Objects: Reluctant Witnesses to the Past
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Reflecting Antiquity Explores the Rediscovery of Roman Glass and Its Influence on Modern Glass Production
Reflecting Antiquity explores the rediscovery of Roman glass and its influence on modern glass production. It brings together 112 objects from more than 24 lenders, featuring ancient Roman originals as well as the modern replicas they inspired. Following are some of the highlights on view in the exhibition. Portland Vase Base Disk The Portland Vase is the most important and famous work of cameo glass to have survived from ancient Rome. Modern analysis of the vase, with special attention to the elongation of the bubbles preserved in the lower body, suggest that it was originally shaped as an amphora (storage vessel) with a pointed base. At some point in antiquity, the vessel suffered some damage and acquired this replacement disk. The male figure and the foliage on the disk were not carved by the same Unknown artist that created the mythological frieze on the vase. Wearing a Phrygian cap Portland Vase Base Disk Roman, 25 B.C.–A.D. 25 and pointing to his mouth in a gesture of uncertainty, the young man is Paris, a Glass Object: Diam.: 12.2 cm (4 13/16 in.) prince of Troy who chose Aphrodite over Hera and Athena as the most beautiful British Museum. London, England GR1945.9-27.2 goddess on Mount Olympus. It is clear from the way the image is truncated that VEX.2007.3.1 it was cut from a larger composition, presumably depicting the Judgment of Paris. The Great Tazza A masterpiece of cameo-glass carving, this footed bowl (tazza) consists of five layers of glass: semiopaque green encased in opaque white, green, a second white, and pink. -

A Roman Frontier Post and Its People
CHAPTER IX Dress and Armour As we gather together the relics brought to light from the abandoned wells and rubbish-pits at Newstead, the figure of the Roman soldier inevitably rises before us. It is a figure rendered familiar by the great monuments which commemorate Imperial triumphs, and by the portrait-reliefs which once stood above the graves of centurions, cavalry soldiers, or standard-bearers recalling to the passers-by the likeness of the dead. It is to such memorials, and to the scanty finds of weapons and armour which have been preserved to our time, that we owe most of the knowledge we possess regarding the arms and equipment of the army of the Empire. The columns and the triumphal arches furnish us with a series of pictures of the soldier in action. The victories of Trajan over the Dacians are sculptured on the column which he had set up in Rome in A.D. 104. The triumphs of Marcus Aurelius over the Marcomanni are unfolded in the reliefs decorating the huge pillar that gives its name to the Piazza Colonna. We follow each stage in the campaigns, the army making roads, building bridges, constructing forts, attacking and attacked. Many details are given which help us to realise vividly the scenes commemorated. No doubt in such sculptures, executed, as they were, in Rome, the artists drew their inspiration to some extent from older Hellenic models, and there thus enters into the treatment a somewhat conventional element. The grave stones of the legionaries or auxiliaries, on the other hand, are probably more exact in details. -

Scattergories 4 Questions by Will Nediger, Jinah Kim, and Joey Goldman Round 6
Scattergories 4 Questions by Will Nediger, JinAh Kim, and Joey Goldman Round 6 1. An Eavan [AY-ven] Boland poem named for one of these things says that “an ageing woman finds no shelter in language” and that “[one of these things] is not a woman.” One of these things titles a theatrical monologue by Olwen Fouéré [fwair-AY] which adapts passages from a novel. A character who personifies one of these things is the subject of a chapter which begins with the words “O tell me all about [that character]” in the shape of a triangle, and ends with a request for stories about her children Shaun and (*) Shem. The names of hundreds of these things are referenced in a chapter about the gossip of two washerwomen who turn into a tree and a stone when night falls. The word for these things is implied