Oxidative Coupling of Methane to Ethylene
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hydrogen Transfer and Activation of Propane and Methane on ZSM5-Based Catalysts
Catalysis Letters 21 (1993) 55-70 55 Hydrogen transfer and activation of propane and methane on ZSM5-based catalysts Enrique Iglesia 1 and Joseph E. Baumgartner Corporate Research Laboratories, Exxon Research and Engineering, Route 22 East, Annandale, NJ08801, USA Received 12 April 1993; accepted 4 June 1993 Hydrogen exchange between undeuterated and perdeuterated light alkanes (CD4-C3Hs, C3Ds-C3Hs) occurs on H-ZSM5 and on Ga- and Zn-exchanged H-ZSM5 at 773 K. Alkane conversion to aromatics occurs much more slowly because it is limited by rate of disposal of H-atoms formed in C-H scission steps and not by C-H bond activation. Kinetic coupling of these C-H activation steps with hydrogen transfer to acceptor sites (Ga n+, Znm+) and ulti- mately to stoichiometric hydrogen acceptors (H+, CO2, 02, CO) often increases alkane activa- tion rates and the selectivity to unsaturated products. Reactions of 13CH4/C3H8 mixtures at 773 K lead only to unlabelled alkane, alkene, and aromatic products, even though exchange between CD4 and C3H8 occurs at these reaction conditions. This suggests that the non- oxidative conversion of CH4 to higher hydrocarbons on solid acids is limited by elementary steps that occur after the initial activation of C-H bonds. Keywords: Hydrogen transfer; light alkane reactions; deuterium cross-exchange reactions; alkane aromatization 1. Introduction Recent studies suggest that electrophilic activation of light alkanes occurs on superacid catalysts [1] and on Hg-based organometallic complexes [2] at low tem- peratures, and on weaker solid acids at higher temperatures [3-9], apparently via heterolytic cleavage of C-H bonds or intermediate partial oxidation of methane to methanol. -
ITP Chemicals: from Natural Gas to Ethylene Via Methane
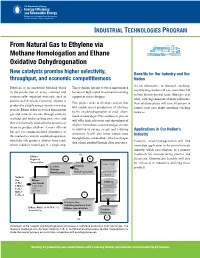
. INDUSTRIAL TECHNOLOGIES PROGRAM From Natural Gas to Ethylene via Methane Homologation and Ethane Oxidative Dehydrogenation New catalysts promise higher selectivity, Benefits for Our Industry and Our throughput, and economic competitiveness Nation As an alternative to thermal cracking, Ethylene is an important building block This technique has not yet been implemented oxydehydrogenation will save more than 640 in the production of many common and because of high capital investment in existing trillion British thermal units (Btu) per year commercially important materials, such as equipment and techniques. while reducing emissions of many pollutants. plastics and chemicals. Currently, ethylene is This project seeks to develop catalysts that New ethylene plants will save 50 percent in produced in a highly energy-intensive two-step will enable direct production of ethylene capital costs over plants installing cracking process. Ethane is firstrecovered from natural by the oxydehydrogenation of crude ethane furnaces. gas and refinery streams through catalytic found in natural gas. This exothermic process cracking and hydrocracking processes, and will offer high selectivity and throughput of then it is thermally cracked in the presence of ethylene from ethane-concentrated gas streams steam to produce ethylene. A more efficient in addition to saving energy and reducing Applications in Our Nation’s but not yet commercialized alternative to emissions. It will also lower capital costs this method is catalytic oxydehydrogenation, Industry through the use crude ethane, which is cheaper which directly produces ethylene from crude than ethane purified through other processes. Catalytic oxydehydrogenation will find ethane found in natural gas in a single step. immediate application in the petrochemicals industry, which uses ethylene as a primary O2 feedstock for manufacturing plastics and Ethane- Depleted C B chemicals. -
Ethylene Dichloride (Edc) Handbook
