Countersinks
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tiny Vise Edge Clamps Truly Exert Down Thrust Force on the Workpiece, to Prevent It from Lifting
+44 (0)1204 699959 [email protected] www.hyquip.co.uk/web/index TINY VISE ™ EDGE CLAMPS BODY: 1018 STEEL, CARBURIZED-HARDENED, BLACK OXIDE FINISH THRUST WASHER: 1144 STEEL, HEAT TREATED, BLACK OXIDE FINISH FLAT-HEAD SOCKET SCREW: STEEL, BLACK OXIDE FINISH An important clamping development! These mini edge clamps grip the side of a workpiece to keep the top clear for machining. Patented design features a slotted countersink to provide strong, reliable clamping force with the easy turn of a hex wrench. These compact clamps are ideal for fixturing multiple parts, small or large. Each clamp has both a serrated face (for maximum gripping) and a smooth face (to avoid marring finished parts). These clamps look so simple, but work amazingly well, with major advantages over earlier designs. Flat Jaw Patent number 5.624.106. Made in USA. (Reversible, Serrated or Smooth) Clamping force is applied by positive screw action with the easy turn of a hex wrench (not with an unreliable, unsafe eccentric cam as Clamping force is applied by positive screw action with used in other designs). A high-strength Flat- the easy turn of a hex wrench. Head Socket Screw engages a mating offset countersink to exert strong clamping force. Much more durable than other designs. Only Tiny Vise Edge Clamps truly exert down thrust force on the workpiece, to prevent it from lifting. A thrust washer underneath the clamp engages a mating offset countersink to provide downward action. Patented design features a slotted countersink. Available in a wide range of sizes, from a miniature #8-32 thread size, up to a powerful 1”-8 thread size with 2500 lbs clamping force. -

MACHINE VISE SHEETS.Idw
PARTS LIST ITEM QTY PART NUMBER MATERIAL DESCRIPTION 1 1 BASE CAST IRON 2 1 SLIDING JAW CAST IRON 3 2 JAW PLATE SAE 3140 4 1 VISE SCREW SAE 3140 5 1 COLLAR SAE 1020 6 1 SPECIAL KEY SAE 1020 7 1 HANDLE ROD COLD ROLLED STELL 8 2 HANDLE BALL SAE 1020 9 2 SLIDE KEY SAE 1020 10 2 SET SCREW SAE 1016 11 4 SLOTTED FLAT STEEL MILD ANSI B18.6.3 - 10-24 x COUNTERSUNK HEAD 5/8 MACHINE SCREW 12 2 TAPER PIN STANDARD #000 TAPER PIN LEGEND: DIAMETER R RADIUS ° DEGREES COUNTERBORE DEPTH COUNTERSINK MASTER ASSEMBLY SCALE 1 : 1 GENERAL NOTES: FILLEDS AND ROUNDS R.125 UNLESS OTHERWISE NOTED COURSE: DDGT240 INVENTOR NAME: MACHINE VISE TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 X = ±.020 DRAFTER: XX = ±.010 P. FLORES DIGITAL DESIGN XXX = ±.005 GRAPHICS FRACTIONAL ±1/64" DATE: 10/5/2018 ANGLE ± 1 DEGREE TECHNOLOGY 32 SCALE: SURFACES AS NOTED WWW.DDGT.NET PAGE #: 1 OF 5 PARTS LIST ITEM QTY PART NUMBER 4X 5/16 4X R1 1/8 1 1 BASE 1 4 2 3/4 5/8-8ACME 4X R1/4 5 7 1/4 2X 1/4-20UNC-2B 5/8 5/8-8ACME B R11/16 1 1/4 5 1 1/2 5/8 R1/4 1 3/16 .502 1 3/4 1/8 .498 1 2 1/4 2 3/16 MACHINE VISE STEP 1 B 1 9/16 1 11/16 R1/4 SCALE 1 / 2 SECTION B-B 1 1/16 .502 SCALE 1 / 2 .627 .500 5/16 BASE .625 1.004 SCALE 1 / 2 1.000 1.254 1.250 COURSE: DDGT240 INVENTOR NAME: LEGEND: MACHINE VISE DIAMETER TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 R RADIUS X = ±.020 DRAFTER: DIGITAL DESIGN XX = ±.010 P. -
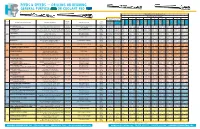
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

