Weaving Booklet Edited
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Asia Fiber Public Company Limited
ASIA FIBER PUBLIC COMPANY LIMITED PRODUCTS (All our products) NYLON FOY (1.5 Kgs. BB) NYLON POY (11 Kgs. BB) NYLON FDY ( 9 Kgs. BB) / / / YARN COUNT LUSTER YARN COUNT LUSTER High Tenacity 70D/24F SEMI DULL 50D/12F SEMI DULL YARN COUNT LUSTER 100D/24F SEMI DULL 88D/24F SEMI DULL 210D/24F* BRIGHT 200D/48F SEMI DULL 118D/24F SEMI DULL 420D/48F BRIGHT 125D/34F SEMI DULL 630D/72F BRIGHT 840D/96F BRIGHT NYLON TEXTURED YARN 1050D/120F BRIGHT YARN COUNT PLY TYPE LUSTER FINISHED 1260D/144F BRIGHT 40D/12F 1 SEMI DULL R.W. or DYED 1680D/192F BRIGHT 40D/12F 2 TWISTED SEMI DULL R.W. or DYED *4 Kgs. BB / 70D/24F 1 SEMI DULL R.W. or DYED 70D/24F 2 PARALLEL SEMI DULL R.W. FUNCTIONAL PRODUCTS 70D/24F 2 INTERMINGLED SEMI DULL R.W. or DYED POY, FDY DTY 70D/24F 2,3,4 TWISTED SEMI DULL R.W. or DYED - ANTI BACTERIA - MOISTURE MANAGEMENT 100D/24F 1 SEMI DULL R.W. or DYED - DOPE - DYED YARN - ANTI BACTERIA 100D/24F 2 PARALLEL SEMI DULL R.W. - DOPE - DYED YARN 100D/24F 2 INTERMINGLED SEMI DULL R.W. or DYED - RECYCLED DYED YARN 100D/24F 2,3,4,6 TWISTED SEMI DULL R.W. or DYED NYLON POLYESTER WOVEN FABRIC / KIND OF FABRIC WARPxWEFT LUSTER WIDTH 190T NYLON TAFFETA 70D x 70D SEMI DULL x SEMI DULL 60" 210T NYLON TAFFETA 70D x 70D SEMI DULL x SEMI DULL 60" 210T NYLON RIPSTOP 70D x 70D SEMI DULL x SEMI DULL 60" NYLON SATIN 70D x 100D BRIGHT x SEMI DULL 60" NYLON OXFORD 210D x 210D SEMI DULL x SEMI DULL 60" NYLON OXFORD 420D x 420D SEMI DULL x SEMI DULL 60" NYLON TASLAN 70D x 160D(ATY) SEMI DULL x SEMI DULL 60" 190T POLYESTER TAFFETA 75D x 75D SEMI DULL x SEMI DULL 60" POLYESTER TEXTURE 75D x 75D SEMI DULL x SEMI DULL 60" POLYESTER TASLAN 75D x 175D(ATY) SEMI DULL x SEMI DULL 60" POLYESTER NYLON TAFFETA FABRIC WITH WATER / NYLON POLYESTER TWILL 70D x 75D TRILOBAL x BRIGHT 60" RESISTANCE FINISHING TESTED BY THTI FINISHING : PLAIN DYED, RESIN FINISHED, WATER PROOF, WATER REPELLENT, CIRE(CHINTZ), ( AATCC 127 AATCC 42 STANDARD ) WRINKLE(WASHER), PIGMENT / POLYURETHANE / ACRYLIC & INORGANIC COATINGS, / FOR CLASSIFICATION OF SURGICAL GOWN BARRIER ANTI BACTERIA, ANTI MOSQUITO, MOISTURE MANAGEMENT, ETC. -

GLENEAGLE.Pdf
Fabric : 802752 Colour :Blue Dark Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : Design : Hairline Weight : medium (260-320gr) G Width : 150 CM Fabric available Fabric : 802751 Colour :Grey Dark Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : 2/2 Twill Design : Houndstooth Weight : medium (260-320gr) G Width : 150 CM Fabric available Page 1/11 Fabric : 802750 Colour :Blue Dark Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : 2/2 Twill Design : Glen check Weight : medium (260-320gr) G Width : 150 CM Fabric available Fabric : 802749 Colour :Brown Dark Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : Sharkskin Design : Glen check Weight : medium (260-320gr) G Width : 150 CM Fabric available Page 2/11 Fabric : 802748 Colour :Other Green Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : 2/2 Twill Design : Prince of Wales Weight : medium (260-320gr) G Width : 150 CM Fabric available Fabric : 802747 Colour :Brown Medium Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : 2/2 Twill Design : Glen check Weight : medium (260-320gr) G Width : 150 CM Fabric available Page 3/11 Fabric : 802746 Colour :Brown Medium Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : 2/2 Twill Design : Check Weight : medium (260-320gr) G Width : 150 CM Fabric available Fabric : 802745 Colour :Brown Light Bunch : GLENEAGLE (C2494) Composition : 100 % WOOL Weave : 2/2 Twill Design : Check Weight : medium (260-320gr) G Width : 150 CM Fabric available Page 4/11 Fabric : 802744 Colour :Brown Light Bunch : GLENEAGLE -

