Drilling Speeds & Feeds
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
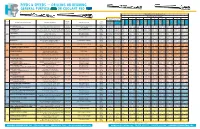
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

ROUTER BIT GEOMETRY Feed the Router Bit in Such a Manner So That in Moving Through the Terms Work It Has a Chance to Bite Or Cut Its Way Freely
Compression Spiral ROUTER BIT GEOMETRY Feed the router bit in such a manner so that in moving through the Terms work it has a chance to bite or cut its way freely. If the feedrate is too Helix Angle- Angle of the cutting flute, it is measured relative to the axis fast, strain and deflection will occur. If it is too slow, friction and of the cutting toot. burning will occur. Both too fast and too slow will decrease its life and cause breakage. Flute Fadeout- The length between the end of the cutting length and the begin of the shank length The router mechanism must be well maintained for any cutting tool to perform properly. Check the collet for wear regularly. Inspect tools for CEL- Cutting edge length. collet marks indicating slipping due to wear or dust build up. Check Shank Length- The length of the cutter shank that can be inserted into spindle on a dial indicator for run-out. Collet and run-out problems cause the collet. premature toot failure and associated production difficulties. Do not use OAL- Overall cutter length. adaptor bushings to reduce size of the collet on a routing or production basis. Tools will not perform properly in bushings over an extended CED- Cutting edge diameter. period of time. Bushings are for prototype, experimentation, test and Shank Diameter- The diameter of the shank to be inserted into the collet. evaluation and not for production. Single Flute Wherever possible, use a coolant when routing. Heat caused by Use for faster feed rates in softer materials. -

Milling Speeds & Feeds
MADE IN USA MILLING SPEEDS & FEEDS Carbide Tipped Speeds & feeds are starting recommendations only. Factors such as machine, fixture and tooling rigidity, horsepower available, coolant application and others will affect the performance significantly. Please read machine operators instructions and use all safety shields and glasses before performing these operations. Use these charts for carbide tipped milling cutters. IPT = Inches Per Tooth IPM = Inches Per Minute RPM = Rotations Per Minute SFPM = Surface Feet Per Minute Cutter Diameter = Diameter of the cutter in inches RPM=SFPM*3.82/CUTTER DIAMETER IPM=IPT*RPM*#TEETH APPLICATION - MILLS AND SAWS CLASS OF MATERIAL SURFACE FEET INCHES PER MATERIALS BRINELL PER MINUTE TOOTH (SFPM) (IPT) 30-150* ALUMINUM ALLOY - WROUGHT 1000-2000 .004-.008 (500kg) MAGNESIUM ALLOY 50-90* 750-1500 .004-.008 NON-FERROUS (SOFT) LEAD ALLOY 10-20* 300-1000 .004-.008 NON-METAL AND PLASTIC – 1500-3000 .004-.008 ZINC ALLOY - DIE CAST 80-100 750-1500 .005-.010 ALUMINUM BRONZE 40-175 200-600 .003-.006 BRASS ALLOY - LEADED AND 10-100Rb 400-800 .004-.008 NON-FERROUS FREE CUTTING (HARD) NICKEL SILVER 10-100Rb 200-400 .003-.006 COPPER ALLOY - TOUGH 40-200* 200-500 .004-.008 DUCTILE CAST IRON - AUSTENITIC 120-275 75-150 .002-.004 DUCTILE CAST IRON - FERRITIC 140-270 250-400 .003-.006 DUCTILE CAST IRON - MARTENSITIC 270-400 200-300 .003-.006 CAST IRON GRAY - PEARLITIC 220-320 120-300 .002-.004 GRAY - FERRITIC 110-240 250-425 .003-.006 MALLEABLE CAST IRON - 200-320 130-225 .002-.004 MARTENSITIC LOW AND MEDIUM CARBON STEEL -

