Manufacturing Glossary a Guide to Industry Terms
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
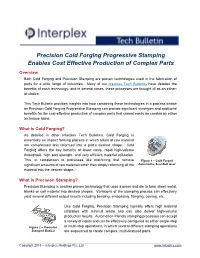
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

Numerical Control (NC) Fundamentals
Lab Sheet for CNC Laboratory Department of Production Engineering and Metallurgy Prepared by: Dr. Laith Abdullah Mohammed Production Engineering – CNC Lab Lab Sheet Numerical Control (NC) Fundamentals What is Numerical Control (NC)? Form of programmable automation in which the processing equipment (e.g., machine tool) is controlled by coded instructions using numbers, letter and symbols - Numbers form a set of instructions (or NC program) designed for a particular part. - Allows new programs on same machined for different parts. - Most important function of an NC system is positioning (tool and/or work piece). When is it appropriate to use NC? 1. Parts from similar raw material, in variety of sizes, and/or complex geometries. 2. Low-to-medium part quantity production. 3. Similar processing operations & sequences among work pieces. 4. Frequent changeover of machine for different part numbers. 5. Meet tight tolerance requirements (compared to similar conventional machine tools). Advantages of NC over conventional systems: Flexibility with accuracy, repeatability, reduced scrap, high production rates, good quality. Reduced tooling costs. Easy machine adjustments. More operations per setup, less lead time, accommodate design change, reduced inventory. Rapid programming and program recall, less paperwork. Faster prototype production. Less-skilled operator, multi-work possible. Limitations of NC: · Relatively high initial cost of equipment. · Need for part programming. · Special maintenance requirements. · More costly breakdowns. Advantages -

Ijarset 12320
ISSN: 2350-0328 International Journal of Advanced Research in Science, Engineering and Technology Vol. 6, Issue 12 , December 2019 Support of Software Projects at Local Industrial Enterprises SH.N.Fayzimatov, A.M.Gafurov P.G. Doctor of technical sciences, professor Department of “Mechanical engineering and automation”, Fergana Polytechnic Institute, Fergana, Uzbekistan Assistant department of “Mechanical engineering and automation”, Fergana Polytechnic Institute, Fergana, Uzbekistan ABSTRACT: In conditions of increasing globalization at modern production facilities, the ability of a modern engineering company to compete in the production of high-tech products is determined by the technological capabilities of the product. These opportunities are represented by quality improvement, timely implementation and low economic costs. Increasing productivity in this direction is an important achievement in the development of modern engineering production. With the expansion of the product range, the dynamic development of such production involves a constant increase in the need for technological equipment of CAD / CAM / CAE systems. It is characterized by high-quality and resource-intensive production conditions, the development of new products, the development of technological systems and complex production technologies. KEY WORDS: system, G-code, RDB machine, software, production, design, details, cutting tool, cutting process I. INTRODUCTION Read more about the project, details of the maintenance, and the details of the technology and functional details of the role of the manufacturer in the production of machine tools. We are working on the problems of machine-to- machine forecasting. CAD / CAM / CAE. The role and importance of CAD / CAM / CAE systems in the design and manufacture of engineering products indicates that the design department at the manufacturing enterprise should take into account financial resources in the production and production of marketable products. -

MCIS Direct Numerical Control for NX CAM
MCIS Direct Numerical Control for NX CAM Connect NX CAM output directly to CNC machines Benefits Summary • Reduce NC data NX™ CAM software uses direct numerical control (DNC) connections from management costs for the Siemens’ Motion Control Information System (MCIS) to provide CNC file shop floor control to the shop floor. By directly linking CNC machines to NX CAM files, • Leverage user-friendly DNC enables NC programmers, shop floor managers, and machine tool interface to manage NC operators to easily organize, manage and transfer the correct NC programs to programs specified machines. • Reduce setup times • Automate NC program transfer to the machine tool • Keep NC data safe and backed up • Use Siemens’ SINUMERIK controllers without any additional hardware • Scalable to production requirements Connecting NX CAM data to the shop floor DNC system for transfer to CNC machines. NX machining and manufacturing solutions combine to ensure that parts are manufactured on-time and to specification by helping planning and production departments to work together more efficiently with the right data. The MCIS-DNC system can be configured to automatically transfer NC program files posted directly from NX CAM to the proper machine tools on the network. This gaurantees that the right NC program is always loaded on the right machine. Automatically route NX CAM data to the shop floor Using MCIS-DNC Explorer to manage You can generate enhanced NC programs from NX CAM that include special NC programs and related files on the instructions the DNC system can use to automatically route programs to shop floor. specified machines and operators on the shop floor. -

