Microstructural Evolution and Physical Behavior of Palladium and Osmium-Ruthenium Noble Metal Films
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Oxidation States of Ruthenium and Osmium COMPREHENSIVE COORDINATION CHEMISTRY II
DOI: 10.1595/147106704X10801 Oxidation States of Ruthenium and Osmium COMPREHENSIVE COORDINATION CHEMISTRY II. FROM BIOLOGY TO NANOTECHNOLOGY Volume 5 TRANSITION METAL GROUPS 7 AND 8 EDITED BY E. C. CONSTABLE AND J. R. DILWORTH; EDITORS-IN-CHIEF, JON A. McCLEVERTY AND THOMAS J. MEYER, Elsevier, Amsterdam, 2003, 876 pages, ISBN 0-08-0443273 (Volume 5); ISBN 0-08-0437486 (Set), U.S.$ 5975, €6274 per Set Reviewed by C. F. J. Barnard* and S. C. Bennett Johnson Matthey Technology Centre, Blounts Court, Sonning Common, Reading RG4 9NH, U.K.; *E-mail: [email protected] Volume 5 in the book set “Comprehensive nated by the chemistry of complexes containing Coordination Chemistry II” (CCCII) presents a the bipyridine (bpy) ligand. survey of important developments in the chemistry Many complex ligands designed to extend the of the transition metals of Groups 7 and 8: man- conjugation of the aromatic system or otherwise ganese, technetium, rhenium, iron, ruthenium (Ru) modify the electronic properties of the complex, and osmium (Os), published from 1982 to 2002. have been prepared. The complexes can be simple 2+ Volumes 6 and 9 in this 10 book set, covering mononuclear species, such as [Ru(bpy)3] , dinu- n+ work on the other platinum group metals have clear [(bpy)2Ru(µ-L)Ru(bpy)2] or polynuclear. been previously reviewed (1, 2). In Volume 5, the material for each element is organised by oxidation High Oxidation States state of the metal and also by the nature of the lig- The high oxidation states of ruthenium and ands involved, with additional sections covering osmium are areas that are generally only very light- special features of the coordination chemistry and ly covered by most chemistry reference books, applications of the complexes. -