Inkjet Printing-A Revolutionary Ecofriendly Technique for Textile Printing
Indian Journal of Fibre & Textile Research Vol. 26. March-June 2001. pp. 156-161 Inkjet printing-A revolutionary ecofriendly technique for textile printing Sanjay Gupta" National In stitute of Fash ion Technology. Hauz Khas, Ne w Dcl hi 110016, India Some of thc aspects of inkjct or di gital printing, such as com pari son bctwecn conventional and di gita l printing. di git al printing systcms, suitablc inks bascd on dyes and pi gments, colour man agc ment software, application and iuture scope of digit al printing, arc brieny discussed in view of the demand-activated manufac turing architect to satisfy th e chan gin g fa shi on trends and new market requ irements. Keywords: Inkjet printing, Rotary scrcen printing, Textile printing 1 Introduction has been pushing the print production towards th e In ITMA 1999, an array of diffe rent technologies developing countries. As a result, Far East has the fo r di gital printing on fabric was presented. Though major share of 50% with the USA hav ing only II % the idea had been around for nearly IS years, it was and the EU, 15 %. A major reason for thi s shift is th e not until now th at equipment adequate enough for long, polluting and capital intensive nature of production on tex til es was show n. However, th e conventional tex tile printin g. Di gital printing has the 'different competing technologies th at were di splayed potential to reverse this trend. showed a lack of clear-cut direction and served onl y Changing fas hion trend s an d new market to confuse buyers, most of wh om were un exposed and requirements are also pushing th e dri ve for digital un ed ucated about the capabilities of these printing. -

Woven Silks Glenna Teague North Carolina State University
International Textile and Apparel Association 2014: Strengthening the Fabric of our Profession, (ITAA) Annual Conference Proceedings Association, Legacy and Friendships! Jan 1st, 12:00 AM Woven Silks Glenna Teague North Carolina State University Follow this and additional works at: https://lib.dr.iastate.edu/itaa_proceedings Part of the Fashion Design Commons Teague, Glenna, "Woven Silks" (2014). International Textile and Apparel Association (ITAA) Annual Conference Proceedings. 115. https://lib.dr.iastate.edu/itaa_proceedings/2014/design/115 This Event is brought to you for free and open access by the Conferences and Symposia at Iowa State University Digital Repository. It has been accepted for inclusion in International Textile and Apparel Association (ITAA) Annual Conference Proceedings by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Charlotte, North Carolina 2014 Proceedings Woven Silks Glenna Teague, North Carolina State University, USA Woven, Silk, Design, Innovative The purpose of this design was to create a modern looking garment by using a fusion of both new and old age textile and apparel design skills. Hand weaving is a lost art form that needs to be revived by students and young textile professionals, thus being part of the inspiration for this garment. Inspiration was also drawn from a colorful piece of artwork at the North Carolina Museum of Art. Frank Philip Stella’s Raqqa II is a fusion of bright, vibrant colors that seamlessly intertwine, following the curves and edges of the canvas. I believe that the shapes formed by the bands of color, mirror the shape of the model’s body because of the form fitting dress. -