to follow the words “a way a lone a last a loved a long the.” Anna Livia Plurabelle’s middle name references one of these geographical features. For 10 points, Finnegans Wake opens by describing what type of geographical feature running “past Eve and Adam’s”? ANSWER: rivers [accept riverrun; anti-prompt on “Liffey” by asking what the Liffey is] (The Boland poem is called “Anna Liffey” and the Fouéré play is called riverrun.) <WN> 2. A “madame” named after this author runs a brothel at which theology is secretly discussed in Ada Palmer’s Terra Ignota series, in which this author is called the Patriarch. A writer whose pseudonym is a contracted combination of this author and the town where this author lived secretly arranged for Thomas Jefferson to translate his radical book Ruins of Empires, from which the monster in Frankenstein learns history. -

PDF Catalogue
1 GAUL, Massalia, c. 200-120 BCE, AR obol. 0.60g, 9mm. Obv: Bare head of Apollo left Rev: M A within wheel of four spokes. Depeyrot, Marseille 31 From the JB (Edmonton) collection. Obverse off-centre, but high grade, superb style, perfect metal, and spectacular toning. Estimate: 100 Starting price: 50 CAD 2 CIMMERIAN BOSPORUS, Pantikapaion, c. 310-303BC, AE 22. 7.61g, 21.5mm Obv: Bearded head of Satyr (or Pan), right Rev: P-A-N, forepart of griffin left, sturgeon left below Anokhin 1023; MacDonald 69; HGC 7, 113 Ex Lodge Antiquities Estimate: 100 Starting price: 50 CAD 3 CIMMERIAN BOSPOROS, Pantikapaion, c. 325-310 BCE, AE17. 3.91g, 17mm. Obv: Head of satyr left Rev: ΠΑΝ; Head of bull left. MacDonald 67; Anokhin 1046 From the JB (Edmonton) collection. Starting price: 30 CAD 4 THESSALY, Atrax, 3rd c. BCE, AE trichalkon. 6.03g, 18mm. Obv: Laureate head of Apollo right Rev: ATP-A-Γ-IΩN, horseman, raising right hand, advancing right. Rogers 169-71; BCD Thessaly II 59.6-10 Starting price: 30 CAD 5 THESSALY, Krannon, circa 350-300 BCE, AE chalkous. 2.41g, 15.4mm. Obv: Thessalian warrior on horse rearing right. Rev: KPAN, bull butting right; above, trident right. BCD Thessaly II 118.5; HGC 4, 391 From the zumbly collection; ex BCD Collection, with his handwritten tag stating, “V. Ex Thess., Apr. 94, DM 35” Starting price: 30 CAD 6 THESSALY, Phalanna, c. 350 BCE, AE 18 (dichalkon or trichalkon). 6.53g, 17.5mm. Obv: Head of Ares right, A to left . -
The Sutton Hoo Helmet
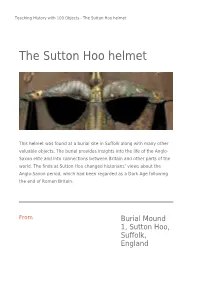
Teaching History with 100 Objects - The Sutton Hoo helmet The Sutton Hoo helmet This helmet was found at a burial site in Suffolk along with many other valuable objects. The burial provides insights into the life of the Anglo- Saxon elite and into connections between Britain and other parts of the world. The finds at Sutton Hoo changed historians’ views about the Anglo-Saxon period, which had been regarded as a Dark Age following the end of Roman Britain. From Burial Mound 1, Sutton Hoo, Suffolk, England Date AD 600 – 650 Culture Anglo-Saxon Material Iron with bronze plates covered in tin, bronze-gilt, garnets Dimensions Height: 31.8 cm Width: 21.5 cm Circumference : 74.6 cm Estimated total original weight: 2.5 kg Museum British Museum (Please always check with the museum that the object is on display before travelling) Teaching History with 100 Objects - The Sutton Hoo helmet The Sutton Hoo helmet About the object The helmet was discovered in a large burial mound in the Anglo-Saxon kingdom of East Anglia. Many other objects were also found, including armour and weapons, silver dishes, musical instruments, feasting equipment such as a drinking horn and bottles, coins and fastenings for clothing. The mound, which has worn down over time, covered a ship that must have been dragged up several hundred metres from the river Deben. The presence of other mounds suggests this was a royal burial area, but the richness of this particular burial suggests it might have been that of a local ruler. Ship burials indicate a relationship with the seafaring communities of Scandinavia, where other rich burials with ships have been found. -
Low-Tech Armortm