ME 440: Numerically Controlled Machine Tools Outline
Outline – Introduction ME 440: Numerically Controlled Machine Tools • Basic Definitions – Machine Tools – Precision Engineering Introduction • Historical Developments • Numerical Control Assistant Prof. Melik Dölen • Direct Numerical Control Department of Mechanical Engineering • CtNilCtlComputer Numerical Control • Distributed Numerical Control Middle East Technical University – Flexible Manufacturing Systems Chapter 1 ME 440 2 Definition of Machine Tool Conventional Machine Tools • Milling Mac hine • A machine used for sculpturing metal and • Lathe other substances to the desired form. • Drilling/Boring Machine • A machine system utilized for producing • Shaper/Planer machine par ts an d e lemen ts. • Grinding Machine •A machine tool is a powered mechanical • Filing Machines device, typically used to fabricate metal • Sawing Machines comppyonents of machines by the selective removal of metal. Chapter 1 ME 440 3 Chapter 1 ME 440 4 Non-traditional Machine Tools Machining Accuracy • Electro-Discharge Machine • Wire EDM • Plasma Cutter • Electron Beam Machine • Laser Beam Machine Chapter 1 ME 440 5 Chapter 1 ME 440 6 Ultraprecision Machining History of Machine Tools Processes • 1770: Simple production machines • Single-point diamond and mechanization – at the turning and CBN beggginning of the industrial cutting revolution. • 1920: Fixed automatic mechanisms • Abrasive/erosion and transfer lines for mass processes (fixed and production. free) • 1945: Machine tools with simple automatic control, such as plug • Chemical/corrosion board controllers. processes (etch- • 1952: Invention of numerical control machining) (NC). Chapter 1 ME 440 7 Chapter 1 ME 440 8 History of Machine Tools (Cont’ d) History of Machine Tools (Cont’d) • 1961: First commercial Industrial robot. • 1972: First CNCs introduced. • 1978: Flexible manufacturing system (FMS); contains CNCs, robots, material transfer system. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

Progressive Stampings
Perfection Spring and Stamping Corp. Defining What We Do…. Progressive Stampings Progressive (punch and blanking) die with strip and punchings. Progressive stamping is a metalworking method that can encompass punching, coining, bending and several other ways of modifying metal raw material, combined with an automatic feeding system. The feeding system pushes a strip of metal (as it unrolls from a coil) through all of the stations of a progressive stamping die. Each station performs one or more operations until a finished part is made. The final station is a cutoff operation, which separates the finished part from the carrying web. The carrying web, along with metal that is punched away in previous operations, is treated as scrap metal. The progressive stamping die is placed into a reciprocating stamping press. As the press moves up, the top die moves with it, which allows the material to feed. When the press moves down, the die closes and performs the stamping operation. With each stroke of the press, a completed part is removed from the die. Since additional work is done in each "station" of the die, it is important that the strip be advanced very precisely so that it aligns within a few thousandths of an inch as it moves from station to station. Bullet shaped or conical "pilots" enter previously pierced round holes in the strip to assure this alignment since the feeding mechanism usually cannot provide the necessary precision in feed length. The dies are usually made of tool steel to withstand the high shock loading involved, retain the necessary sharp cutting edge, and resist the abrasive forces involved. -
COMPUTER INTEGRATED MANUFACTURING TECHNOLOGIES Course Objectives
COURSE MATERIAL III Year B. Tech I- Semester MECHANICAL ENGINEERING COMPUTER INTEGRATED MANUFUCTING TECHNOLOGIES R18A0312 MALLA REDDY COLLEGE OF ENGINEERING & TECHNOLOGY DEPARTMENT OF MECHANICAL ENGINEERING (Autonomous Institution-UGC, Govt. of India) Secunderabad-500100, Telangana State, India. www.mrcet.ac.in MALLA REDDY COLLEGE OF ENGINEERING & TECHNOLOGY (Autonomous Institution – UGC, Govt. of India) DEPARTMENT OF MECHANICAL ENGINEERING CONTENTS 1. Vision, Mission & Quality Policy 2. Pos, PSOs & PEOs 3. Blooms Taxonomy 4. Course Syllabus 5. Lecture Notes (Unit wise) a. Objectives and outcomes b. Notes c. Presentation Material (PPT Slides/ Videos) d. Industry applications relevant to the concepts covered e. Question Bank for Assignments f. Tutorial Questions 6. Previous Question Papers www.mrcet.ac.in MALLA REDDY COLLEGE OF ENGINEERING & TECHNOLOGY (Autonomous Institution – UGC, Govt. of India) VISION To establish a pedestal for the integral innovation, team spirit, originality and competence in the students, expose them to face the global challenges and become technology leaders of Indian vision of modern society. MISSION To become a model institution in the fields of Engineering, Technology and Management. To impart holistic education to the students to render them as industry ready engineers. To ensure synchronization of MRCET ideologies with challenging demands of International Pioneering Organizations. QUALITY POLICY To implement best practices in Teaching and Learning process for both UG and PG courses meticulously. To provide state of art infrastructure and expertise to impart quality education. To groom the students to become intellectually creative and professionally competitive. To channelize the activities and tune them in heights of commitment and sincerity, the requisites to claim the never - ending ladder of SUCCESS year after year. -