Downloaded at : 25/09/2021 05:53 Am
Government of India Ministry of Defence Ordnance Factory Board 10A, S.K. Bose Road Kolkata - 700001 CENTRALISED VENDOR REGISTRATION CERTIFICATE This is to certify that M/s The Ruby Mills Ltd.,, Ruby House, J.K. Sawant Marg, Dadar (West), Mumbai Maharashtra is registered at Ordnance Factory Board for following Items. Sl. Factory / Unit Item Nomenclature Initial Date of No. Registration 1 Ordnance Equipment Factory CAMBRIC COTTON WHITE 91 CMS. 29-11-2012 2 CANVAS COTTON 410 GMS. KHAKI 91 CMS. 29-11-2012 3 CANVAS COTTON 410 GMS. O.G. WP 91 CMS. 29-11-2012 4 CANVAS COTTON 545 GMS. SCOURED 91 CMS. 29-11-2012 5 CANVAS COTTON 680 GM. O.G 91CM 29-11-2012 6 CANVAS COTTON 815 GMS O.G W.P. 91 CMS 29-11-2012 7 FABRIC COTTON DYED WATER REPELLENT 275 29-11-2012 GSM OG 91 CMS. WIDE 8 CANVAS NYLON 220 GRAM O.G 91 CMS 29-11-2012 9 CLOTH CALICO COTTON KHAKI 91CM 29-11-2012 10 CLOTH CALICO COTTON WHITE 91 CMS 29-11-2012 11 CLOTH CALICO COTTON WHITE BLEACHED 91 29-11-2012 CM. 12 CLOTH CANVAS COTTON 545 GMS. O.G W.P. 91 29-11-2012 CMS. WIDE 13 CLOTH CANVAS COTTON 680 GR.O.G. WP 91 29-11-2012 CMS. 14 CLOTH COTTON 375 GRM. SCOURED W.R. FOR 29-11-2012 CAPES 91 CMS. WIDE 15 CLOTH COTTON CLOSELY WOVEN 170 GM 29-11-2012 WHITE WR 91 CM Page 1/7 16 CLOTH COTTON CLOSELY WOVEN 170 GMS 29-11-2012 SAND COLOUR W.R. -

Environment Friendly Antibacterial and Uv Protective Finish on Cotton Using Syzygium Cumini (L.) Leaves Extract
International Journal of Textile and Fashion Technology (IJTFT) ISSN(P): 2250-2378; ISSN(E): 2319-4510 Vol. 7, Issue 1, Feb 2017, 53-62 © TJPRC Pvt. Ltd. ENVIRONMENT FRIENDLY ANTIBACTERIAL AND UV PROTECTIVE FINISH ON COTTON USING SYZYGIUM CUMINI (L.) LEAVES EXTRACT VANDANA GUPTA 1, DEEPIKA CHAUDHARY 2, SALONI GUPTA 3 & NIRMAL YADAV 4 1Department of Fashion & Design, Chandigarh University, Gharuan, Mohali, Punjab, India 2Department of Microbiology, CCS Haryana Agricultural University, Hisar, Haryana, India 3Department of Environmental Science and Engg, Guru Jambheshwar University of Science and Technology, Hisar, (Haryana), India 4Department of Textile and Apparel Design, CCS Haryana Agricultural University, Hisar, Haryana, India ABSTRACT The present study was conducted to develop antibacterial and UV protective cotton fabric by using plant extract. Syzygium cumini (L.) leaves extract was extracted through soxhlet method and was applied on cotton fabric by using pad dry cure process. Phytochemical analysis of S. cumini (L.) leaves extract indicated presence of tannin, flavonoids, saponin and phenols and exhibited antibacterial activity against gram-positive bacteria with zone of inhibition of (6.0 – 11.16 mm for B. subtilis and 4.83 -10.0 mm for S. aureus) and sun protective property with 23.91 – 25.01 SPF value at different Original Article Article Original concentrations. Cotton fabric finished with S. cumini (L.) leaves extract exhibited improvement in bacterial resistance with per cent reduction in the bacterial count of the finished fabric by 95.67% for S. aureus and 94.70% for B. subtilis as well as exhibited high UPF value (48.1), providing excellent protection when compared to untreated control fabric. -

Autumn Winter 19 Guide
