Dehydration of Organic Oxygenates
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Advanced Biofuel Policies in Select Eu Member States: 2018 Update
© INTERNATIONAL COUNCIL ON CLEAN TRANSPORTATION POLICY UPDATE NOVEMBER 2018 ADVANCED BIOFUEL POLICIES IN SELECT EU MEMBER STATES: 2018 UPDATE This policy update provides details on the latest measures that select European ICCT POLICY UPDATES Union (EU) member states, namely Denmark, Germany, Italy, the Netherlands, SUMMARIZE Sweden, and the United Kingdom, are taking to support advanced alternative fuels. REGULATORY AND OTHER EU POLICY BACKGROUND DEVELOPMENTS In 2018, the European Union (EU) set its climate and energy objectives for 2030. RELATED TO CLEAN They included a greenhouse gas (GHG) reduction of at least 40% and a minimum of a TRANSPORTATION 32% share of renewable energy consumption across all sectors.1 GHG emissions in the WORLDWIDE. European transportation sector have declined by only 3.8% since 2008, compared to an 18% decrease, or more, in all other sectors, indicating that the decarbonization of transportation should be a priority for the future.2 Biofuels are one of the options considered to increase renewable energy and decrease the carbon intensity of the transportation sector. Through the use of directives and national legislation, the EU has incentivized both the adoption of conventional food-based biofuels and advanced biofuels, which are made from non-food feedstocks. Such incentives date to 2009, when the EU Renewable Energy Directive (RED) mandated that by 2020, 10% of energy used in the transportation sector should come from renewable energy sources (RES).3 In 2015, the RED was 1 Jacopo Giuntoli, Final recast Renewable Energy Directive for 2021-2030 in the European Union, (ICCT: Washington, DC, 2018), https://www.theicct.org/publications/final-recast-renewable-energy-directive- 2021-2030-european-union 2 EUROSTAT (Greenhouse gas emissions by source sector (env_air_gge), accessed November 2018), https://ec.europa.eu/eurostat. -

Bringing Biofuels on the Market
Bringing biofuels on the market Options to increase EU biofuels volumes beyond the current blending limits Report Delft, July 2013 Author(s): Bettina Kampman (CE Delft) Ruud Verbeek (TNO) Anouk van Grinsven (CE Delft) Pim van Mensch (TNO) Harry Croezen (CE Delft) Artur Patuleia (TNO) Publication Data Bibliographical data: Bettina Kampman (CE Delft), Ruud Verbeek (TNO), Anouk van Grinsven (CE Delft), Pim van Mensch (TNO), Harry Croezen (CE Delft), Artur Patuleia (TNO) Bringing biofuels on the market Options to increase EU biofuels volumes beyond the current blending limits Delft, CE Delft, July 2013 Fuels / Renewable / Blends / Increase / Market / Scenarios / Policy / Technical / Measures / Standards FT: Biofuels Publication code: 13.4567.46 CE Delft publications are available from www.cedelft.eu Commissioned by: The European Commission, DG Energy. Further information on this study can be obtained from the contact person, Bettina Kampman. Disclaimer: This study Bringing biofuels on the market. Options to increase EU biofuels volumes beyond the current blending limits was produced for the European Commission by the consortium of CE Delft and TNO. The views represented in the report are those of its authors and do not represent the views or official position of the European Commission. The European Commission does not guarantee the accuracy of the data included in this report, nor does it accept responsibility for any use made thereof. © copyright, CE Delft, Delft CE Delft Committed to the Environment CE Delft is an independent research and consultancy organisation specialised in developing structural and innovative solutions to environmental problems. CE Delft’s solutions are characterised in being politically feasible, technologically sound, economically prudent and socially equitable. -

Pahs) and SOOT FORMATION Fikret Inal A; Selim M