Standard Products Catalog
Combined Technologies Group, Inc. www.comtechgrp.com Standard Products Catalog 6061 Milo Road Dayton, OH 45414 Phone: 937-274-4866 Fax: 937.274.1881 Email: [email protected] Table of Contents Standard Products Catalog Die Cast/Foundry Products Item Page No. About the Company ..................................................................................................2 Robotic Die Cast Extraction System ...........................................................................4 Robotic Die Spraying System .....................................................................................5 Die Lube Mixing ........................................................................................................6 Robotic Ladle (molten metal delivery) ........................................................................7 Water Quench Tanks .................................................................................................8 Static Air Coolers ......................................................................................................9 Degate Press ...........................................................................................................10 Manual Trim Press ................................................................................................... 11 Shuttle Bed Trim Press .............................................................................................12 Fume Hoods ...........................................................................................................13 -

Sorting of Automotive Manufacturing Wrought Aluminum Scrap
Sorting of Automotive Manufacturing Wrought Aluminum Scrap A Major Qualifying Project Submitted to the Faculty of Worcester Polytechnic Institute in partial fulfillment of the requirements for the Degree in Bachelor of Science in Mechanical Engineering By Shady J. Zummar Ghazaleh Date: 04/26/2018 Sponsoring Organization: Metal Processing Institute Approved by: ________________________________________ Professor Diran Apelian Alcoa-Howmet Professor of Engineering, Advisor Founding Director of Metal Processing Institute Abstract An increase of 250% in wrought aluminum usage in automotive manufacturing is expected by 2020. Consequently, the generation of new aluminum sheet scrap will also increase. Producing secondary aluminum only emits 5% of the CO2 compared to primary aluminum – a significant 95% decrease. With the advent of opto-electronic sorting technologies, recovery and reuse of new aluminum scrap (generated during manufacturing) is at hand. A series of interviews with industrial experts and visits to automotive stamping plants were performed in order to identify: (i) the most common wrought aluminum alloys from which scrap is generated; (ii) the present scenario — how scrap is collected today; and (iii) the types of contamination that must be accounted for during and after sortation. Recommendations are made herein that will support the development of an optimized scrap management system including sorting criteria that will enable closed loop recycling. 2 Table of Contents Abstract 2 Table of Contents 3 Acknowledgements 5 1 Introduction -

17 Basic Metal & Fabricated Metal Products
THE DIRECTORY OF ISO 14001 CERTIFIED COMPANIES IN HONG KONG (A total of 986 ISO 14001 Certificates as at December 2019) Experience Sharing on EAC ISO 14000 by Accreditation No. Company Name Scope Cert body Implementing Code Industrial Sectors scheme ISO14001 1 Administration Office: 17 Basic Metal & Manufacturing of Precision Metal Parts and Assembly; Design and Manufacturing of Germany - TGA TUV NORD Hong Kong Ltd. Yuen Hing Tai Metel Fabricated Metal Precision Dies Factory Ltd. Products Design and Manufacturing Site: Kwong Fung Metal Ltd. 2 Asahi Group Company 17 Basic Metal & Manufacture of progressive metal stamping and conventional stamping products UKAS SGS Hong Kong Limited Limited Fabricated Metal (System & Service Products Certification) 3 General (H.K.) 17 Basic Metal & Manufacture of metal parts for computers, printers, office machineries, audio-visual CNAS, HKCAS Hong Kong Quality Mechanical Designs Fabricated Metal appliances and precision electrical appliances Assurance Agency Ltd. Products 4 Golik Metal Industrial 17 Basic Metal & Supply, stockholding and manufacture steel wire to BS 4482, steel bar to BS 4449, welded UKAS + HKAS SGS Hong Kong Limited Company Ltd./ Golik Fabricated Metal fabric to BS 4483, and steel reinforcement cages for concrete to BS 7123 and BS EN ISO (System & Service Steel (HK) Limited / Products 17660-2 Certification) Golik Metal Manufacturing Supply and stockholding of reinforcing bars to BS 4449 and CS2 (class 1 and class 2), Company Ltd Steel H-beam, steel sheet piles, steel products and construction