Mk 7 Aircraft Recovery Equipment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
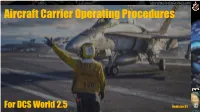
Aircraft Carrier Operating Procedures
This document belongs to “Speed & Angels” and shall not be reproduced. Created by: DCS-Sn@k3Sh!t for educational and training purposes only. Aircraft Carrier Operating Procedures This work is licensed under a Creative Commons Attribution- ShareAlike 4.0 International License. For DCS World 2.5 Revision 01 © Copyright Act R.S.C. 1985 c. C-42. This document belongs to “Speed & Angels” and shall not be reproduced. Foreword: Created by: DCS-Sn@k3Sh!t for educational and training purposes only. The goal of every Naval Officer who is selected for jet pilot training is to become a tactical carrier pilot. Carrier pilots are the best because they must be the best. The carrier environment will not tolerate anything less. Landing and launching aircraft as well as moving equipment and personnel in a relatively small area requires precise coordination for safe operation. Handling aircraft on a flight deck is more complicated than at a field due to the high winds across the deck, small crowded deck, the proximity of the deck edge and the ship's movement. Successful and safe operations in and around the carrier depend on a coordinated team effort in which all team members do their job properly. There is no excuse for not knowing and not using correct procedures around the ship and there are no exceptions to this rule. This manual is written with the intent to achieve the highest possible standard of “Carrier Operations” within DCS World. After studying this manual, you should be able to operate safely and expeditiously on and in proximity of the carrier. -

Sl Premium Universal Tractor Hydraulic Fluid
UNIVERSAL TRACTOR HYDRAULIC FLUID Sinclair Universal Tractor Fluid is a premium quality universal tractor hydraulic fluid formulated with high quality base oils and anti-wear and extreme pressure (EP) additives providing excellent load carrying capacity and wear protection for a wide temperature range and long-term service under severe conditions. It is designed for equipment using a common sump or requiring a single fluid for hydraulic systems, transmission, differential, wet brakes/wet clutches, power take off (PTO) units and final drive. Sinclair Universal Tractor Fluid protects against foam and corrosion and resists the negative effects of water contamination and is highly resistant to oxidation. APPLICATIONS Sinclair Universal Tractor Fluid meets or exceeds most tractor manufacturers’ specifications and can be used where any of the following are specified: • AGCO, Allis Chalmers & Deutz-Allis: 821XL • Massey Ferguson: Permatran III, M-1141 • John Deere: J20C, J20A, J14B, J21A, • Ford M2C134C/D, FNHA-2-C-200.00, M2C86-B, M2C41-B Hygard, 303 Fluid • White: Q1826, Q1705, Q1766, Q1802 • Case International Harvester: MS 1209 (Hy-Tran ULTRA), MS 1207 • Caterpillar: TO-2 (Hy-Tran Plus), MS 1210 (TCH Fluid), MS-1206, MS1230, JIC-144, JIC-143 • Allison: C-4 Fluid • Oliver: Type 55, Universal HTF, Q1766 • Renk 873 and 874 A/B Transmissions • International Harvester: B-6 • Kubota: UDT • Minneapolis-Moline Fluids UNIVERSAL TRACTOR HYDRAULIC FLUID TYPICAL PHYSICAL PROPERTIES METHOD TYPICAL RESULTS Viscosity Grade Universal Tractor Hydraulic Fluid Gravity, °API ASTM D287 30.99 Specific Gravity @ 60°F (15.6°C) ASTM D4052 0.8708 Viscosity @ 40°C cSt ASTM D445 59.34 Viscosity @ 100°C cSt ASTM D445 9.34 Viscosity Index ASTM D2270 138 Pour Point °C (°F) ASTM D5950 -42C (-44 F) Brookfield Viscosity at -35°C, cP ASTM D2983 37,292 Brookfield Viscosity at -20°C, cP ASTM D2983 3,819 Color ASTM D1500 2 Zinc, wt. -