DRESD ARTISANS OF BLACK TIE Autumn/Winter 2019 Cloth selection: Dormeuil & Alumo Made in Europe *** TIER I $3,000 - $5,000 ~ Example black tie ensemble ~ Ceremonial 2-piece suit in black wool barathea, self covered buttons, peak lapels faced in black silk satin. - Ceremonial dress shirt in white cotton, signature 9cm collar, french cuffs, self bib front, concealed placket, matching monogrammed pocket square. - Ceremonial 6.5cm hand finished classic butterfly bow tie in black silk satin. - Ceremonial whole cut oxford dress shoes in patent black leather. *** Suite 220, 33 Pirie Street Adelaide SA 5000, Australia Phone: +61 423 399 978 WWW.DRESD.COM.AU !1 of !3 DRESD ARTISANS OF BLACK TIE Autumn/Winter 2019 Cloth selection: Dormeuil & Alumo Made in Europe *** TIER II $5,000 - $7,000 ~ Example black tie ensemble ~ Ceremonial jacket in black cotton & silk velvet, self covered buttons, self faced peak lapels. - Ceremonial trouser in black wool & silk twill. Ceremonial dress shirt in white cotton, signature 9cm collar, french cuffs, self bib front, concealed placket, matching monogrammed pocket square. - Ceremonial 6.5cm hand finished classic butterfly bow tie in black silk satin. - Ceremonial whole cut oxford dress shoes in patent black leather. ~ Evening dress change ~ Evening dress shirt in black cotton, signature 9cm collar, french cuffs, self bib front, concealed placket, matching monogrammed pocket square. - Evening 6cm hand finished pointed butterfly bow tie in black silk faille. *** Suite 220, 33 Pirie Street Adelaide SA 5000, Australia Phone: +61 423 399 978 WWW.DRESD.COM.AU !2 of !3 DRESD ARTISANS OF BLACK TIE Autumn/Winter 2019 Cloth selection: Dormeuil & Alumo Made in Europe *** TIER III $7,000 - $9,000 ~ Example black tie ensemble ~ Ceremonial jacket in black wool & silk jacquard, self covered buttons, self faced peak lapels. -

Liberty Price List
LIBERTY PRICE LIST Lee County PRICE LIST - March 23, 2018 (Replaces all previous price lists) STYLE # ITEM FABRIC COLOR Origin Cost A 25% OFF 140MBK Police Sweater 100% acrylic Black I $ 62.60 $ 46.95 140MBN Police Sweater 100% acrylic Brown I $ 62.60 $ 46.95 140MNV Police Sweater 100% acrylic Navy I $ 62.60 $ 46.95 180MBK Flaps, Shirt Pocket / pair 100% acrylic Black M $ 6.40 $ 4.80 180MNV Flaps, Shirt Pocket / pair 100% acrylic Navy M $ 6.40 $ 4.80 181MBK Epaulets, Shirt / pair 100% acrylic Black M $ 6.40 $ 4.80 181MNV Epaulets, Shirt / pair 100% acrylic Navy M $ 6.40 $ 4.80 182MBK Zipper for shirts Black I $ 2.90 $ 2.18 182MTN Zipper for shirts Tan I $ 2.90 $ 2.18 182MWH Zipper for shirts White I $ 2.90 $ 2.18 420XBK BB cap, summer 100% cotton Black I $ 7.70 $ 5.78 420XNV BB cap, summer 100% cotton Dark Navy I $ 7.70 $ 5.78 421XNV BB cap, winter 100% cotton Black I $ 7.70 $ 5.78 421XNV BB cap, winter 100% cotton Dark Navy I $ 7.70 $ 5.78 505MBK Security Bomber Polyester oxford Black I $ 55.90 $ 41.93 505MBN Security Bomber Polyester oxford Brown I $ 55.90 $ 41.93 505MNV Security Bomber Polyester oxford Navy I $ 55.90 $ 41.93 506MBK Security Bomber w/epaulets Polyester oxford Black I $ 65.90 $ 49.43 506MBN Security Bomber w/epaulets Polyester oxford Brown I $ 65.90 $ 49.43 506MNV Security Bomber w/epaulets Polyester oxford Navy I $ 65.90 $ 49.43 507MBK Police Bomber Polyester oxford Black I $ 69.00 $ 51.75 507MNV Police Bomber Polyester oxford Navy I $ 69.00 $ 51.75 524MBK Reversible Police Windbreaker Polyester oxford Black / yellow -
TENSILE FABRIC ARCHITECTURE: the Process the Characteristics of a Tensile Fabric Structure Are Very Different Than Traditional Building Components
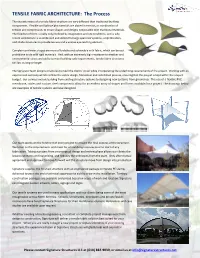