ETHYLENE DICHLORIDE (EDC) HANDBOOK OXYCHEM TECHNICAL INFORMATION 11/2014 Dallas-based Occidental Chemical Corporation is a leading North American manufacturer of basic chemicals, vinyls and performance chemicals directly and through various affiliates (collectively, OxyChem). OxyChem is also North America's largest producer of sodium chlorite. As a Responsible Care® company, OxyChem's global commitment to safety and the environment goes well beyond compliance. OxyChem's Health, Environment and Safety philosophy is a positive motivational force for our employees, and helps create a strong culture for protecting human health and the environment. Our risk management programs and methods have been, and continue to be, recognized as some of the industry's best. OxyChem offers an effective combination of industry expertise, experience, on line business tools, quality products and exceptional customer service. As a member of the Occidental Petroleum Corporation family, OxyChem represents a rich history of experience, top-notch business acumen, and sound, ethical business practices. 1 Table of Contents Page Introduction to Ethylene Dichloride ............................................................................................................ 3 Manufacturing .................................................................................................................................................. 3 Ethylene Dichloride (EDC) — Uses ................................................................................................................ -
Environlmental ASSESSMENT METHYL CHLORIDE VIA
DOEEA-1157 ENVIRONlMENTAL ASSESSMENT METHYL CHLORIDE VIA OXYHYDROCHLOFUNATION OF METHANE: A BUILDING BLOCK FOR CHEMICALS AND FUELS FROM NATURAL GAS DOW CORNING CORPORATION CARROLLTON, KENTUCKY SEPTEMBER 1996 U.S. DEPARTMENT OF ENERGY PITTSBURGH ENERGY TECHNOLOGY CENTER CUM ~~~~~~~~ DOEEA-1157 ENVIRONlMENTAL ASSESSMENT METHYL CHLORIDE VIA OXYHYDROCHLORINATION OF METHANE: A BUILDING BLOCK FOR CHEMICALS AND FUELS FROM NATURAL GAS DOW CORNING CORPORATION CARROLLTON, KENTUCKY SEPTEMBER 1996 U.S. DEPARTMENT OF ENERGY PITTSBURGH ENERGY TECHNOLOGY CENTER Portions of this document may be illegible in electronic image products. Image are produced from the best available original document. &E/,Etq --,/s7 FINDING OF NO SIGNIFICANT IMPACT FOR THE PROPOSED METHYL CHLORIDE VIA OXYHYDROCHLORINATION OF METHANE PROJECT AGENCY: U.S. Department of Energy (DOE) ACTION: Finding of No Significant Impact (FONSI) SUMMARY: DOE has prepared an Environmental Assessment (EA) (DOE/EA-1157) for a project proposed by Dow Corning Corporation to demonstrate a novel method for producing methyl chloride (CH,Cl). The project would involve design, construction, and operation of an engineering-scale oxyhydrochlorination (OHC) faci 1 i ty where methane, oxygen, and hydrogen chloride (HC1) would be reacted in a fixed-bed reactor in the presence of highly selective, stable catalysts. Unconverted methane, light hydrocarbons and HC1 would be recovered and recycled back to the OHC reactor. The methyl chloride would be absorbed in a solvent, treated by solvent stripping and then purified by distillation. Testing of the proposed OHC process would be conducted at Dow Corning's production plant in Carrollton, Carroll County, Kentucky, over a 23-month period. Based on the analyses in the EA, the DOE has determined that the proposed action is not a major Federal action significantly affecting the quality of the human environment as defined by the National Environmental Policy Act (NEPA) of 1969. -

Catalytic Reaction of Carbon Dioxide with Methane on Supported Noble Metal Catalysts
catalysts Review Catalytic Reaction of Carbon Dioxide with Methane on Supported Noble Metal Catalysts András Erd˝ohelyi Institute of Physical Chemistry and Materials Science, University of Szeged, Rerrich Béla tér 1, H-6720 Szeged, Hungary; [email protected]; Tel.: +36-62-343-638; Fax: +36-62-546-482 Abstract: The conversion of CO2 and CH4, the main components of the greenhouse gases, into synthesis gas are in the focus of academic and industrial research. In this review, the activity and stability of different supported noble metal catalysts were compared in the CO2 + CH4 reaction on. It was found that the efficiency of the catalysts depends not only on the metal and on the support but on the particle size, the metal support interface, the carbon deposition and the reactivity of carbon also influences the activity and stability of the catalysts. The possibility of the activation and dissociation of CO2 and CH4 on clean and on supported noble metals were discussed separately. CO2 could dissociate on metal surfaces, this reaction could proceed via