. Great progress in the computational tools gives new perspectives to the evolution of constitutive models, however, the practical engineering applica- tions of some models are limited due to difficulties with identification procedures (e.g. -
Section 13 31 23 Tensioned Fabric Structures
SECTION 13 31 23 TENSIONED FABRIC STRUCTURES PART 1 - GENERAL 1.1 SUMMARY A. Section Includes: 1. Section includes a tensioned fabric canopy system as shown on Drawings and specified in this Section. 2. Architect’s drawings indicate design intent with respect to sizes, shapes, and configurations of the tensioned fabric canopy. Provide all components and accessories required for complete tensioned fabric canopy system, whether or not specifically shown or specified. 3. The tensioned fabric structure will assume bolted/pinned connections for field assembly. No field welding will be permitted. B. The tensioned fabric structure Subcontractor shall be responsible for the structural design, detailing, fabrication, supply, and installation of the Work specified herein. The intent of this specification is to establish in the first instance an undivided, single-source responsibility of the Subcontractor for all of the foregoing functions. C. All element sizes, material strengths, forces and quantities shown on the contract documents are to be taken as a developed concept. Final structural analysis and design are the responsibility of the subcontractor. The subcontractor is responsible at the time of bid to determine any additional costs related to their design and member sizing for the fabric roof. D. Subcontractor’s Work shall include the structural design, supply, fabrication, shipment, and erection of the following items: 1. The architectural membrane as indicated on the drawings and in these specifications. 2. Cables and fittings. 3. Perimeter, catenary, and sectionalized aluminum clamping system. 4. Structural steel, including masts, trusses, struts, and beams as indicated on the drawings. 5. Fasteners and gasketting. E. Related Requirements: 1. -

Processing Problems of Polyester and Its Remedies
International Journal of Engineering Research & Technology (IJERT) ISSN: 2278-0181 Vol. 1 Issue 7, September - 2012 Processing Problems Of Polyester And Its Remedies Dr.Chinta S.K*. and Rajesh Kumar singh D.K.T.E.S Textile and Engineering Institute, Ichalakaranji. ABSTRACT Polyester is predominantly used synthetic fiber in textile fiber industry since 1950. Today there are varieties of commercial forms of polyester available in market viz. Texturized polyester, Bright polyester, Dull polyester, Cationic dyeable polyester, Cot look polyester, Microfiber polyester, Air punched polyester, Staple fiber polyester & its blends. The extensive use of polyester in textile industry & High rate of growth of polyester fibers is due to their outstanding physical properties, resistance to moth, mildew and microorganism, ease of handle, easy to dye & easy to care during use. Also they can be successfully blended with cotton with various proportions either in fiber form or yarn in fabric form. It has high durability compared to other fibers used in apparel industry. In spite of its outstanding performance, there are some shortcomings in polyester fabric & its blends for example: Hydrophobic nature, ease of soiling, static charge builds up, Tendency to pill, some problems may occur due to improper processing sequence such as Shrinkage, due to improper heat setting dyeability varies, colour fading in checks & strip fabrics. Therefore it is necessary to analyze different physical & chemical properties of polyester available in varies commercial forms, so we can understand reasons for problems occurring in its wet processing & to eliminate this problems. INTRODUCTION Polyester is a synthetic fiber derived from coal, air, water, and petroleum. -

About Fabric Awnings
AllAll AboutAbout FabricFabric AwningsAwnings All About Awnings • www.awninginfo.com All About Awnings AA guideguide forfor citycity officials,officials, architectsarchitects andand designdesign professionals.professionals. Table of Contents Professional Awning Manufacturers Association . 3 Summary of Building Codes . 4 General Design Considerations . 5 Purpose . 5 Style, Configuration, Color . 6 Size and Fit . 8 Economy . 8 Safety: Egress and Fire . 8 Stability . 9 Adhesive Anchors . 10 Strength . 11 Drainage and Ponding . 11 Graphics . 11 Frames Fixed vs . Moveable . 11 Benefits of Awnings and Canopies . 12 Energy . 12 Weather Protection . 12 Identification, Advertising . 12 Architecture . 12 Design Loads . 13 Dead Load . 13 Wind Load . 13 Snow Load . 14 Live Load . 15 Ponding . 16 Seismic Load . 16 Choices of Material . 17 Fabrics . 17 Framing . 18 Historical Awnings . 19 Partnerships . 19 Professional Awning Manufactures Association Glossary of Terms . 20 All About Awnings • www.awninginfo.com All About Awnings Sponsors . .Back Cover 2 All About Fabric Awnings Industrial Fabrics Association International (IFAI) IFAI is a not-for-profit trade association whose member com- panies represent the international specialty fabrics marketplace . Member companies range in size from one-person shops to multinational corporations; members’ prod- ucts span the entire spectrum of the specialty fabrics industry, from fiber and fabric suppliers to manufacturers of end products, equipment and hardware . Professional Awning Manufacturers Association (PAMA) PAMA, a division of IFAI, is open to companies that manufacture or sell awnings, as well as those who supply goods/services to the awning industry . PAMA’s Mission To establish PAMA and its members as the preferred first source for awning and awning related products and services to end users . -
Weaving Booklet Edited
TEXTILE WEAVING © 2012 Cotton Incorporated. All rights reserved; America’s Cotton Producers and Importers. Textile Weaving 1 INTRODUCTION ........................................................................................................ 3 2 WARP PREPARATION .............................................................................................. 4 2.1 Direct Warping ..................................................................................................... 4 2.2 Indirect Warping ................................................................................................... 4 2.3 Slashing ............................................................................................................... 5 2.4 Drawing-In ............................................................................................................ 8 2.5 Tying-In ................................................................................................................ 9 3 WEAVING ................................................................................................................... 9 3.1 Shedding .............................................................................................................. 9 3.1.1 Cam Shedding .............................................................................................. 9 3.1.2 Dobby Shedding .......................................................................................... 10 3.1.3 Jacquard Shedding .................................................................................... -