Hydraulic Fluids 1
HYDRAULIC FLUIDS 1 1. PUBLIC HEALTH STATEMENT This public health statement tells you about hydraulic fluids and the effects of exposure. The Environmental Protection Agency (EPA) identifies the most serious hazardous waste sites in the nation. These sites make up the National Priorities List (NPL) and are the sites targeted for long-term federal cleanup. Hydraulic fluids have been found in at least 10 of the 1,428 current or former NPL sites. However, it’s unknown how many NPL sites have been evaluated for these substances. As more sites are evaluated, the sites with hydraulic fluids may increase. This is important because exposure to these substances may harm you and because these sites may be sources of exposure. When a substance is released from a large area, such as an industrial plant, or from a container, such as a drum or bottle, it enters the environment. This release does not always lead to exposure. You are exposed to a substance only when you come in contact with it. You may be exposed by breathing, eating, or drinking the substance or by skin contact. If you are exposed to hydraulic fluids, many factors determine whether you’ll be harmed. These factors include the dose (how much), the duration (how long), and how you come in contact with it. You must also consider the other chemicals you’re exposed to and your age, sex, diet, family traits, lifestyle, and state of health. 1 .1 WHAT ARE HYDRAULIC FLUIDS? Hydraulic fluids are a very large class of materials that are used in machines and equipment to. -

NOTICE FEDERAL AVIATION ADMINISTRATION Effective Date: National Policy 8/3/16 Cancellation Date: 8/3/17
U.S. DEPARTMENT OF TRANSPORTATION N 8900.374 NOTICE FEDERAL AVIATION ADMINISTRATION Effective Date: National Policy 8/3/16 Cancellation Date: 8/3/17 SUBJ: Revised FAA-Approved Deicing Program Updates, Winter 2016-2017 1. Purpose of This Notice. This notice provides inspectors with information on holdover times (HOT) and recommendations on various other ground deicing/anti-icing issues. 2. Audience. The primary audience for this notice is Flight Standards District Office (FSDO) principal operations inspectors (POI) responsible for approving an air carrier’s deicing program. The secondary audience includes Flight Standards Service (AFS) personnel in FSDOs, branches, and divisions in the regions and at headquarters (HQ). 3. Where You Can Find This Notice. You can find this notice on the MyFAA employee Web site at https://employees.faa.gov/tools_resources/orders_notices. Inspectors can access this notice through the Flight Standards Information Management System (FSIMS) at http://fsims.avs.faa.gov. Operators can find this notice on the Federal Aviation Administration’s (FAA) Web site at http://fsims.faa.gov. This notice is available to the public at http://www.faa.gov/regulations_policies/orders_notices. Note: The FAA Holdover Time Guidelines for 2016-2017 and related tables referenced in this document can be found on the Air Transportation Division’s (AFS-200) Aircraft Ground Deicing Web site at http://www.faa.gov/other_visit/ aviation_industry/airline_operators/airline_safety/deicing. 4. Cancellation. Notice N 8900.335, Revised FAA-Approved Deicing Program Updates, Winter 2015-2016, dated November 18, 2015, is canceled. 5. Background. Title 14 of the Code of Federal Regulations (14 CFR) part 121, § 121.629(c) requires that part 121 certificate holders have an approved ground deicing/anti-icing program. -