Machining of Aluminum and Aluminum Alloys / 763
ASM Handbook, Volume 16: Machining Copyright © 1989 ASM International® ASM Handbook Committee, p 761-804 All rights reserved. DOI: 10.1361/asmhba0002184 www.asminternational.org MachJning of Aluminum and AlumJnum Alloys ALUMINUM ALLOYS can be ma- -r.. _ . lul Tools with small rake angles can normally chined rapidly and economically. Because be used with little danger of burring the part ," ,' ,,'7.,','_ ' , '~: £,~ " ~ ! f / "' " of their complex metallurgical structure, or of developing buildup on the cutting their machining characteristics are superior ,, A edges of tools. Alloys having silicon as the to those of pure aluminum. major alloying element require tools with The microconstituents present in alumi- larger rake angles, and they are more eco- num alloys have important effects on ma- nomically machined at lower speeds and chining characteristics. Nonabrasive con- feeds. stituents have a beneficial effect, and ,o IIR Wrought Alloys. Most wrought alumi- insoluble abrasive constituents exert a det- num alloys have excellent machining char- rimental effect on tool life and surface qual- acteristics; several are well suited to multi- ity. Constituents that are insoluble but soft B pie-operation machining. A thorough and nonabrasive are beneficial because they e,,{' , understanding of tool designs and machin- assist in chip breakage; such constituents s,~ ,.t ing practices is essential for full utilization are purposely added in formulating high- of the free-machining qualities of aluminum strength free-cutting alloys for processing in alloys. high-speed automatic bar and chucking ma- Strain-hardenable alloys (including chines. " ~ ~p /"~ commercially pure aluminum) contain no In general, the softer ailoys~and, to a alloying elements that would render them lesser extent, some of the harder al- c • o c hardenable by solution heat treatment and ,p loys--are likely to form a built-up edge on precipitation, but they can be strengthened the cutting lip of the tool. -

Drilling Activity
Oil and Gas Wells: Drilling Activity What is Drilling? In the oil and gas industry, drilling is a process that utilizes a mechanical rig Certificate of Restoration (CoR) - that is configured to bore a hole into the earth’s subsurface. Well activities are A CoR is a document issued by the Commission most commonly associated with drilling as wells are used in drilling operations certifying that an abandoned wellsite has been 17.4% for obtaining, developing, storing, injecting and/or the production of oil and restored to meet regulatory requirements. gas. Drilling Operations Abandoned - A well that is permanently closed off when no viable hydrocarbons are discovered or it Drilling operations require an enormous amount of resources, preparation, 13.0 % is depleted and no longer capable of producing expertise and personnel. A number of steps are required to prepare a location profitably. for drilling, to operate a drill site and finally to ultimately reclaim the site. A drilling rig typically consists of power system, hoisting system, rotating Inactive - A well that has not been decommissioned system and circulating system. The power system provides the main power but has not been active for 12 consecutive months. for the rig. The hoisting system raises and lowers the drill string in and out 28.9 % This number includes suspended wells which may of the hole and controls the weight on the drill bit during drilling. The rotating still have equipment on site as the permit holder may system turns the drill string and the drill bit to break the formation rocks. resume drilling in future. -

BAND SAW BLADES Welcome to ARNTZ Your Cutting Expert for the Entire World of Metals
2021 Edition FactBook BAND SAW BLADES Welcome to ARNTZ Your cutting expert for the entire world of metals. 225 years of manufacturing, 225 years of tools, 225 years of passion: We are proudly looking back on a long tradition while facing the future with excitement. Complex materials are opening up new markets and alloys are developing along with higher requirements of their products behind. This requires new and innovative cutting solutions. Our specialists are being challenged with the demands of many different markets – daily. We are familiar with the materials and their cross sections – over all industries and down to the detail. Our operational structures allow us to quickly and indivi- dually address the individual need of our customers and develop optimal solutions close to you. We will assist you from the first question up to fine-tuning. Even at your site if required. Saw blades from ARNTZ are high-performance tools – economical, precise and perfectly matched to the relevant application. Our actions are guided by our high quality standards and our passion for what we do. We deliver sawing technology „Made in Germany“ that you can depend on worldwide – promised ! Innovative cutting technology. Optimized operating processes and certified quality Our experienced service technicians provide in-depth expert controls are the foundation of ARNTZ’s high-end saw knowledge that has been adapted to fit your exact require- blades. Every single step in the production process goes ments. Alongside telephone assistance and on-site support, through our multilayered control system to guarantee we also offer training modules targeted to your require- our quality standards. -