This article was downloaded by: [CDL Journals Account] On: 7 October 2009 Access details: Access Details: [subscription number 912375050] Publisher Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK Combustion Science and Technology Publication details, including instructions for authors and subscription information: http://www.informaworld.com/smpp/title~content=t713456315 EFFECTS OF OXYGENATE ADDITIVES ON POLYCYCLIC AROMATIC HYDROCARBONS(PAHs) AND SOOT FORMATION Fikret Inal a; Selim M. Senkan b a Department of Chemical Engineering, Izmir Institute of Technology, Urla-Izmir, Turkey. b Department of Chemical Engineering, University of California Los Angeles, Los Angeles, California, USA. Online Publication Date: 01 September 2002 To cite this Article Inal, Fikret and Senkan, Selim M.(2002)'EFFECTS OF OXYGENATE ADDITIVES ON POLYCYCLIC AROMATIC HYDROCARBONS(PAHs) AND SOOT FORMATION',Combustion Science and Technology,174:9,1 — 19 To link to this Article: DOI: 10.1080/00102200290021353 URL: http://dx.doi.org/10.1080/00102200290021353 PLEASE SCROLL DOWN FOR ARTICLE Full terms and conditions of use: http://www.informaworld.com/terms-and-conditions-of-access.pdf This article may be used for research, teaching and private study purposes. Any substantial or systematic reproduction, re-distribution, re-selling, loan or sub-licensing, systematic supply or distribution in any form to anyone is expressly forbidden. The publisher does not give any warranty express or implied or make any representation that the contents will be complete or accurate or up to date. The accuracy of any instructions, formulae and drug doses should be independently verified with primary sources. -
Cometabolic Degradation of Polycyclic Aromatic Hydrocarbons (Pahs) and Aromatic Ethers by Phenol- and Ammonia-Oxidizing Bacteria
AN ABSTRACT OF THE DISSERTATION OF Soon Woong Chang for the degree of Doctor of Philosophy in Civil Engineering presented on November 11, 1997. Title: Cometabolic Degradation of Polycyclic Aromatic Hydrocarbons (PAHs) and Aromatic Ethers by Phenol- and Ammonia-Oxidizing Bacteria Redacted for Privacy Abstract approved: /Kenneth J. Williamson Cometabolic biodegradation processes are potentially useful for the bioremediation of hazardous waste sites. In this study the potential application of phenol- oxidizing and nitrifying bacteria as "priming biocatalysts" was examined in the degradation of polycyclic aromatic hydrocarbons (PAHs), aryl ethers, and aromatic ethers. We observed that a phenol-oxidizing Pseudomonas strain cometabolically degrades a range of 2- and 3-ringed PAHs. A sequencing batch reactor (SBR) was used to overcome the competitive effects between two substrates and the SBR was evaluated as a alternative technology to treat mixed contaminants including phenol and PAHs. We also have demonstrated that the nitrifying bacterium Nitrosomonas europaea can cometabolically degrade a wide range polycyclic aromatic hydrocarbons (PAHs), aryl ethers and aromatic ethers including naphthalene, acenaphthene, diphenyl ether, dibenzofuran, dibenzo-p-dioxin, and anisole. Our results indicated that all the compounds are transformed by N. europaea and that several unusual reactions are involved in these reactions. In the case of naphthalene oxidation, N. europaea generated predominantly 2 naphthol whereas other monooxygenases generate 1-naphthol as the major product. In the case of dibenzofuran oxidation, 3-hydroxydibenzofuran initially accumulated in the reaction medium and was then further transformed to 3-hydroxy nitrodibenzofuran in a pH- and nitrite-dependent abiotic reaction. A similar abiotic transformation reaction also was observed with other hydroxylated aryl ethers and PAHs. -
Utilization of Renewable Oxygenates As Gasoline Blend Components
Utilization of Renewable Oxygenates as Gasoline Blending Components Janet Yanowitz Ecoengineering, Inc. Earl Christensen and Robert L. McCormick Center for Transportation Technologies and Systems National Renewable Energy Laboratory NREL is a national laboratory of the U.S. Department of Energy, Office of Energy Efficiency & Renewable Energy, operated by the Alliance for Sustainable Energy, LLC. Technical Report NREL/TP-5400-50791 August 2011 Contract No. DE-AC36-08GO28308 Utilization of Renewable Oxygenates as Gasoline Blending Components Janet Yanowitz Ecoengineering, Inc. Earl Christensen and Robert L. McCormick Center for Transportation Technologies and Systems National Renewable Energy Laboratory Prepared under Task No. FC08.9451 NREL is a national laboratory of the U.S. Department of Energy, Office of Energy Efficiency & Renewable Energy, operated by the Alliance for Sustainable Energy, LLC. National Renewable Energy Laboratory Technical Report 1617 Cole Boulevard NREL/TP-5400-50791 Golden, Colorado 80401 August 2011 303-275-3000 • www.nrel.gov Contract No. DE-AC36-08GO28308 NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. -