TENSILE FABRIC ARCHITECTURE: The Process The characteristics of a tensile fabric structure are very different than traditional building components. Flexible and lightweight materials are placed in tension, or combination of tension and compression, to create shapes and designs not possible with traditional materials. The freedom of form is really only confined by imagination and site conditions; and is why tensile architecture is so embraced and utilized for large span roof systems, amphitheaters, and shade structures to provide texture and a unique eye catching element.. Complex curvilinear shapes are more affordable and achievable with fabric, which can be cost prohibitive to do with rigid materials. And, with an extremely high resistance to weather and environmental stress and ability to meet building code requirements, tensile fabric structures can last as long or longer. The Signature Team designs structures to meet the clients’ vision while incorporating the underlining requirements of the project. Working with an experienced company will streamline the entire design, fabrication and installation process, ensuring that the project is kept within the project budget. Our services include building from existing structure systems to designing new systems from ground up. The use of a flexible PVC membrane, cables and custom steel components allow for an endless array of shapes and forms available for a project. The drawings below are examples of tensile systems we have designed. Our team works on the forefront of every project to ensure the final success of the structure. We listen to the requirements and meet for a final design review prior to start of any fabrication. Taking a project from a conceptual design and review phase allows our clients the lowest estimates on final pricing, and reduces the unknowns from the start. -

M.Tech Program in Textile Engineering (First Year) W.E.F
D. K .T. E. Society’s Textile and Engineering Institute, Ichalkaranji (An Autonomous Institute) Department of Textiles DKTE Society’s TEXTILE & ENGINEERING INSTITUTE Rajwada, Ichalkaranji - 416115 (An Autonomous Institute) Curriculum (Structure and Syllabus) for M.Tech Program In Textile Engineering (First Year) w.e.f. August 2019 Ichalkaranji. Page 1 D.K.T.E. Society’s Textile and Engineering Institute, D. K .T. E. Society’s Textile and Engineering Institute, Ichalkaranji (An Autonomous Institute) Department of Textiles M. Tech. (Textile Engineering) Semester – I – Structure Teaching Scheme Sr. Course Name of the Course Group Theory Tutorial Practical Credit No. Code Hrs / Hrs / Hrs / Total week week week 1 TEL 501 High performance Fibres D 3 3 3 Advanced Computer Programming 2 TEL 502 D 3 3 3 and Applications 3 TEL 503 Theory of Textile Structures D 3 3 3 4 TEL EL1 Elective-I D 3 3 3 5 TEL EL2 Elective - II D 3 3 3 6 TED 511 Mini Project -I F 7* 7 7 Total 15 7 22 22 * Mini project involves field trials, experimental work, hence it is considered as full credit List of Electives -I List of Electives -II TEL551 Advanced Yarn Manufacturing TEL554 Advanced Fabric Manufacturing TEL552 Advanced Chemical Processing TEL555 Surface Treatment of Textiles TEL553 Apparel Engineering TEL556 Fibre Reinforced Composite Ichalkaranji. Page 2 D.K.T.E. Society’s Textile and Engineering Institute, D. K .T. E. Society’s Textile and Engineering Institute, Ichalkaranji (An Autonomous Institute) Department of Textiles M. Tech. (Textile Engineering) Semester – II – Structure Teaching Scheme Sr. Course Name of the Course Group Theory Tutorial Practical Credit No. -

Sheila Never Go As Fast As You Would Wish!) Don’T Worry – We Will Let You Know When You Can Open That Present!