The Development of the Periodic Table and Its Consequences Citation: J
Firenze University Press www.fupress.com/substantia The Development of the Periodic Table and its Consequences Citation: J. Emsley (2019) The Devel- opment of the Periodic Table and its Consequences. Substantia 3(2) Suppl. 5: 15-27. doi: 10.13128/Substantia-297 John Emsley Copyright: © 2019 J. Emsley. This is Alameda Lodge, 23a Alameda Road, Ampthill, MK45 2LA, UK an open access, peer-reviewed article E-mail: [email protected] published by Firenze University Press (http://www.fupress.com/substantia) and distributed under the terms of the Abstract. Chemistry is fortunate among the sciences in having an icon that is instant- Creative Commons Attribution License, ly recognisable around the world: the periodic table. The United Nations has deemed which permits unrestricted use, distri- 2019 to be the International Year of the Periodic Table, in commemoration of the 150th bution, and reproduction in any medi- anniversary of the first paper in which it appeared. That had been written by a Russian um, provided the original author and chemist, Dmitri Mendeleev, and was published in May 1869. Since then, there have source are credited. been many versions of the table, but one format has come to be the most widely used Data Availability Statement: All rel- and is to be seen everywhere. The route to this preferred form of the table makes an evant data are within the paper and its interesting story. Supporting Information files. Keywords. Periodic table, Mendeleev, Newlands, Deming, Seaborg. Competing Interests: The Author(s) declare(s) no conflict of interest. INTRODUCTION There are hundreds of periodic tables but the one that is widely repro- duced has the approval of the International Union of Pure and Applied Chemistry (IUPAC) and is shown in Fig.1. -
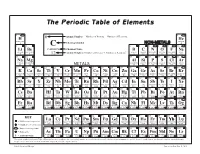
The Periodic Table of Elements
The Periodic Table of Elements 1 2 6 Atomic Number = Number of Protons = Number of Electrons HYDROGENH HELIUMHe 1 Chemical Symbol NON-METALS 4 3 4 C 5 6 7 8 9 10 Li Be CARBON Chemical Name B C N O F Ne LITHIUM BERYLLIUM = Number of Protons + Number of Neutrons* BORON CARBON NITROGEN OXYGEN FLUORINE NEON 7 9 12 Atomic Weight 11 12 14 16 19 20 11 12 13 14 15 16 17 18 SODIUMNa MAGNESIUMMg ALUMINUMAl SILICONSi PHOSPHORUSP SULFURS CHLORINECl ARGONAr 23 24 METALS 27 28 31 32 35 40 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 POTASSIUMK CALCIUMCa SCANDIUMSc TITANIUMTi VANADIUMV CHROMIUMCr MANGANESEMn FeIRON COBALTCo NICKELNi CuCOPPER ZnZINC GALLIUMGa GERMANIUMGe ARSENICAs SELENIUMSe BROMINEBr KRYPTONKr 39 40 45 48 51 52 55 56 59 59 64 65 70 73 75 79 80 84 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 RUBIDIUMRb STRONTIUMSr YTTRIUMY ZIRCONIUMZr NIOBIUMNb MOLYBDENUMMo TECHNETIUMTc RUTHENIUMRu RHODIUMRh PALLADIUMPd AgSILVER CADMIUMCd INDIUMIn SnTIN ANTIMONYSb TELLURIUMTe IODINEI XeXENON 85 88 89 91 93 96 98 101 103 106 108 112 115 119 122 128 127 131 55 56 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 CESIUMCs BARIUMBa HAFNIUMHf TANTALUMTa TUNGSTENW RHENIUMRe OSMIUMOs IRIDIUMIr PLATINUMPt AuGOLD MERCURYHg THALLIUMTl PbLEAD BISMUTHBi POLONIUMPo ASTATINEAt RnRADON 133 137 178 181 184 186 190 192 195 197 201 204 207 209 209 210 222 87 88 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 FRANCIUMFr RADIUMRa RUTHERFORDIUMRf DUBNIUMDb SEABORGIUMSg BOHRIUMBh HASSIUMHs MEITNERIUMMt DARMSTADTIUMDs ROENTGENIUMRg COPERNICIUMCn NIHONIUMNh -

Precipitation of Solid Transmutation Elements in Irradiated Tungsten Alloys
Materials Transactions, Vol. 49, No. 10 (2008) pp. 2259 to 2264 #2008 The Japan Institute of Metals Precipitation of Solid Transmutation Elements in Irradiated Tungsten Alloys Takashi Tanno1;*1, Akira Hasegawa1, Mitsuhiro Fujiwara1, Jian-Chao He1;*1, Shuhei Nogami1, Manabu Satou1, Toetsu Shishido2 and Katsunori Abe1;*2 1Department of Quantum Science and Energy Engineering, Graduate School of Engineering, Tohoku University, Sendai 980-8579, Japan 2Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan Tungsten-based model alloys were fabricated to simulate compositional changes by neutron irradiation, performed in the JOYO fast test reactor. The irradiation damage range was 0.17–1.54 dpa and irradiation temperatures were 400, 500 and 750C. After irradiation, microstructural observations and electrical resistivity measurements were carried out. A number of precipitates were observed after 1.54 dpa irradiation. Rhenium and osmium were precipitated by irradiation, which suppressed the formation of dislocation loops and voids. Structures induced by irradiation were not observed so much after 0.17 dpa irradiation. Electrical resistivity measurements showed that the effects of osmium on the electrical resistivity, related to impurity solution content, were larger than that of rhenium. Measurements of electrical resistivity of ternary alloys showed that the precipitation behavior was similar to that in binary alloys. [doi:10.2320/matertrans.MAW200821] (Received April 23, 2008; Accepted August 8, 2008; Published September 18, -