Oxygenates in Water: Critical Information and Research Needs EPA/600/R-98/048 December 1998
United States Office of Research EPA/600/R-98/048 Environmental Protection and Development December 1998 Agency Washington, DC 20460 EPA Oxygenates in Water: Critical Information and Research Needs EPA/600/R-98/048 December 1998 Oxygenates in Water: Critical Information and Research Needs Office of Research and Development U.S. Environmental Protection Agency Washington, DC 20460 Disclaimer This document has been reviewed in accordance with U.S. Environmental Protection Agency policy and approved for publication. Mention of trade names or commercial products does not constitute endorsement or recommendation for use. ii Table of Contents Page U.S. Environmental Protection Agency Task Group ......................... v External Reviewers .................................................. ix Preface ........................................................... xi 1. INTRODUCTION ............................................... 1 2. SOURCE CHARACTERIZATION .................................. 5 2.1 Background ................................................ 5 2.2 Needs ..................................................... 8 3. TRANSPORT .................................................. 9 3.1 Background ................................................ 9 3.2 Needs ..................................................... 10 4. TRANSFORMATION ............................................ 11 4.1 Background ................................................ 11 4.2 Needs ..................................................... 12 5. OCCURRENCE ................................................ -

Analyzing Oxygenates in Gasoline Using TCEP and Rtx®-1/MXT®-1 Columns
Petrochemical Applications Chromatography Products Analyzing Oxygenates in Gasoline Using TCEP and Rtx®-1/MXT®-1 Columns Oxygenate additives in gasoline potentially consist of several ethers and/or alcohols with either methyl tert-butyl ether (MTBE), ethyl tert-butyl ether (ETBE), or ethanol being major constituents. Two GC methods can be used for the measurement of the individual alcohols and ethers in gasoline: the single-column OFID method1,2 and the dual column ASTM method D4815-93.3 Restek offers columns and specially deactivated tubing for the analysis of alcohols and ethers in gasoline according to both ASTM and EPA methodology. ASTM Test Method D4815-93 specifies the use of two columns, a micro-packed pre-column of 1,2,3-tris- 2-cyanoethoxy-propane (TCEP), and an analytical capillary column of methyl silicone (Rtx®-1 or MXT®-1). These columns are configured with a 10-port valve to accomplish the heartcutting and back- flushing necessary in order to resolve oxygenates from hydrocarbons present in gasoline. The sample is first directed to the TCEP column. This column has high retention for polar oxygenates, while the more volatile hydrocarbons are vented. The valve is then actuated, backflushing the remaining sample to the Rtx®-1 or MXT®-1 column where separation of oxygenates occurs. After the elution of the last oxygenate (tert-amyl methyl ether), the valve is redirected and remaining heavy hydrocarbons are backflushed from the Rtx®-1 column as a single peak. A separation example of all the specified alcohols and ethers appears in Figure 1. Fused silica lined stainless steel improves peak shapes for alcohols. -

A Recommendation Regarding The