LOADOUTS:TM LOW-TECH ARMORTM Written by DAN HOWARD Edited by JASON “PK” LEVINE Illustrated by DAVID DAY, DAN HOWARD, and SHANE L. JOHNSON GURPS System Design ❚ STEVE JACKSON e23 Manager ❚ STEVEN MARSH GURPS Line Editor ❚ SEAN PUNCH Marketing Director ❚ LEONARD BALSERA Managing Editor ❚ PHILIP REED Director of Sales ❚ ROSS JEPSON Assistant GURPS Line Editor ❚ JASON “PK” LEVINE Prepress Checker ❚ NIKKI VRTIS Production Artist & Indexer ❚ NIKOLA VRTIS Page Design ❚ PHIL REED and JUSTIN DE WITT Art Direction ❚ MONICA STEPHENS GURPS FAQ Maintainer ❚ VICKY “MOLOKH” KOLENKO Lead Playtester: Douglas H. Cole Playtesters: Roger Burton West, Nathan Joy, Rob Kamm, Stephen Money, David Nichols, and Antoni Ten Monrós GURPS, Warehouse 23, and the all-seeing pyramid are registered trademarks of Steve Jackson Games Incorporated. Pyramid, Loadouts, Low-Tech Armor, e23, and the names of all products published by Steve Jackson Games Incorporated are registered trademarks or trademarks of Steve Jackson Games Incorporated, or used under license. GURPS Loadouts: Low-Tech Armor is copyright © 2013, 2017 by Steve Jackson Games Incorporated. Some art © 2013 JupiterImages Corporation. All rights reserved. The scanning, uploading, and distribution of this material via the Internet or via any other means without the permission of the publisher is illegal, and punishable by law. Please purchase only authorized electronic editions, and do not participate in or encourage the electronic piracy of copyrighted materials. Your support of the author’s rights is appreciated. STEVE JACKSON GAMES Stock #37-1581 Version 1.0.1 – June 2017 ® CONTENTS INTRODUCTION . 3 Padded Jacks . 41 Recommended Books . 3 How a Man Shall Be Armed . 42 Additional Rules . -

Kod Nazwa 337975 Smartfon Samsung A705f
KOD NAZWA 337975 SMARTFON SAMSUNG A705F Galaxy A70 Czarny 337974 SMARTFON SAMSUNG A705F Galaxy A70 Niebieski 337977 SMARTFON SAMSUNG A705F Galaxy A70 Biały 337976 SMARTFON SAMSUNG A705F Galaxy A70 Koralowy 336924 CHLODZ-ZAMR.LG GBB72PZDFN $ 322761 PRALKO-SUSZ. SAMSUNG WD80 M4A43 JW $ 338748 TV LG 55" 55UM7400 UHD, webOS Smart TV, Active HDR 337876 TV SKYMASTER 50" 50SUA2505 UHD AndroidTV 337362 TV THOMSON 40" 40FD3306 FHD 336035 TV SAMSUNG 50" UE50RU7402 UHD, Smart, HDR 341361 Laptop LENOVO IP 330-15ICH i5-8300H W10H 81FK00D1PB 339885 CHLODZ-ZAMR. RCNA406E43ZXB 339088 PRALKA EW6T4262P TV PHILIPS 65" 65PUS6804 UHD, AndroidTV, Ambilight, 338927 HDR10+ TV PHILIPS 50" 50PUS6804 UHD, SmartTV, Ambilight, 338899 HDR10+ 338403 CHLODZ-ZAMR.LG GBB72SAEFN $ 338051 CHLODZ-ZAMR SAMSUNG RB37 J502 VSA $ 337819 PIEKARNIK BOSCH HBA5370B0 Szczoteczka soniczna PHILIPS HX6511/35 Sonicare EasyClean 337465 DuoPack ^ 337011 ZMYWARKA EES47320L 336996 PIEKARNIK EOE5C71Z 336886 SMARTFON HUAWEI P30 Aurora Niebieski 336848 SMARTFON SAMSUNG A505F Galaxy A50 Czarny 336044 TV SAMSUNG 55" UE55RU7402 UHD, Smart, HDR 336043 TV SAMSUNG 65" QE65Q60RAT QLED, Smart, HDR 336041 TV SAMSUNG 55" QE55Q60RAT QLED, Smart, HDR 335474 SMARTFON SAMSUNG G975F Galaxy S10+ Prism White 335472 SMARTFON SAMSUNG G975F Galaxy S10+ Prism Black 335466 SMARTFON SAMSUNG G973F Galaxy S10 Prism Black 335263 ROBOT SPRZĄTAJĄCY ROBOJET DUEL 3^ Laptop Acer Nitro 5 A515-52-726U 15,6" i7 / 8 GB /512GB 335209 SSD / GeForce gtx1050 / W10 Laptop ASUS FX505GM-AL292T 15.6" i7-8750H / 8GB / 334952 geforce GTX1060 / 256GB SSD / W10 334086 SUSZARKA DH8634GX $ 332174 PRALKA SAMSUNG WW70 K42101 W 331226 PROSTOWNICA REMINGTON S8598 KERATIN PROTECT 331218 SUSZARKA REMINGTON AC8820 KERATIN PROTECT 328261 PIEKARNIK FLEX NV75 N5621 RB 327519 CHLODZ-ZAMR. -

THE ARMOURER and HIS CRAFT from the Xith to the Xvith CENTURY by CHARLES FFOULKES, B.Litt.Oxon
GQ>0<J> 1911 CORNELL UNIVERSITY LIBRARY BOUGHT WITH THE INCOME OF THE SAGE ENDOWMENT FUND GIVEN IN 1891 BY HENRY WILLIAMS SAGE Cornell University Ubrary NK6606 .F43 1912 The armourer and his craft from the xith C Date iSIORAGE 3 1924 030 681 278 Overs olin a^(Mr;= :3fff=iqfPfr.g^h- r^ n .^ I aAri.