The Separation and Determination of Osmium and Ruthenium
Louisiana State University LSU Digital Commons LSU Historical Dissertations and Theses Graduate School 1969 The epS aration and Determination of Osmium and Ruthenium. Harry Edward Moseley Louisiana State University and Agricultural & Mechanical College Follow this and additional works at: https://digitalcommons.lsu.edu/gradschool_disstheses Recommended Citation Moseley, Harry Edward, "The eS paration and Determination of Osmium and Ruthenium." (1969). LSU Historical Dissertations and Theses. 1559. https://digitalcommons.lsu.edu/gradschool_disstheses/1559 This Dissertation is brought to you for free and open access by the Graduate School at LSU Digital Commons. It has been accepted for inclusion in LSU Historical Dissertations and Theses by an authorized administrator of LSU Digital Commons. For more information, please contact [email protected]. ThU dissertation has been 69-17,123 microfilmsd exactly as received MOSELEY, Harry Edward, 1929- THE SEPARATION AND DETERMINATION OF OSMIUM AND RUTHENIUM. Louisiana State University and Agricultural and Mechanical College, PhJ>., 1969 Chemistry, analytical University Microfilms, Inc., Ann Arbor, Michigan THE SEPARATION AND DETERMINATION OF OSMIUM AND RUTHENIUM A Dissertation Submitted to the Graduate Faculty of the Louisiana State University and Agricultural and Mechanical College in partial fulfillment of the requirements for the degree of Doctor of Philosophy in The Department of Chemistry Harry Edward Moseley B.S., Lpuisiana State University, 1951 M.S., Louisiana State University, 1952 J anuary, 1969 ACKNOWLEDGMENTS Thanks are due to Dr. Eugene W. Berg under whose direction this work was performed, to Dr. A. D. Shendrikar for his help in the tracer studies, and to Mr. J. H. R. Streiffer for his help in writing the com puter program. -

Toxic Manifestations of Osmium Tetroxide
Br J Ind Med: first published as 10.1136/oem.3.3.183 on 1 July 1946. Downloaded from TOXIC MANIFESTATIONS OF OSMIUM TETROXIDE BY A. I. G. McLAUGHLIN, R. MILTON and KENNETH M. A. PERRY From the University of Sheffield and Factory Department, Ministry of Labour and National Service, and the Department for Research in Industrial Medicine (Medical Research Council), the London Hospital Osmium is one of the precious metals and was the vapours of osmic acid gave rise to a capillary discovered in 1803 by Tenant. It occurs naturally bronchitis from which he died. Necropsy revealed in close association with iridium. Osmiridium is a confluent broncho-pneumonia with a tendency to an exceptionally hard alloy with a high melting- suppuration and gangrene; there was also a fatty point (2700° C.) and for this reason it is used degeneration of the epithelium of the renal tubules. extensively for tipping fountain-pen nibs. It is Bardieux (1898) showed that the subcutaneous and also used for electrical contacts, as a catalyst in the intramuscular injection of a 1 per cent. solution of preparation of synthetic ammonia, and for measur- osmic acid produced no serious effect in animals ing the rapidity of explosion of gun-cotton. Before but that small quantities injected into the lungs the introduction of tungsten, electric lamp filaments were immediately fatal. Attempts have been made were sometimes made with it. Osmium is also to make use of the solution in treating diseases such used in the taking of finger-prints, and osmic acid as tuberculosis (Walbum, 1926), syphilis (Levaditi, which is a watery solution of osmium tetroxide is 1927; and Jahnel, 1937) and cancer (Kraus, 1931) used for activating solutions of chlorate of potas- but without success, though Fischl (1933) showed it sium; hardening and colouring certain prepara- possessed some spirochaetocidal properties in tions and in histology for the fixing and staining of experimentally infected mice Coca (1908) studied nerves and fat. -

Elements Make up the Periodic Table
Page 1 of 7 KEY CONCEPT Elements make up the periodic table. BEFORE, you learned NOW, you will learn • Atoms have a structure • How the periodic table is • Every element is made from organized a different type of atom • How properties of elements are shown by the periodic table VOCABULARY EXPLORE Similarities and Differences of Objects atomic mass p. 17 How can different objects be organized? periodic table p. 18 group p. 22 PROCEDURE MATERIALS period p. 22 buttons 1 With several classmates, organize the buttons into three or more groups. 2 Compare your team’s organization of the buttons with another team’s organization. WHAT DO YOU THINK? • What characteristics did you use to organize the buttons? • In what other ways could you have organized the buttons? Elements can be organized by similarities. One way of organizing elements is by the masses of their atoms. Finding the masses of atoms was a difficult task for the chemists of the past. They could not place an atom on a pan balance. All they could do was find the mass of a very large number of atoms of a certain element and then infer the mass of a single one of them. Remember that not all the atoms of an element have the same atomic mass number. Elements have isotopes. When chemists attempt to measure the mass of an atom, therefore, they are actually finding the average mass of all its isotopes. The atomic mass of the atoms of an element is the average mass of all the element’s isotopes. -