Design & Fabrication of a Special Tool to Produce Square Hole
Available online at www.sciencedirect.com ScienceDirect Procedia Materials Science 6 ( 2014 ) 1823 – 1836 3rd International Conference on Materials Processing and Characterisation (ICMPC 2014) Design & Fabrication of a Special Tool to Produce Square Hole 1 2 3 Shailesh S. Sengar , Vaibhav Raghav , Chadaram Srinivasu 1,2 Dept. of Mechanical Engineering, M.R.I.U, Faridabad 3 Gokaraju Rangaraju Institute of engineering and Technology, Bachupally, Hyderabad, 520007. Abstract This paper discusses the mechanical design and simulation of a square hole producing tool based on Reuleaux Triangle. The main aim of this paper is to investigate how a circular motion can be converted into a square motion by purely a mechanical linkage; an application of which is to construct a special tool that drills exact square holes. A geometrical construction that fulfills the laid objective is Reuleaux Triangle. Additionally, for this geometry to work from a rotating drive (such as a drill press) one must force the Reuleaux triangle to rotate inside a square, and that requires a square template to constrain the Reuleaux triangle as well as a special coupling to address the fact that the center of rotation also moves. The practical importance of this enhancement is that the driving end can be placed in a standard drill press; the other end, when restricted to stay inside the ambient square, will yield a perfectly square locus and this can be turned into a working square-hole drill. The developed design had a success rate of 98.7% i.e it removed approximately 98.7% area of the desired square. The fabrication of the developed design in this paper has been done on Steel (EN8) that is ideal for soft surfaces but if harder materials are used, hard surfaces application is also possible. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

PEEK Machining Guidelines
Machining Guidelines – PEEK Machining Tidbits… • PEEK shapes are stronger and stiffer than most plastics but considerably softer than most metals meaning fixturing is critical. • All PEEK grades are more abrasive on tooling than softer plastics like nylon and acetal. This especially true of the grades reinforced with glass and/or carbon fiber. Carbide tooling can be used for short runs. Part geometry, tolerances and grade will also influence tooling selection. Polycrystalline (PCD) tooling should always be considered long runs, tightly tolerance parts and for reinforced grades. • PEEK has lower elongation than many other plastics. Deep hole drilling into heavy cross sections without enough coolant can lead to cracking. • Coolant can be used while machining PEEK. Both water soluble and petroleum-based coolants may be used. Appropriate use of coolants will extend tool life and improve surface finish. Air, preferably from a cold air gun can also be used for small parts including those in which clean-up is difficult. Turning Positive geometries with ground peripheries are suggested for inserts. Fine grained C-2 carbide or PCD inserts are best. 360° chuck pressure is suggested to avoid distortion. Machined soft jaws or pie jaws should be used when turning thin- walled, tubular shapes. Rough turning the chuck area of the stock is suggested to improve roundness. Internal plugs should be used to prevent thin walled parts from compressing and distorting. Drilling Care to minimize heat build-up must be taken especially when drilling holes that are more than 2X the diameter. Low helix drill bits and flood coolant are best for drilling holes. -

Woodworking Glossary
Woodworking Glossary Abrasives Any substance such as aluminum oxide, silicon carbide, garnet, emery, flint or similar materials that is used to abrade or sand wood, steel or other materials. Substances such as India, Arkansas, crystolon, silicon carbide and waterstones used to sharpen steel edged tools are included. Alternating Grain Direction The process of gluing-up or laminating wood for project components with alternating pieces having the grain running perpendicular to one another (as opposed to parallel). Usually, this practice is enlisted to provide superior strength in a project that is expected to be under stress. It is also used occasionally for decorative purposes. Bevel An angular edge on a piece of stock, usually running from the top or face surface to the adjacent edge or the opposing (bottom) surface. In most cases, bevels are formed for joinery, but are also occasionally used for decorative purposes. Chamfer A slight angular edge that is formed on a piece of stock for decorative purposes or to eliminate sharp corners. Chamfers are similar to bevels but are less pronounced and do not go all the way from one surface to another. Compound Cutting The act of cutting out a project or project component (usually with a bandsaw) to create a three-dimensional or “sculpted” shape. This is accomplished by cutting one profile, taping scraps back in place, and rotating the workpiece to cut a second profile, usually 90° to the first. Compound Miter A combination miter and bevel cut. Generally a compound miter is used in building shadow box picture frames and similar projects where angled or “deep set” project sides are desired. -