^ ^ Cornell University Library XI The original of this book is in the Cornell University Library. There are no known copyright restrictions in the United States on the use of the text. http://www.archive.org/details/cu31924030681278 THE ARMOURER AND HIS CRAFT UNIFORM WITH THIS VOLUME PASTE By A. Beresford Ryley < 'A w <1-1 K 2; < > o 2 o 2; H ffi Q 2; < w K o w u > w o o w K H H P W THE ARMOURER AND HIS CRAFT FROM THE XIth TO THE XVIth CENTURY By CHARLES FFOULKES, B.Litt.Oxon. WITH SIXTY-NINE DIAGRAMS IN THE TEXT AND THIRTY-TWO PLATES METHUEN & CO. LTD. 36 ESSEX STREET W.G. LONDON Kc tf , First Published in igi2 TO THE RIGHT HONOURABLE THE VISCOUNT DILLON, Hon. M.A. Oxon. V.P.S.A., Etc. Etc. CURATOR OF THE TOWER ARMOURIES PREFACE DO not propose, in this work, to consider the history or develop- ment of defensive armour, for this has been more or less fully I discussed in v^orks which deal with the subject from the historical side of the question. I have rather endeavoured to compile a work which will, in some measure, fill up a gap in the subject, by collecting all the records and references, especially in English documents, which relate to the actual making of armour and the regulations which con- trolled the Armourer and his Craft. -

Roman Art Kindle
ROMAN ART PDF, EPUB, EBOOK Paul Zanker | 216 pages | 10 Jan 2012 | Getty Trust Publications | 9781606061015 | English | Santa Monica CA, United States Roman Art PDF Book If you don't know about Paracas textiles Construction of the Baths of Diocletian , for instance, monopolised the entire brick industry of Rome, for several years. Roman aqueducts , also based on the arch, were commonplace in the empire and essential transporters of water to large urban areas. The Romans also made frequent use of the semicircular arch, typically without resorting to mortar: relying instead on the precision of their stonework. The heads of the Marcus Aurelius figures are larger than normal, to show off their facial expressions. However it never lost its distinctive character, especially notable in such fields as architecture, portraiture, and historical relief. This led to a popular trend among the ancient Romans of including one or more such statues in the gardens and houses of wealthier patrons. With the authenticity of the medallion more firmly established, Joseph Breck was prepared to propose a late 3rd to early 4th century date for all of the brushed technique cobalt blue-backed portrait medallions, some of which also had Greek inscriptions in the Alexandrian dialect. They also served an important unifying force. Useing vivid colours it simulates the appearance of marble. From Wikipedia, the free encyclopedia. Sculpture: Types and Characteristics. A higher relief is used, permitting greater contrast between light and shadow. Further information: Roman portraiture. As another example of the lost "Golden Age", he singled out Peiraikos , "whose artistry is surpassed by only a very few But flagship buildings with domes were far from being the only architectural masterpieces built by Ancient Rome. -

Contextualizing the Archaeometric Analysis of Roman Glass
Contextualizing the Archaeometric Analysis of Roman Glass A thesis submitted to the Graduate School of the University of Cincinnati Department of Classics McMicken College of Arts and Sciences in partial fulfillment of the requirements of the degree of Master of Arts August 2015 by Christopher J. Hayward BA, BSc University of Auckland 2012 Committee: Dr. Barbara Burrell (Chair) Dr. Kathleen Lynch 1 Abstract This thesis is a review of recent archaeometric studies on glass of the Roman Empire, intended for an audience of classical archaeologists. It discusses the physical and chemical properties of glass, and the way these define both its use in ancient times and the analytical options available to us today. It also discusses Roman glass as a class of artifacts, the product of technological developments in glassmaking with their ultimate roots in the Bronze Age, and of the particular socioeconomic conditions created by Roman political dominance in the classical Mediterranean. The principal aim of this thesis is to contextualize archaeometric analyses of Roman glass in a way that will make plain, to an archaeologically trained audience that does not necessarily have a history of close involvement with archaeometric work, the importance of recent results for our understanding of the Roman world, and the potential of future studies to add to this. 2 3 Acknowledgements This thesis, like any, has been something of an ordeal. For my continued life and sanity throughout the writing process, I am eternally grateful to my family, and to friends both near and far. Particular thanks are owed to my supervisors, Barbara Burrell and Kathleen Lynch, for their unending patience, insightful comments, and keen-eyed proofreading; to my parents, Julie and Greg Hayward, for their absolute faith in my abilities; to my colleagues, Kyle Helms and Carol Hershenson, for their constant support and encouragement; and to my best friend, James Crooks, for his willingness to endure the brunt of my every breakdown, great or small. -