Periodic Table 1 Periodic Table
Periodic table 1 Periodic table This article is about the table used in chemistry. For other uses, see Periodic table (disambiguation). The periodic table is a tabular arrangement of the chemical elements, organized on the basis of their atomic numbers (numbers of protons in the nucleus), electron configurations , and recurring chemical properties. Elements are presented in order of increasing atomic number, which is typically listed with the chemical symbol in each box. The standard form of the table consists of a grid of elements laid out in 18 columns and 7 Standard 18-column form of the periodic table. For the color legend, see section Layout, rows, with a double row of elements under the larger table. below that. The table can also be deconstructed into four rectangular blocks: the s-block to the left, the p-block to the right, the d-block in the middle, and the f-block below that. The rows of the table are called periods; the columns are called groups, with some of these having names such as halogens or noble gases. Since, by definition, a periodic table incorporates recurring trends, any such table can be used to derive relationships between the properties of the elements and predict the properties of new, yet to be discovered or synthesized, elements. As a result, a periodic table—whether in the standard form or some other variant—provides a useful framework for analyzing chemical behavior, and such tables are widely used in chemistry and other sciences. Although precursors exist, Dmitri Mendeleev is generally credited with the publication, in 1869, of the first widely recognized periodic table. -

The Platinum Group Metals As Coating Materials
Issue No. 38 – February 2012 Updated from Original August 2002 Publication The Platinum Group Metals as Coating Materials How precious is your metal - An overview on The platinum group metals consist of platinum and palladium, as well as rhodium, iridium, the use of the platinum osmium, and ruthenium. They can be found in the transition metals on the periodic table of the elements. A close-up of this part of the table is shown in Figure 1. Palladium is currently the group metals as contact surfaces for electronic only metal of the group in widespread use in electrical contacts, although platinum was widely connectors. used in the past. Rhodium is only used in electrical contact applications requiring very high hardness and wear resistance. The other three metals in the group are used mainly in other industrial applications. Pure, electroplated platinum and palladium have a hardness of around 200 to 400 HV, although . Platinum they may also be applied by cladding. Both have a conductivity of around 16% IACS. Thus they are harder than gold, but slightly less conductive. At one time, their prices were . Palladium competitive with gold, and gold-flashed palladium coatings were even used as less expensive alternatives to gold coatings. However, both of these metals are much more expensive than gold . Rhodium (at least at the time of this writing). Due to its cost, gold-flashed palladium is now used mainly in applications which require greater hardness and wear resistance than hard gold alone. Ruthenium Rhodium is much harder than platinum and palladium, typically 800-1000 HV, with an . -
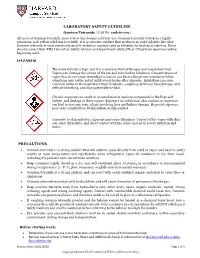
Osmium Tetroxide [CAS No
LABORATORY SAFETY GUIDELINE Osmium Tetroxide [CAS No. 20816-12-0] All users of Osmium Tetroxide must review this document before use. Osmium tetroxide (OsO4) is a highly poisonous, pale yellow solid that is volatile. It is a corrosive oxidizer that produces an acrid chlorine like odor. Osmium tetroxide is most commonly used in oxidation reactions and as a fixative for biological staining. Users should contact their EHS Laboratory Safety Advisor and department safety officer if they have questions before beginning work. HAZARDS The acute toxicity is high, and it is a severe irritant of the eyes and respiratory tract. Vapors can damage the cornea of the eye and even lead to blindness. Concentrations of vapor that do not cause immediate irritation can have a dangerous cumulative effect; symptoms may not be noted until several hours after exposure. Inhalation can cause chemical burns to the respiratory tract, headache, coughing, dizziness, lung damage, and difficult breathing, and may potentially be fatal. Chronic exposure can result in accumulation of osmium compounds in the liver and kidney, and damage to these organs. Exposure via inhalation, skin contact, or ingestion can lead to systemic toxic effects involving liver and kidney damage. Repeated exposure may cause sensitization by inhalation or skin contact. Corrosive to skin and eyes, exposure may cause blindness. Contact of the vapor with skin can cause dermatitis, and direct contact with the solid can lead to severe irritation and burns. PRECAUTIONS • Osmium tetroxide is a strong oxidizer that will sublime (pass directly from solid to vapor and back to solid) readily at room temperature and significantly when refrigerated. -