OPERATOR's MANUAL 9 In. (229 Mm) BAND SAW BS902
OPERATOR'S MANUAL 9 in. (229 mm) BAND SAW BS902 Your new Band Saw has been engineered and manufactured to Ryobi's high standards for dependability, ease of operation, and operator safety. Properly cared for, it will give you years of rugged, trouble-free performance. WARNING: To reduce the risk of injury, the user must read and understand the operator's manual before using this product. Thank you for buying a Ryobi tool. SAVE THIS MANUAL FOR FUTURE REFERENCE TABLE OF CONTENTS Introduction ......................................................................................................................................................................2 Rules for Safe Operation ............................................................................................................................................. 3-5 Electrical...........................................................................................................................................................................6 Glossary of Terms ............................................................................................................................................................7 Features ....................................................................................................................................................................... 7-9 Unpacking ........................................................................................................................................................................9 -

Link Industries CUTTING TOOL CATALOG (800) 626-9460 | Link Industries
Link Industries CUTTING TOOL CATALOG (800) 626-9460 | www.linkcuttingtools.com Link Industries Proud To Say American Made And Family Owned For Over 80 Years Focusing on Centerdrills, Countersinks, Counterbores and Custom Made-to-order Tools, LINK is dedicated to producing the finest precision High-Speed Steel and Carbide cutting tools available. As part of an Engineering focused company, LINK has the technical capability to provide each customer with the best tooling solution for their application. A brief outline of Link Industries’ history: 1935 – Herbert Link established the Link Engineering Company in Detroit, Michigan. 1948 – Link Industries developed a unique design and process to manufacture HSS Centerdrills. 1952 – Company relocated its cutting tool manufacturing operations to Indian River, MI. 1968 – 1st building expansion for more manufacturing and office space. 1985 – 2nd building expansion; including dedicated Quality and Inventory areas. 2001 – ISO 9001:2008 Certification achieved. 2014 – Laser marking introduced; LEAN Manufacturing begins implementation. 2015 – 1st 5-Axis CNC machine purchased; new tool packaging/labels launched. 2016 – 2nd 5-Axis CNC machine purchased; new Cutting Tool Catalog released. 2017 – Patent Pending Cross-LINK Drills introduced; new Optical Cutting Tool inspection system purchased. For additional information: www.linkcuttingtools.com ISO 9001 CERTIFIED Link Industries CENTERDRILLS, COUNTERSINKS & COUNTERBORES MADE IN THE USA for over 80 years Table of Contents Centerdrills ................................ -

Punching Tools
TruServices Punching Tools Order easily – with the correct specifica- tions for the right tool. Have you thought of everything? Machine type Machine number Tool type Dimensions or drawings in a conventional CAD format (e.g. DXF) Sheet thickness Material Quantity Desired delivery date Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: www.trumpf.com/mytrumpf Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". TRUMPF Werkzeugmaschinen GmbH + Co. KG International Sales Punching Tools Hermann-Dreher-Strasse 20 70839 Gerlingen Germany E-mail: [email protected] Homepage: www.trumpf.com Content Order easily – with the correct specifica- General information tions for the right tool. TRUMPF System All-round Service Industry 4.0 MyTRUMPF 4 Have you thought of everything? Machine type Punching Machine number Classic System MultiTool Tool type Cluster tools MultiUse Dimensions or drawings in a conventional CAD format (e.g. DXF) 12 Sheet thickness Material Cutting Quantity Slitting tool Film slitting tool Desired delivery date MultiShear 44 Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Forming Countersink tool Thread forming tool Extrusion tool Cup tool 58 Marking Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: Center punch tool Marking tool Engraving tool Embossing tool www.trumpf.com/mytrumpf 100 Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". -
Transiently Stable Emulsions for Metalworking Fluids
ISTC Reports Illinois Sustainable Technology Center Transiently Stable Emulsions for Metalworking Fluids Peter Bittorf Shiv G. Kapoor Richard E. DeVor Department of Mechanical Science and Engineering University of Illinois at Urbana-Champaign RR-119 December 2011 www.istc.illinois.edu RR-119 Transiently Stable Emulsions for Metalworking Fluids Peter Bittorf, Shiv G. Kapoor, and Richard E. DeVor Department of Mechanical Science and Engineering University of Illinois at Urbana-Champaign December 2011 Submitted to the Illinois Sustainable Technology Center Prairie Research Institute University of Illinois at Urbana-Champaign www.istc.illinois.edu The report is available on-line at: http://www.istc.illinois.edu/info/library_docs/RR/RR119.pdf Printed by the Authority of the State of Illinois Patrick J. Quinn, Governor This report is part of ISTC’s Research Report Series. Mention of trade names or commercial products does not constitute endorsement or recommendation for use. Acknowledgements The authors would like to thank the Illinois Sustainable Technology Center, a division of the Prairie Research Institute at the University of Illinois at Urbana-Champaign, for their support of the project (Grant No. HWR05191). In addition, the authors would like to thank all of the gracious and helpful staff at the Illinois Sustainable Technology Center for their assistance with data acquisition and analysis. In particular, the authors would like to thank Dr. Nandakishore Rajagopalan for his guidance and support during the project. iii iv Table of Contents -
Drill Press Operator: Instructor's Guide
DOCUMENT RESUME 2D 109 N77 CE 004 335 AUTHOR Kagan, Alfre d; And Others TITLE -Drill Press Operator: Instructor's Guide. INSTITUTION New York State Education Dept., Albany. Bureau of Continuing Education Curriculum Development.; New York State Education Dept., Albany. Bureau of Secondary,Curriculum Development. PUB DATE 75 NOTE . 85p.; Part of SingleTool Skills Program, Machine Industries Occupations EDRS PPICE MIP-$0.76 HC-$4.43 PLUS POSTAGE DESCRIPTORS Adult Education; *Curriculum Guides; Machine Tool Operators; *Machine Tools; Metal Working Occupations; Post Secondary Education; Secondary Education; Shop Curriculum; *Trade and Industrial Education IDENTIFIERS *Drill Press Operators ABSTRACT The course is intended to kelp meet, in a relatively short time, the need for trained operators in metalworking. It can be used by students with little education or experience and is suitable far use in adult education programs and in manpower development and training progress. The course is designed' to be completed in approximately 30 weeks and can be adapted for use in secondary 'schools. On successful completion of the course the student will be qualified for an entry-level job as operator in a drill press; he will not qualify as a eachinist. The guide includes h general job content outline for the teacher to use in explaining what the operator's job includes. There are Il shop projects (comprising 19 jobs) accompanied by 32 pages of drawings for the projects. Three of the jobs introducb students to the use of metric measurement. For each job there is a job sheet providing details on performance objectives, equipment, operations, materials, references, procedure, techniques, and time required. -