the formation of carbonate on the support, or on the metal–support interface but in the reaction the hydrogen assisted dissociation of CO2 was also suggested. The decrease in the activity of the catalysts was generally attributed to carbon deposition, which can be formed from CH4 while others suggest that the source of the surface carbon is CO2. Carbon can occur in different forms on the surface, which can be transformed into each other depending on the temperature and the time elapsed since their formation. Basically, two reaction mechanisms was proposed, according to the mono-functional mechanism the activation of both CO2 and CH4 occurs on the metal sites, but in the bi-functional mechanism the CO2 is activated on the support or on the metal–support interface and the CH on the metal. -

Toxicological Profile for Ethylbenzene
ETHYLBENZENE 151 5. PRODUCTION, IMPORT/EXPORT, USE, AND DISPOSAL 5.1 PRODUCTION Ethylbenzene is primarily produced by the alkylation of benzene with ethylene in liquid-phase slurry reactors promoted with aluminum chloride catalysts or by vapor-phase reaction of benzene with dilute ethylene-containing feedstock with a boron trifluoride catalyst supported on alumina (Cannella 2007; Clayton and Clayton 1981; HSDB 2009; Welch et al. 2005; Ransley 1984). Newer versions of the method employ synthetic zeolites in fixed-bed reactors as catalysts for alkylation in the liquid phase or narrow pore synthetic zeolites in fixed-bed reactors in the vapor phase (Welch et al. 2005). Other methods of manufacturing ethylbenzene include preparation from acetophenone, dehydrogenation of naphthenes, catalytic cyclization and aromatization, separation from mixed xylenes via fractionation, reaction of ethylmagnesium bromide and chlorobenzene, extraction from coal oil, and recovery from benzene-toluene-xylene (BTX) processing(Clayton and Clayton 1981; HSDB 2009; Ransley 1984; Welch et al. 2005). Commercial grades of ethylbenzene may contain small amounts of m-xylene, p-xylene, cumene, and toluene (HSDB 2009). Ethylbenzene is traditionally ranked as one of the top 50 chemicals produced in the United States. Table 5-1 shows the historical production volumes of ethylbenzene from 1983 to 2005 (C&EN 1994a, 1994b, 1995, 2006; Kirschner 1995). Table 5-2 lists the facilities in each state that manufacture or process ethylbenzene, the intended use, and the range of maximum amounts of ethylbenzene that are stored on site. There are currently 3,755 facilities that produce, process, or use ethylbenzene in the United States. The data listed in Table 5-2 are derived from the Toxics Release Inventory (TRI06 2008). -

ETHYLENE from METHANE (January 1994)
Abstract Process Economics Program Report No. 208 ETHYLENE FROM METHANE (January 1994) This report evaluates two routes for the production of ethylene from methane: the direct synthesis based on the oxidative coupling of methane, and the less direct chemistry of converting methanol (which is derived from methane via synthesis gas) in the presence of an aluminophosphate molecular sieve catalyst. Our evaluations indicate that at the present state of development, the economics of both routes are unattractive when compared with the steam pyrolysis of hydrocarbons. We analyze the results of our evaluations to define the technical targets that must be attained for success. We also present a comprehensive technical review that examines not only the two routes evaluated, but also some of the more promising alternative approaches, such as synthesis gas conversion via a modified Fischer-Tropsch process, ethanol synthesis by the homologation of methanol, and ethylene production via methyl chloride. This report will be of interest to petrochemical companies that produce or consume ethylene and to energy-based companies (or equivalent government organizations in various countries) that have access to or control large resources of methane-rich natural gas. PEP’91 SCN CONTENTS 1 INTRODUCTION 1-1 2 SUMMARY 2-1 TECHNICAL REVIEW 2-1 Oxidative Coupling 2-1 Methanol Conversion to Ethylene 2-3 Modified Fischer-Tropsch (FT) Process 2-3 Methanol Homologation 2-3 Conversion via Methyl Chloride 2-4 SRI’S PROCESS CONCEPTS 2-4 Ethylene from Methane by Oxidative -

Hydrogenation of Ethylene on Metallic Catalysts