A Recommendation Regarding the Use of Alcohols as Gasoline Oxygenates Air Pollution Control Division Department of Environmental Conservation Agency of Natural Resources January 11, 2006 INTRODUCTION On May 23, 2005 the Vermont General Assembly enacted H.188, banning the sale and/or storage of gasoline containing any gasoline ether in a quantity greater than one-half of one percent per volume, effective January 1, 2007. Methyl tertiary butyl ether (MTBE) is an ether that has been commonly added to gasoline as an octane booster and as an oxygenate. By banning MTBE, gasoline refiners will seek alternatives. Alcohols, such as ethanol, are also effective octane boosters and oxygenates in gasoline. Therefore, since alcohols have the potential to replace MTBE in gasoline, the Vermont Legislature directed the Secretary of the Agency of Natural Resources (ANR) to make a recommendation regarding the need to ban the sale of gasoline containing alcohols used as oxygenates. The Vermont General Assembly gave specific reference to the following alcohols: Methanol iso-Butanol Isopropanol sec-Butanol n-Propanol tertiary-Butanol n-Butanol tertiary-Pentanol RECOMMENDATION Currently, despite some health concerns, ethanol is the only alcohol for which a demonstration has been made that its use as a fuel oxygenate will not cause an undue adverse environmental or health impact. Furthermore, due to the widespread and rapidly increasing use of ethanol, ANR does not recommend banning ethanol as such a ban could have a significant negative impact on the price and supply of gasoline in Vermont. At this time, there is insufficient information available about the environmental and health risks associated with the use of other oxygenates in fuels. -

Oxygenate Supply/Demand Balances in the Short-Term Integrated Forecasting Model by Tancred C.M
Oxygenate Supply/Demand Balances in the Short-Term Integrated Forecasting Model By Tancred C.M. Lidderdale This article first appeared in the Short-Term Energy Outlook Annual Supplement 1995, Energy Information Administration, DOE/EIA-0202(95) (Washington, DC, July 1995), pp. 33-42, 83-85. The regression results and historical data for production, inventories, and imports have been updated in this presentation. Contents • Introduction o Table 1. Oxygenate production capacity and demand • Oxygenate demand o Table 2. Estimated RFG demand share - mandated RFG areas, January 1998 • Fuel ethanol supply and demand balance o Table 3. Fuel ethanol annual statistics • MTBE supply and demand balance o Table 4. EIA MTBE annual statistics • Refinery balances o Field production . Figure 1. Field production other hydrocarbons/oxygenates o Refinery inputs . Figure 2. Refinery inputs other petroleum products . Figure 3. Refinery inputs other hydrocarbons/oxygenates o Inventories • End Notes • Appendix. Regression results o Table A1. Field production other hydrocarbons/oxygenates o Table A2. Refinery inputs "other" petroleum liquids o Table A3. Refinery inputs oxygenates Related EIA Short-Term Forecast Analysis Products • Supporting Data for this Analysis Report • Areas Participating in Oxygenated Gasoline Program • Areas Participating in Reformulated Gasoline Program • Demand, Supply, and Price Outlook for Reformulated Motor Gasoline, 1995 Introduction The blending of oxygenates, such as fuel ethanol and methyl tertiary butyl ether (MTBE), into motor gasoline has increased dramatically in the last few years because of the oxygenated and reformulated gasoline programs.(1) Because of the significant role oxygenates now have in petroleum product markets, the Short-Term Integrated Forecasting System (STIFS) was revised to include supply and demand balances for fuel ethanol and MTBE. -
An Overview of the Use of Oxygenates in Gasoline (PDF)
State of California CALIFORNIA AIR RESOURCES BOARD An Overview of the Use of Oxygenates in Gasoline September 1998 California Environmental Protection Agency California Air Resources Board Stationary Source Division An Overview of the Use of Oxygenates in Gasoline Principal Authors Jose Gomez Tony Brasil Nelson Chan Reviewed by: Michael H. Scheible, Deputy Executive Officer Peter D. Venturini, Chief, Stationary Source Division Dean C. Simeroth, Chief, Criteria Pollutants Branch Gary M. Yee, Manager, Industrial Section This report has been prepared by the staff of the Air Resources Board. Publication does not signify that the contents reflect the views and policies of the Air Resources Board, nor does mention of trade names constitute endorsement or recommendation for use. Table of Contents I. EXECUTIVE SUMMARY .............................................1 II. BACKGROUND .....................................................4 A. Historical Perspective .......................................4 B. Government Regulations .....................................6 1. Federal Gasoline Programs .............................6 2. Federal Gasoline Additive Approval Program ...............7 3. California's Gasoline Programs ..................................................9 C. Tax Incentives ............................................12 D. Recent Legislation ........................................14 III. DESCRIPTION OF OXYGENATES USED IN GASOLINE .................16 A. Properties of MTBE .......................................16 1. Physical Properties -