Hydraulic Fluid Quick Reference Hägglunds Products
RE 15414/08.2019 Replaces: 01.2015 Hydraulic fluid quick reference Hägglunds products Contents 1 Hydraulic fluid quick reference 2 1.1 Applicable fluids 2 1.2 Viscosity Limits 3 1.3 Down-rating 3 1.4 Seal and primer compatibility 3 1.5 Additional demands 4 RE 15414/08.2019, Bosch Rexroth AB 2/4 Hägglunds products | Hydraulic fluid quick reference 1 Hydraulic fluid quick reference 1.1 Applicable fluids Only hydraulic fluids by the standards given in Table 1 are Bosch Rexroth’s Hägglunds radial piston hydraulic motors suggested. Fluids complying to other standards only, are are primarily designed to operate on conventional petro- not approved. leum based hydraulic fluids. Table 1: Standards for detailed requirements of respective fluid group. To get a well working drive system it is very important to ISO 11158 ISO 15380 ISO 12922 follow the recommendations given in this instruction. Mineral oil based and Environmentally Fire resistant Improper hydraulic fluid might cause a shorter service life mineral oil related acceptable hydraulic hydraulic fluids or in worst case lead to instant failure. hydraulic fluids fluids Within these standards, not all fluid classes are allowed, and only some are recommended (see Table 2). NOTICE Wrong hydraulic fluid for Hägglunds motors Table 2: Applicable fluids by designation according to ISO 6743-4. Risk of damage to equipment and impact on service Recommended Allowed Not allowed life for Hägglunds motors HM HV [mineral] 1) HH ▶ Fluids HFDU other than polyol esters are not allowed HV no VI improver HEPR HL [e.g. PAO] HEES [saturated] HETG HR Wrong hydraulic fluid for Hägglunds accessories HEES [un-saturated] HG Risk of damage to equipment and impact on service life HFB 2) 3) HFA for accessories Hägglunds MDA brakes (HFAE and HFAS) ▶ Fluids HFB, HFC and HFD are not allowed HFC 2) 3) HEPG HFDU 2) 3) 5) HFDU [Non-polyol ester] HFDR 2) 3) 4) Wrong hydraulic fluid for CBm motors Risk of damage to equipment and impact on service life 1) Recommended to be without VI improver. -
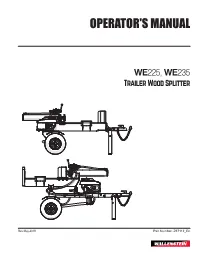
Operator's Manual
OPERATOR'S MANUAL WE225, WE235 Trailer Wood Splitter Rev May-2019 Part Number: Z97112_En WE225, WE235 Introduction Trailer Wood Splitter 1. Introduction Review all safety, operation and maintenance information contained in this manual. 1.1 Foreword WARNING! Congratulations on choosing a Wallenstein Trailer Wood Do not attempt to start or operate the machine Splitter! without thoroughly reviewing this manual for This high-quality machine is designed and manufactured safe and proper operation. to meet the needs of an efficient wood splitting operation. Keep this manual with the machine at all times. This manual covers the Wallenstein 20 ton WE Series W034 trailer wood splitters. Model Variants Covered in this Manual • WE225 (Horizontal splitting only) • WE235 (Horizontal and vertical splitting) Units of measurement in Wallenstein Equipment technical manuals are written as: US Customary (SI metric) Keep this manual handy for frequent reference and to pass on to new operators or owners. Call your Wallenstein dealer or distributor if you need assistance, information or additional copies of the manuals. Wallenstein Equipment Inc. • © 2019 www.wallensteinequipment.com 2 WE225, WE235 Trailer Wood Splitter Introduction Table of Contents 1. Introduction ............................................................2 7. Storing the Wood Splitter ...................................32 1.1 Foreword .........................................................2 7.1 Removing from Storage .................................32 1.2 Delivery Inspection Report ..............................4 -