S ro Hating Bure* M “"“^ piu&« Ubwu, Ml ®min’ JUN 2 1 1S68 A 1 1 1 2 mbESD NATX INST OF STANDARDS & TECH R.I.C. NSRDS-NBS 13 NSRDS 11 021 46250 ™SRDS.NB^ QC100 -U573 V13;1968 C.1 sH *- NBS-PUB-C 1964 ^f#Cf DftU NBS 'USUCATfONS Hydrogenation of Ethylene Metallic Catalysts U.S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS National Standard Reference Data Series National Bureau of Standards National Standard Reference Data System, Plan of Operation, NSRDS-NBS 1 — 15 cents* Thermal Properties of Aqueous Uni-univalent Electrolytes NSRDS-NBS 2 — 45 cents* Selected Tables of Atomic Spectra, Atomic Energy Levels and Multiplet Tables — Si II, Si ill, Si iv, NSRDS-NBS 3, Section 1—35 cents* Selected Tables of Atomic Spectra, Atomic Energy Levels and Multiplet Tables — Si I NSRDS — NBS 3, Section 2 — 20 cents* Atomic Transition Probabilities, Volume I, Hydrogen Through Neon, NSRDS-NBS 4 — $2.50* The Band Spectrum of Carbon Monoxide, NSRDS-NBS 5 — 70 cents* Tables of Molecular Vibrational Frequencies. Part 1, NSRDS-NBS 6 — 40 cents* High Temperature Properties and Decomposition of Inorganic Salts. Part 1. Sulfates, NSRDS-NBS 7-35 cents* Thermal Conductivity of Selected Materials, NSRDS-NBS 8 — $1.00* Tables of Biomolecular Gas Reactions, NSRDS-NBS 9 — $2.00* Selected Values of Electric Dipole Moments for Molecules in the Gas Phase, NSRDS- NBS 10 — 40 cents* Tables of Molecular Vibrational Frequencies, Part 2, NSRDS-NBS 11 — 30 cents* Tables for the Rigid Asymmetric Rotor: Transformation Coefficient from Symmetric to Asymmetric Bases Expectation Values of P\ and 4 NSRDS-NBS 12 — in press. -

Acetylene and Ethylene Hydrogenation on Alumina Supported Pd-Ag Model Catalysts
Catalysis Letters Vol. 108, Nos. 3–4, May 2006 (Ó 2006) 159 DOI: 10.1007/s10562-006-0041-y Acetylene and ethylene hydrogenation on alumina supported Pd-Ag model catalysts N.A. Khan,* S. Shaikhutdinov, and H.-J. Freund Department of Chemical Physics, Fritz-Haber-Institut der Max-Planck-Gesellschaft, Faradayweg 4-6, Berlin 14195, Germany Received 20 December 2005; accepted 20 January 2006 Adsorption and co-adsorption of ethylene, acetylene and hydrogen on Pd-Ag particles, supported on thin alumina films, have been studied by temperature programmed desorption (TPD). The TPD results show that adding of Ag to Pd suppresses overall hydrogenation activity but increases selectivity towards ethylene, i.e. similar to that observed on real catalysts. The results are rationalized on the basis of a complex interplay between surface and subsurface hydrogen species available in the system, whereby the latter species are the most critical for total hydrogenation of acetylene to ethane. KEY WORDS: hydrogenation; bimetallic catalysts; acetylene; palladium; silver. The selective hydrogenation of acetylene is an alumina film both at low pressures (with TPD) and high industrially important catalytic process in the large-scale pressures (up to 1 bar, using gas chromatography [16– production of polyethylene, where a small quantity of 18]. Under both conditions, the ethylene hydrogenation acetylene (<3%) is present in ethylene feedstock. reaction was found to be structure insensitive. In Commercially, it is preferred to reduce the acetylene contrast, hydrogenation of 2-pentenes exhibited a sig- content to less than 10 ppm, which needs 99% acet- nificant particle size effect [19]. These studies have ylene conversion in the excess of ethylene [1]. -

Kinetic Study of the Selective Hydrogenation of Acetylene Over Supported Palladium Under Tail-End Conditions
catalysts Article Kinetic Study of the Selective Hydrogenation of Acetylene over Supported Palladium under Tail-End Conditions Caroline Urmès 1,2, Jean-Marc Schweitzer 2, Amandine Cabiac 2 and Yves Schuurman 1,* 1 IRCELYON CNRS, UMR 5256, Univ Lyon, Université Claude Bernard Lyon 1, 2 avenue Albert Einstein, 69626 Villeurbanne Cedex, France; [email protected] 2 IFP Energies nouvelles, Etablissement de Lyon, Rond-point de l’échangeur de Solaize, BP3, 69360 Solaize, France; [email protected] (J.