Bear in Mind An electronic newsletter from Bear Threads Ltd. Volume 4 – Issue 1 January 2012 From The Editor – I hope you will enjoy this newsletter. In it there is lots of information that I think you will find helpful for the 2012! coming months and beyond. And I am looking forward to showing you all that is new at the Creative Sewing Market in Birmingham. Remember the dates are January 15‐16. Seems only yesterday we were turning the calendar to the new millennium of 2000! Indeed this is a new year and an Till Birmingham, Happy Stitching – exciting one as well, for Bear Threads. * We will soon be inaugurating a new website (things Sheila never go as fast as you would wish!) Don’t worry – we will let you know when you can open that present! *I will begin teaching again with several informative as well as fun lectures and projects. There are classes for beginner to advanced, as well as shop owners, too. BIRMINGHAM CREATIVE SEWING Please call for more information. MARKET *We have many new fabrics to entice your spring sewing. Sunday and Monday Honestly there are too many new fabrics to list here, but January 15 and 16, 2012 for teasers, we have brought back the beautiful Ecru in the Marriot Hotel – Hwy. 280 just south of I‐459 Bearissima. AND we have brought back the TRUE LAWN, in white, pink and blue. *We have a new price list that is easier to read and it lists Be sure to see Bear Threads, Ltd. first. -

Jews and Germans in Eastern Europe New Perspectives on Modern Jewish History
Jews and Germans in Eastern Europe New Perspectives on Modern Jewish History Edited by Cornelia Wilhelm Volume 8 Jews and Germans in Eastern Europe Shared and Comparative Histories Edited by Tobias Grill An electronic version of this book is freely available, thanks to the support of libra- ries working with Knowledge Unlatched. KU is a collaborative initiative designed to make high quality books Open Access. More information about the initiative can be found at www.knowledgeunlatched.org ISBN 978-3-11-048937-8 e-ISBN (PDF) 978-3-11-049248-4 e-ISBN (EPUB) 978-3-11-048977-4 This work is licensed under the Creative Commons Attribution-NonCommercial NoDerivatives 4.0 License. For details go to http://creativecommons.org/licenses/by-nc-nd/4.0/. Library of Congress Cataloging-in-Publication Data Names: Grill, Tobias. Title: Jews and Germans in Eastern Europe : shared and comparative histories / edited by/herausgegeben von Tobias Grill. Description: [Berlin] : De Gruyter, [2018] | Series: New perspectives on modern Jewish history ; Band/Volume 8 | Includes bibliographical references and index. Identifiers: LCCN 2018019752 (print) | LCCN 2018019939 (ebook) | ISBN 9783110492484 (electronic Portable Document Format (pdf)) | ISBN 9783110489378 (hardback) | ISBN 9783110489774 (e-book epub) | ISBN 9783110492484 (e-book pdf) Subjects: LCSH: Jews--Europe, Eastern--History. | Germans--Europe, Eastern--History. | Yiddish language--Europe, Eastern--History. | Europe, Eastern--Ethnic relations. | BISAC: HISTORY / Jewish. | HISTORY / Europe / Eastern. Classification: LCC DS135.E82 (ebook) | LCC DS135.E82 J495 2018 (print) | DDC 947/.000431--dc23 LC record available at https://lccn.loc.gov/2018019752 Bibliographic information published by the Deutsche Nationalbibliothek The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie; detailed bibliographic data are available in the Internet at http://dnb.dnb.de.