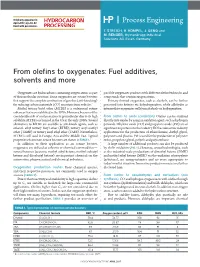
Process Engineering Used with Permission
Originally appeared in: April 2017, pgs 63-67. Process Engineering Used with permission. T. STREICH, H. KÖMPEL, J. GENG and M. RENGER, thyssenkrupp Industrial Solutions AG, Essen, Germany From olefins to oxygenates: Fuel additives, solvents and more Oxygenates are hydrocarbons containing oxygen atoms as part possible oxygenates products with different olefin feedstocks and of their molecular structure. Some oxygenates are octane boosters compounds that contain oxygen atoms. that support the complete combustion of gasoline (anti-knocking) Primary formed oxygenates, such as alcohols, can be further for reducing carbon monoxide (CO) emissions from vehicles.1 processed into ketones via dehydrogenation, while aldehydes as Methyl tertiary butyl ether (MTBE) is a widespread octane intermediate oxygenates will form alcohols via hydrogenation. enhancer that was established in the 1970s. However, because of the considerable risk of contamination to groundwater due to its high From olefins to oxide (oxidation). Olefins can be oxidized solubility, MTBE was banned in the US in the early 2000s. Several directly into oxides by using an oxidation agent, such as hydrogen alternatives to MTBE are available as anti-knock agents, such as peroxide. Ethylene oxide (EO) and propylene oxide (PO) are of ethanol, ethyl tertiary butyl ether (ETBE), tertiary amyl methyl significant importance to the industry. EO has numerous industry ether (TAME) or tertiary amyl ethyl ether (TAEE). Nevertheless, applications for the production of ethanolamine, diethyl glycol, MTBE is still used in Europe, Asia and the Middle East. Typical polyesters and plastics. PO is used for the production of polyester properties of common octane boosters are shown in TABLE 1.2 resins, propylene glycol, polyols and polyurethane. -
Gasoline Ether Oxygenate Occurrence in Europe, and a Review of Their Fate and Transport Characteristics in the Environment
The oil companies’ European association for Environment, Health and Safety in refining and distribution report no. 4/12 Gasoline ether oxygenate occurrence in Europe, and a review of their fate and transport characteristics in the environment conservation of clean air and water in europe © CONCAWE report no. 4/12 Gasoline ether oxygenate occurrence in Europe, and a review of their fate and transport characteristics in the environment Prepared for the Special Task Force on Groundwater (WQ/STF-33): D. Stupp (DSC) M. Gass (DSC) H. Leiteritz (DSC) C. Pijls (TAUW BV) S. Thornton (University of Sheffield, UK) J. Smith (CONCAWE) M. Dunk (CONCAWE) T. Grosjean (CONCAWE) K. den Haan (CONCAWE) Reproduction permitted with due acknowledgement CONCAWE Brussels June 2012 I report no. 4/12 ABSTRACT Ether oxygenates are added to certain gasoline (petrol) formulations to improve combustion efficiency and to increase the octane rating. In this report the term gasoline ether oxygenates (GEO) refers collectively to methyl tertiary butyl ether (MTBE), ethyl tertiary butyl ether (ETBE), tertiary amyl methyl ether (TAME), di- isopropyl ether (DIPE), tertiary amyl ethyl ether (TAEE), tertiary hexyl methyl ether (THxME), and tertiary hexyl ethyl ether (THxEE), as well as the associated tertiary butyl alcohol (TBA). This report presents newly collated data on the production capacities and use of MTBE, ETBE, TAME, DIPE and TBA in 30 countries (27 EU countries and Croatia, Norway and Switzerland) to inform continued and effective environmental management practices for GEO by CONCAWE members. The report comprises data on gasoline use in Europe that were provided by CONCAWE and obtained from the European Commission.