-M.S.); [email protected] (A.C.) * Correspondence: [email protected]; Tel.: +33-472445482 Received: 9 January 2019; Accepted: 31 January 2019; Published: 14 February 2019 Abstract: The kinetics of the selective hydrogenation of acetylene in the presence of an excess of ethylene has been studied over a 0.05 wt. % Pd/α-Al2O3 catalyst. The experimental reaction conditions were chosen to operate under intrinsic kinetic conditions, free from heat and mass transfer limitations. The data could be described adequately by a Langmuir–Hinshelwood rate-equation based on a series of sequential hydrogen additions according to the Horiuti–Polanyi mechanism. The mechanism involves a single active site on which both the conversion of acetylene and ethylene take place. Keywords: power-law; Langmuir–Hinshelwood; kinetic modeling; Pd/α-Al2O3 1. Introduction Ethylene is the largest of the basic chemical building blocks with a global market estimated at more than 140 million tons per year with an increasing growth rate. It is used mainly as precursor for polymers production, for instance polyethylene, vinyl chloride, ethylbenzene, or even ethylene oxide synthesis. -
The Methane CO2 Equivalence 1
Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Earth Syst. Dynam. Discuss., 3, 1–29, 2012 www.earth-syst-dynam-discuss.net/3/1/2012/ Earth System doi:10.5194/esdd-3-1-2012 Dynamics ESDD © Author(s) 2012. CC Attribution 3.0 License. Discussions 3, 1–29, 2012 This discussion paper is/has been under review for the journal Earth System The methane CO Dynamics (ESD). Please refer to the corresponding final paper in ESD if available. 2 equivalence O. Boucher Comparison of physically- and Title Page Abstract Introduction economically-based CO2-equivalences for methane Conclusions References Tables Figures O. Boucher J I Laboratoire de Met´ eorologie´ Dynamique, Institut Pierre Simon Laplace, UMR8539, CNRS – Universite´ Pierre et Marie Curie, 4 place Jussieu, 75252 Paris Cedex 05, France J I Received: 4 January 2012 – Accepted: 9 January 2012 – Published: 13 January 2012 Back Close Correspondence to: O. Boucher ([email protected]) Full Screen / Esc Published by Copernicus Publications on behalf of the European Geosciences Union. Printer-friendly Version Interactive Discussion 1 Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Abstract ESDD There is a controversy on the role methane (and other short-lived species) should play in climate mitigation policies and no consensus on what an optimal methane 3, 1–29, 2012 CO2-equivalence should be. We revisit this question by discussing the relative mer- 5 its of physically-based (i.e. Global Warming Potential or GWP and Global Temperature The methane CO2 change Potential or GTP) and socio-economically-based climate metrics. To this effect equivalence we use a simplified Global Damage Potential (GDP) that was introduced by earlier au- O. -

Methane Emissions in the United States: Sources, Solutions & Opportunities for Reductions
Methane Emissions in the United States: Sources, Solutions & Opportunities for Reductions May 23, 2019 Presentation Overview • U.S. methane emissions & sources • Why methane matters • Methane mitigation by emission source • Spotlight on Renewable Natural Gas • Helpful tools and resources 2 U.S. Greenhouse Gas Emission Sources Source: Inventory of U.S. Greenhouse Gas Emissions and Sinks: 1990-2017 3 2017 U.S. Methane Emissions, by Source Other Coal Mining 38.3 MMTCO2e 55.7 MMTCO2e Coal Mining 8% Wastewater Treatment 14.2 MMTCO2e Oil and Natural Gas Systems 31% Landfills 107.7 MMTCO2e Oil and Natural Total Methane Gas Systems Agriculture 36% Emissions 203.3 MMTCO2e 656.3 MMTCO2e Waste 19% Enteric Fermentation Other 6% 175.4 MMTCO2e Manure Management 61.7 MMTCO2e Source: Inventory of U.S. Greenhouse Gas Emissions and Sinks: 1990-2017 4 Why Methane Matters Positive Outcomes of Capturing and Using Methane Methane Emissions Better air and water quality Trap 28 times more Methane Mitigation heat than carbon dioxide over 100 years Improved human health Opportunity to capture Contribute to ground- and convert methane Increased worker safety level ozone pollution to useful energy Enhanced energy security Create industrial safety problem Economic growth Reduced odors 5 Methane Mitigation by Emission Source • Coal Mines • Oil and Natural Gas Systems • Agriculture (Manure Management and Enteric Fermentation) • Waste (Wastewater Treatment and Landfills) 6 8% 55.7 MMTCO2e Coal Mines Total 656.3 Methane is released from MMTCO2e coal and surrounding rock ▪ Coal strata due to mining activities. In abandoned mines and surface mines, methane might also escape to the atmosphere through natural fissures or other diffuse sources.