80, 70, 65 SERIES QUEEN AIR Ground Handling Anti-Ice Reservoir
80, 70, 65 SERIES QUEEN AIR Ground Handling Anti-ice Reservoir Access to the anti-ice reservoir is gained by opening a panel located in the left wing, between the nacelle and the fuselage. Capacity: 3 gals.; Fluid type: Spec TT-I-735 Battery The aircraft electrical system utilizes a 24V, Ni-Cad battery, located in the left engine nacelle behind the firewall. Access is gained by removing the electrical equipment compartment door. NOTE: There are two optional installations where the battery may be on the left forward side of baggage compartment and accessible through the left baggage door, or in the nosecone and accessible by removing the nosecone. Emergency Exits Left rear cabin door. Rear cabin window on right side has emergency release. External Power An external power receptacle is located on the outboard side of the left engine nacelle and uses a standard AN-type plug. This aircraft requires a 28V, DC, negative ground power unit. CAUTION: Battery switch must be ON and all electrical switches OFF prior to connecting ground power unit plug; assure that avionics power is OFF prior to turning the ground power unit ON. Battery must be ON anytime ground power unit is in use. Alternator or generator switch must be OFF while using external power. Fueling Standard configuration incorporates one main G tank and two aux tanks in each wing. The main tank is located inboard of the engine nacelles and the aux tanks are outboard. There are also two optional fuel configurations which may have been used. System capacity: LEADING MAINS EDGE AUXS BOX SECTION AUX Std. -
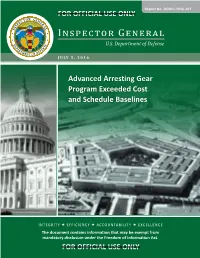
Dodig-2016-107 for Official Use Only
Report No. DODIG-2016-107 FOR OFFICIAL USE ONLY U.S. Department of Defense InspectorJULY 5, 2016 General Advanced Arresting Gear Program Exceeded Cost and Schedule Baselines INTEGRITY EFFICIENCY ACCOUNTABILITY EXCELLENCE The document contains information that may be exempt from mandatory disclosure under the Freedom of Information Act. FOR OFFICIAL USE ONLY FOR OFFICIAL USE ONLY INTEGRITY EFFICIENCY ACCOUNTABILITY EXCELLENCE Mission Our mission is to provide independent, relevant, and timely oversight of the Department of Defense that supports the warfighter; promotes accountability, integrity, and efficiency; advises the Secretary of Defense and Congress; and informs the public. Vision Our vision is to be a model oversight organization in the Federal Government by leading change, speaking truth, and promoting excellence—a diverse organization, working together as one professional team, recognized as leaders in our field. Fraud, Waste, & Abuse HOTLINE Department of Defense dodig.mil/hotline|800.424.9098 For more information about whistleblower protection, please see the inside back cover. FOR OFFICIAL USE ONLY FOR OFFICIAL USE ONLY Advanced Arresting Gear Program Exceeded Cost Resultsand Schedule Baselinesin Brief July 5, 2016 Finding (cont’d) Objective As a result, major AAG system components required costly redesign, which delayed developmental testing and will Our objective was to determine whether further postpone delivery of the full AAG system capability the Navy was effectively managing the to the CVN-78 aircraft carrier. AAG hardware and software acquisition requirements and testing for the component failures and test site preparation led to the AAG Advanced Arresting Gear (AAG) program. program exceeding the Acquisition Category I threshold The arresting gear is the system responsible for Research, Development, Test, and Evaluation (RDT&E) for stopping aircraft while landing on the costs. -

Vpa Report 2002-12-05
UNCLASSIFIED NAVAL AIR WARFARE CENTER AIRCRAFT DIVISION PATUXENT RIVER, MARYLAND TECHNICAL REPORT REPORT NO: NAWCADPAX/TR-2002/71 REVIEW OF THE CARRIER APPROACH CRITERIA FOR CARRIER-BASED AIRCRAFT PHASE I; FINAL REPORT by Thomas Rudowsky Stephen Cook Marshall Hynes Robert Heffley Melvin Luter Thomas Lawrence CAPT Robert Niewoehner Douglas Bollman Page Senn Dr. Wayne Durham Henry Beaufrere Michael Yokell Albert Sonntag Approved for public release; distribution is unlimited. UNCLASSIFIED DEPARTMENT OF THE NAVY NAVAL AIR WARFARE CENTER AIRCRAFT DIVISION PATUXENT RIVER, MARYLAND NAWCADPAX/TR-2002/71 REVIEW OF THE CARRIER APPROACH CRITERIA FOR CARRIER-BASED AIRCRAFT - PHASE I; FINAL REPORT by Thomas Rudowsky Stephen Cook Marshall Hynes Robert Heffley Melvin Luter Thomas Lawrence CAPT Robert Niewoehner Douglas Bollman Page Senn Dr. Wayne Durham Henry Beaufrere Michael Yokell Albert Sonntag NAWCADPAX/TR-2002/71 REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704-0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instructions, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing this collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden, to Department of Defense, Washington Headquarters Services, Directorate for Information Operations and Reports (0704-0188), 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202-4302. Respondents should be aware that notwithstanding any other provision of law, no person shall be subject to any penalty for failing to comply with a collection of information if it does not display a currently valid OMB control number. -