DEEP HOLEMAKING TOOLS Providing Complete Tooling Solutions for Metal Removal and Industrial Products
DEEP HOLEMAKING TOOLS Providing Complete Tooling Solutions for Metal Removal and Industrial Products Tungaloy is one of the world’s leading manufacturers of carbide cutting tools. Nearly 80 years of experience in the engineering of cutting tools are reflected in their production program. The company produces products from carbide, cubic boron nitride (CBN), polycrystalline diamond (PCBN), ceramics and cermets of the highest quality and performance. Tungaloy’s innovative R & D department continually strives to create new products for highly efficient and economic machining applications for the production needs of the 21st century. They offer a wide range of turning, milling and drilling products of highest quality, always devoted to new technologies and customer demands. 2 3 Brazed Special Reamers Tungaloy has a wide range of solutions for tailor made reamers, carbide or cermet brazed inserts. Range Ø6-220 mm 4 Brazed Combined Reamers Reamers combined with drills carrying carbide or cermet inserts. Range up to Ø250 mm 5 Solid Carbide Special Reamers Designed with or without coolant holes, coated or uncoated, straight or helical. Range Ø3-60 mm 6 Brazed Counter Bores Counter bores are common in the hydraulic engines and SAE counter bore is available from Tungaloy. 7 Solid Carbide Milling Cutters For finishing with special shape, cylindrical, tapered, stepped, coated or uncoated. Range Ø3-60 mm 8 Brazed Milling Cutters Flat or spiral carbide tips brazed on a steel body. Very popular in the aerospace industry, especially for its exotic materials applications. Range up to Ø200 mm 9 Extra Long Drills Dedicated design of extra long drills. Range: Ø5 and up Length up to 330 mm 10 Solid Carbide Drills All kinds of drilling application solutions. -

T-101 Drilling Machine Sizes: 1/2- to 4-Inches Bulletin No: 2000.001.11 Model T-101B Version: 10.2019 Cross Indexing No: N/A Supersedes: 2000.001.10 (05.2015
T-101 Drilling Machine Sizes: 1/2- to 4-inches Bulletin No: 2000.001.11 Model T-101b Version: 10.2019 Cross Indexing No: n/a Supersedes: 2000.001.10 (05.2015 1/2" through 4" (DN 15 - DN 100) taps without Typical Setup shutdown. It can be used to install 2" and 3" completion plugs in tapping nipples to permit recovery of tapping valves and to install TDW PIG-SIG® Scraper Passage Indicators. Features The Model T-101b Drilling Machine is available in two versions*: the standard T-101B with 18" of travel and the XL Model with 28" of travel. The T-101b and T-101b-XL Drilling Machines meet NACE Standard MR0175-93, sulfide stress cracking resistant metalic material for oilfield equipment. The maximum working pressure is Bleeder 1,480 psi (100 bar) at 100°F (38°C). Its operating Valve temperatures are -20°F (-29°C) to 700°F (371°C) at 700 psi (48 bar) for intermittent service. The maximum continuous rating is 350°F (177°C) at 1,025 psi (70 bar). Other features include: Threaded Valve Adapter Lightweight - 32 pounds (XL is 50 pounds) Hole Saw Versatile - 1/2” through 4” taps (or drill) Operates to 1,480 psi (2,220 psi for 904 Model) Valve Options T.D. Williamson is committed to providing you with the exact product to assist you in planning, budgeting and meeting the specifications for your Description individual application needs. The following options are available: Drilling machines are used to make The T-101 Drilling Machine is furnished connections to pipelines, tanks and plant piping with a ratchet crank for manual operation.