Barbaric Splendour: the Use of Image Before and After Rome Comprises a Collection of Essays Comparing Late Iron Age and Early Medieval Art
Martin with Morrison (eds) Martin with Morrison Barbaric Splendour: the use of image before and after Rome comprises a collection of essays comparing late Iron Age and Early Medieval art. Though this is an unconventional approach, Barbaric Splendour there are obvious grounds for comparison. Images from both periods revel in complex compositions in which it is hard to distinguish figural elements from geometric patterns. Moreover, in both periods, images rarely stood alone and for their own sake. Instead, they decorated other forms of material culture, particularly items of personal adornment and The use of image weaponry. The key comparison, however, is the relationship of these images to those of Rome. Fundamentally, the book asks what making images meant on the fringe of an expanding or contracting empire, particularly as the art from both periods drew heavily before and after Rome from – but radically transformed – imperial imagery. Edited by Toby Martin currently works as a lecturer at Oxford University’s Department for Continuing Education, where he specialises in adult and online education. His research concentrates on theoretical and interpretative aspects of material culture in Early Medieval Europe. Toby Toby F. Martin with Wendy Morrison has also worked as a field archaeologist and project officer in the commercial archaeological sector and continues to work as a small finds specialist. Wendy Morrison currently works for the Chilterns Conservation Board managing the NLHF funded Beacons of the Past Hillforts project, the UK’s largest high-res archaeological LiDAR survey. She also is Senior Associate Tutor for Archaeology at the Oxford University Department for Continuing Education. -

The Coppergate Helmet Tweddle, Dominic Fornvännen 78, 105-112 Ingår I: Samla.Raa.Se the Coppergate Helmet
The Coppergate Helmet Tweddle, Dominic Fornvännen 78, 105-112 http://kulturarvsdata.se/raa/fornvannen/html/1983_105 Ingår i: samla.raa.se The Coppergate Helmet B v Dom i nic Tweddle Tweddle, D. 1983. The Coppergate helmet. (Hjälmen frän Coppergate i York.) Fornvännen 78. Stockholm. A helmet was discovered in 1982 during building works at Coppergate, York. The cap of the helmet is composed of eight individual piéces rivetted together. There are two hinged cheek piéces with brass edge bindings, and the neck was protected by a curtain of iron mail, (bund inside the helmet. The nasal is decorated with a pair of contronted animals with their rear quarters deve loping into interlace. Över the eye sockels are hatched brass eyebrows. At the junction of these is an animal head acting as terminal to a narrow field with half-round edge bindings forming the crest of the helmet. This is filled with a metal foil decorated in repoussé with an inscription in Latin. A second field filled with an identical inscription runs from ear to ear. Comparison of the script and decoration with Northumbrian manuscripts suggests a date in mid eighth century lor the helmet. Dominic Tweddle, York Archaotogical Trust, 47 Aldwark York YOI2BZ England. The Coppergate helmet was discovered in the brow band for the eyes. Between them 1982 during building works at 16—22 Cop there is a long nasal — a continuation of the pergate, York. It lay face down near the cor nose to nape band — expanding from the ner of a rectangular plank-lined feature which junction ol the eye holes to form two points, also contained a spearhead of seventh- one in each of the long edges, before tapering century or låter form, a wooden disc with live again.