Carrier Deck Launching of Adapted Land-Based Airplanes
DOI: 10.13009/EUCASS2017-275 7TH EUROPEAN CONFERENCE FOR AERONAUTICS AND SPACE SCIENCES (EUCASS) Carrier deck launching of adapted land-based airplanes HERNANDO, José-Luis and MARTINEZ-VAL, Rodrigo Department of Aircraft and Spacecraft School of Aerospace Engineering Universidad Politécnica de Madrid 28040Madrid, Spain [email protected]; [email protected] Abstract Harrier VTOL is the basic combat airplane for many Navies, but it will soon be retired from service. Three main alternatives appear: to incorporate another, already existing or under development airplane; to design a completely new aircraft; or to modify an existing land-based airplane for carrier suitability. The present paper is part of a study to assess the feasibility of the third option. In former papers the authors have addressed the compatibility of land-based airplanes with aircraft carriers and the details of the carrier approach guidance and recovery; and showed some major modifications required in wing structure and landing gear. The research proposed here studies the airplane performance during the launching manoeuvre, formed by a take-off run on the flat deck followed by a ski-jump. 1. Introduction Along its 100 years of existence naval aviation has progressed astonishingly, but it is still one of the most demanding environments for airplane operations: extremely short, moving runways; flight in rough air generated by the vessel’s superstructure wake and from the sea surface; etc [1-3]. Modern aircraft carriers are classified into three categories: vessels designed to operate only with thrust vectoring airplanes; ships designed for short take-off and arrested recovery (STOBAR); and carriers equipped with catapults and arresting devices (CATOBAR). -

Dynamic Analysis and Security Characteristics of Carrier-Based Aircraft Arresting in Yaw Condition
applied sciences Article Dynamic Analysis and Security Characteristics of Carrier-Based Aircraft Arresting in Yaw Condition Yiming Peng 1, Pengpeng Xie 2, Xiaohui Wei 1,* and Hong Nie 1,* 1 State Key Laboratory of Mechanics and Control of Mechanical Structures, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China; [email protected] 2 Key Laboratory of Fundamental Science for National Defense-Advanced Design Technology of Flight Vehicle, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China; [email protected] * Correspondence: [email protected] (X.W.); [email protected] (H.N.) Received: 22 January 2020; Accepted: 5 February 2020; Published: 13 February 2020 Abstract: In order to research the safety characteristics of carrier-based aircraft in yaw arrest, a complete dynamic model of the arresting system of a certain type of aircraft was developed to understand more about its dynamic properties. Based on the discrete kink-wave model, a simulation of centering arrest was conducted. The simulation results were compared with experimental data from the United States (US) military standards, demonstrating that the basic changing laws are almost the same. On the basis of centering arrest, a simulation of yaw arrest was carried out. The results show that in yaw state, the difference in the lengths of the arresting cables on either side of the hook is smaller in the early stage after the hook hangs on the rope, which leads to little influence on load fluctuation produced by the kink-wave. With the increase in arresting distance, the difference in the lengths of the arresting cables on either side becomes larger, resulting in a situation in which the cable tension on the departure side will gradually become greater than that on the opposite side. -

Hydraulic Power Units
STANDARD HYDRAULIC POWER UNITS NV - VERTICAL STYLE POWER UNIT NH - HORIZONTAL STYLE POWER UNIT NSP STYLE POWER UNIT Table of Contents NV VERTICAL STYLE POWER UNIT....................................................................Page General Information...................................................................................................................................3 Technical Information - Table “A” & “B”.................................................................................................4 How-to-Order - Reservoir.............................................................................................................................5 How-to-Order - Manifold..............................................................................................................................6 Unit Specification Work Sheet..................................................................................................................7 Hydraulic Schematics.................................................................................................................................8 Unit Drawing..........................................................................................................................................9-10 Manifold Dimensional Information.........................................................................................................11 Optional Component Information and Bolt Kit Model Numbers.........................................................12 NH HORIZONTAL STYLE POWER