Fabric Engineer 2001.Pdf
the fabric february 2001 inside Fire in Fabric Buildings - a case study Lifespan of Steel Framed Fabric Structures Fabric Buildings special report take high winds Tech Talk - Fabric flying start Alternatives in Scotland welcome to the fabric The year 2000 was another year of progress and new milestones for the Rubb group. We have established Rubb TM Limited in Southern England and have built our first pure tension membrane structure. At Rubb Buildings Limited in England we have delivered a 90’ span hangar for Scot Airways and developed a brand new range of Rapid Deployment Shelters (RDS) which will enable us to offer a complete range of shelters to emergency relief and military organizations. 115 of these shelters have already been delivered to the United Nations. At Rubb, Inc. in the USA we have erected the largest clear span Rubb facility to date. This is a 255’ wide, 4-5 million cubic foot, hangar for United Airlines at Logan International Airport in Boston. In addition, Rubb, Inc. has delivered one of the highest sidewall fabric structures to date to Intermarine Shipyard in Savannah, Georgia. Vertical sidewalls are 58’ with an overall maximum height of 73’. In Norway we have a new range of water tanks with an innovative design which improves handling and lowers production cost. We have also added to our range of water weights by producing and testing a 10 ton Rubb Aquaweight. Finn Haldorsen Group Chairman contents What is the life of 3 a steel framed fabric building. Hurricane Tests. 4 Intermarine. 25 year facelift. 5 Rubb TM launched. -

An Introduction to Tension Fabric Structures
LSAA Membrane Structures Resource 8/26/2016 Introduction to Membrane Structures Introduction to Membrane Structures An Introduction to Introduction & Brief History of Tension Fabric Structures Tensile Structures LSAA Presentations Peter Kneen, Bob Cahill, Peter Lim LSAA‐MADA Workshop Resource 2016 Introduction to Membrane Structures Introduction to Membrane Structures Introduction The Birth of the MSAA 1981 / LSAA • “Tension Fabric Structures” Presentations by the LSAA • About the Lightweight Structures Association • Main Topics to be covered • History & Fundamentals • Textile materials • Structural supports • Design principles and procedures • Fabrication, assembly and erection procedures LSAA 2016 Workshop LSAA 2016 Workshop MADA 3 MADA 4 Resource Material Resource Material LSAA ‐ MADA Membrane Structures Workshop 2016 1 LSAA Membrane Structures Resource 8/26/2016 Introduction to Membrane Structures Introduction to Membrane Structures LSAA 2016 Workshop LSAA 2016 Workshop MADA 5 MADA 6 Resource Material Resource Material Introduction to Membrane Structures Introduction to Membrane Structures Lightweight Structures Association of Australasia About the LSAA • Founded as the MSAA in 1981 when membrane structures were being established in Australia / NZ • The aim of LSAA is to promote proper design and • Members: Engineers, Architects, Fabricators, Contractors, Suppliers, application of lightweight structures including: Students • Tension Fabric Structures – “solid” and “open” fabrics. • Holds Conferences and Symposiums • Cablenet and cable -

And Macro- Geometry of Fabric and Fabric Reinforced Composites
DETERMINING MICRO- AND MACRO- GEOMETRY OF FABRIC AND FABRIC REINFORCED COMPOSITES by LEJIAN HUANG B.S., LANZHOU UNIVERSITY OF TECHNOLOGY, CHINA, 2004 M.S., SHANDONG UNIVERSITY, CHINA, 2007 AN ABSTRACT OF A DISSERTATION submitted in partial fulfillment of the requirements for the degree DOCTOR OF PHILOSOPHY Department of Mechanical and Nuclear Engineering College of Engineering KANSAS STATE UNIVERSITY Manhattan, Kansas 2013 Abstract Textile composites are made from textile fabric and resin. Depending on the weaving pattern, composite reinforcements can be characterized into two groups: uniform fabric and near-net shape fabric. Uniform fabric can be treated as an assembly of its smallest repeating pattern also called a unit cell; the latter is a single component with complex structure. Due to advantages of cost savings and inherent toughness, near-net shape fabric has gained great success in composite industries, for application such as turbine blades. Mechanical properties of textile composites are mainly determined by the geometry of the composite reinforcements. The study of a composite needs a computational tool to link fabric micro- and macro-geometry with the textile weaving process and composite manufacturing process. A textile fabric consists of a number of yarns or tows, and each yarn is a bundle of fibers. In this research, a fiber-level approach known as the digital element approach (DEA) is adopted to model the micro- and macro-geometry of fabric and fabric reinforced composites. This approach determines fabric geometry based on textile weaving mechanics. A solver with a dynamic explicit algorithm is employed in the DEA. In modeling a uniform fabric, the topology of the fabric unit cell is first established based on the weaving pattern, followed by yarn discretization.