Periodic Table P J STEWART / SCIENCE PHOTO LIBRARY PHOTO SCIENCE / STEWART J P
Periodic table P J STEWART / SCIENCE PHOTO LIBRARY PHOTO SCIENCE / STEWART J P 46 | Chemistry World | March 2009 www.chemistryworld.org Periodic change The periodic table, cherished by generations of chemists, has steadily evolved over time. Eric Scerri is among those now calling for drastic change The periodic table has become recurrences as vertical columns or something of a style icon while In short groups. remaining indispensable to chemists. In its original form The notion of chemical reactivity Over the years the table has had the periodic table was is something of a vague one. To make to change to accommodate new relatively simple. Over this idea more precise, the periodic elements. But some scientists the years, extra elements table pioneers focused on the propose giving the table a makeover have been added and the maximum valence of each element while others call for drastic changes layout of the transition and looked for similarities among to its core structure. elements altered these quantities (see Mendeleev’s More than 1000 periodic systems Some call for drastic table, p48). have been published since the table rearrangements, The method works very well for Russian chemist Dimitri Mendeleev perhaps placing hydrogen the elements up to atomic weight developed the mature periodic with the halogens. 55 (manganese) after which point system – the most fundamental A new block may be it starts to fall apart. Although natural system of classification needed when chemists there seems to be a repetition in the ever devised. (Not to mention the can make elements in highest valence of aluminium and hundreds if not thousands of new the g-block, starting at scandium (3), silicon and titanium systems that have appeared since the element 121 (4), phosphorus and vanadium (5), advent of the internet.) and chlorine and manganese (7), Such a proliferation prompts this is not the case with potassium questions as to whether some tables and iron. -

Periodic Table Part 1 Handout.Pdf
Periodic Table Part 1 Name_______________________________ Period:________ 3 Learning Objective Using the terms given complete the diagram of 3 states of matter and phase changes Terms Solid Liquid Gas Condensation Vaporization Freezing Melting Periodic Table How do you read the periodic table? Science brings lots of work together and adds to understanding the Physical Universe John Newlands 1865 Dmitri Mendeleev 1869 Henry Mosley 1913 Horizontal rows are called _______________________________ Numbered _____________ Vertical columns are called _______________________________ Numbered ______________ 1 Classifying Elements based on Properties: How are the elements organized? Metals, Non-metals and Metalloids Class of Elements State of Matter (typical) Properties Examples of Elements Metals Metaloids Nonemetals Share with your neighbor the elements you selected as metals, non-metals or metalloids. Did your neighbor have some elements you did not include? Did you both agree with the identifications? 2 Element Entry Identification What is the Atomic Number? What is the average atomic mass? If Ag-108 is the most common isotopes. What are isotopes? The mass number is 108 so how many neutrons are there is Ag-108? How many protons do the following have? Calcium _____ Gold_____ Copper_____ Iron _____ How many electrons do the following have? Calcium ____ Gold____ Copper_____Uranium ______ Name of Group Group Examples Description of Properties (Metal, Nonmetal or Group # (symbols) Metalloid) and Facts alkali metals alkaline earth metals Boron group Nitrogen Group Oxygen Group Chacagon halogens noble gases transition metals lanthanides actinides 3 Directions: Answer the questions with the proper information using your notes and the periodic table. 1. Define a family. __________________________________________________________________ 2.