Countersinking/Counterboring Tools ______General Product Description
FOR HARDOX® Countersinking/ Counterboring Tools Data Sheet Machine tools WEAR PLATE 2019-02-08 Countersinking/Counterboring tools _____________________________________________________________________________________________________________________________ General Product Description The countersinking/counterboring tools for Hardox® wear plate are premium tools developed specifically for machining Hardox® wear plate. The tools are made of an extremely tough material that makes them very suitable for unstable conditions. The interchangeable system has been designed specifically to save both time and money in the workshop. The tool builds on an interchangeable system with four different components: Tool holder – Cylindrical tool holder for morse taper shank, very stable thanks to short overhang. Also available with Weldon shank upon request. Countersink/Counterbore tool Pilot - with minimum risk of breakage from heat generation thanks to tolerances as low as c9. Good stability due to control of radial forces Replaceable inserts that are thicker than standard inserts for increased rigidity, better wear resistance that can stand higher feed rates. Special grade and coating Key Benefits Excellent performance in Hardox® wear plate. Long lasting due to narrow tolerances and extremely tough material. All parts are replaceable within seconds and can be combined in many different ways, to lower the cost of different functionalities for the user. Very low cost per hole Shorter production time to create holes and low tool cost as the inserts have 3 cutting edges and therefore last 3 times longer than conventional solutions Typical Machines The countersinking/counterboring tools for Hardox® wear plate have been designed to work extremely well with manual radial and/or pillar drills but also work very well in CNC machines. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1. -
3Abff7a23fc6813312aa9f80b81b
Main Catalogue EN We reserve the right to modify any specifi cation and/or item shown in the present catalogue without notice. Information, photos, drawings and technical data specifi ed in the publication have been carefully examined and thoroughly checked. They cannot, however, bind our responsibility on their exactness. GRANLUND TOOLS AB, SWEDEN 4OOLSTools When precision counts... Granlund Tools AB in Eskilstuna are one of the Granlund companies also perform: world’s leading manufacturers of precision • Subcontract work, where we offer solutions tools within the machining industry. regarding production and or assembly in large or Granlund offers a wide range of high-quality, carbide small series. and HSS cutting tools, such as counterbores, counter- • Heat treatment in a modern vacuum hardening/ sinks, tools with indexable inserts and reamers. quenching plant. With more than 60 years’ experience and representa- • Engineering. Manufacture of special measure tion in some 30 countries around the world, Granlund machines including the software. can offer the market proven technical solutions and • Machinery. Manufacture of special machinery for good local support. tube elements and special grinding machines for The Granlund interchangeable tool system was one the tube industry. of the fi rst Granlund products to receive world recog- nition. The company is certifi ed according to ISO 9001 With only 1300 parts, consisting of holders, cutters, and ISO 14001. pilots and drills, it is possible to assemble combina- GRANLUND – Tools, supplies where high quality tion tools in more than 1 500 000 different variations. and precision are required. Our fl exible easy-to-use system provides productive and cost-effi cient tool solutions for industries world- wide.