6 IV April 2018
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Rescue Rams Operating Instructions Rescue Tools
Operating Instructions Rescue Tools 84150/6106-85 GB Rescue Rams Issue 04.2006 replaces 09.2005 10 11 1 Control valve with star ring 1.1 12 2 Hose, black: Pressure 3 Hose, blue: Return 4 Quick-connect socket StMu 61 - 0 5 Quick-connect plug StNi 61 - D LZR 6 Hydraulic cylinder 7 Piston rod 12/550 PS 8 Claw, cylinder side 9 Claw, piston side 10 Peeling tip 11 Penetration tip 12 Counterpart for peeling 9 1 7 1.1 6 3 5 2 8 4 LZR 12/... LTR 6/570 LTR 3,5/820EN LZR 19/325 1 1 Basic operation and designated use of the machine 1.1 The machine has been built in accordance with state-of-the-art standards and the recognized safety rules. Nevertheless, its use may constitute a risk to life and limb of the user or of third parties, or cause damage to the machine and to other material property. 1.2 The machine must only be used in technically perfect condition in accordance with its designated use and the instructions set out in the operation manual, and only by safety-conscious persons who are fully aware of the risks involved in operating the machine. Any functional disorders, especially those affecting the safety of the machine/plant, should therefore be rectified immediately! 1.3 The machine is exclusively designed for the use described in the operating manual. Using the machine for purposes other than those mentioned in the manual, such as driving and controlling other pneumatic systems, is considered contrary to its designated use. -
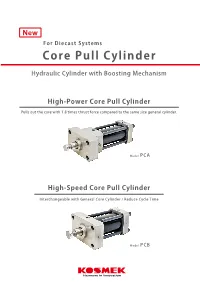
Core Pull Cylinder Secure and Safe Mold Clamping with Auto Clamps
Kosmek Products for Diecast Systems New For Diecast Systems KOSMEK Diecast Clamping Systems Core Pull Cylinder Secure and Safe Mold Clamping with Auto Clamps Allows for secure and safe mold clamping with a button operation outside the machine. Hydraulic Cylinder with Boosting Mechanism Model GK□ High-Power Core Pull Cylinder Ejector Coupler Pulls out the core with 1.8 times thrust force compared to the same size general cylinder. For Diecast Systems No Connecting Work Required One touch to connect ejector rods with button operation from outside the machine. Model PMC Model PCA High-Speed Core Pull Cylinder Interchangeable with General Core Cylinder / Reduce Cycle Time http://www.kosmek.com HEAD OFFICE 1-5, 2-Chome, Murotani, Nishi-ku, Kobe 651-2241 TEL.+81-78-991-5162 FAX.+81-78-991-8787 BRANCH OFFICE (U.S.A.) KOSMEK (U.S.A.) LTD. 650 Springer Drive, Lombard, IL 60148 USA TEL. +1-630-620-7650 FAX. +1-630-620-9015 MEXICO REPRESENTATIVE OFFICE KOSMEK USA Mexico Office Blvd Jurica la Campana 1040, B Colonia Punta Juriquilla Queretaro,QRO 76230 Mexico TEL.+52-442-161-2347 BRANCH OFFICE (EUROPE) KOSMEK EUROPE GmbH Schleppeplatz 2 9020 Klagenfurt am Wörthersee Austria TEL.+43-463-287587 FAX.+43-463-287587-20 BRANCH OFFICE (INDIA) KOSMEK LTD - INDIA F 203, Level-2, First Floor, Prestige Center Point, Cunningham Road, Bangalore -560052 India TEL.+91-9880561695 Model PCB THAILAND REPRESENTATIVE OFFICE 67 Soi 58, RAMA 9 Rd., Suanluang, Suanluang, Bangkok 10250 TEL. +66-2-300-5132 FAX. +66-2-300-5133 ● FOR FURTHER INFORMATION ON UNLISTED SPECIFICATIONS AND SIZES, PLEASE CALL US. -
Design, Manufacture and Simulate a Hydraulic Bending Press
Int. J. Mech. Eng. & Rob. Res. 2013 Manar Abd Elhakim Eltantawie, 2013 ISSN 2278 – 0149 www.ijmerr.com Vol. 2, No. 1, January 2013 © 2013 IJMERR. All Rights Reserved Research Paper DESIGN, MANUFACTURE AND SIMULATE A HYDRAULIC BENDING PRESS Manar Abd Elhakim Eltantawie1* *Corresponding Author: Manar Abd Elhakim Eltantawie, [email protected] A small hydraulic press for V-bending operation is designed, manufactured and modeled. The hydraulic bending press consists of hydraulic circuit, punch, die and PLC control unit. Automation studio and SimHydraulic in Matlab/Simulink library are used to model the hydraulic circuit. Using PLC program, the bending operation is controlled. The press had to be capable of withstanding 2 tons of force. The punch and dies are designed to be rigidly fixed and easily removable, changeable to any kind of forming operation with decreasing of spring back effect of the sheet metal. Keywords: Hydraulic circuit, Bending press, SimHydraulic, Spring-back, PLC INTRODUCTION Hydraulic bending press has many Bending is a metal forming process in which advantages over other type of press, (1) It a force is applied to a piece of sheet metal may cost less than an equivalent mechanical causing bending of it to an angle and forming press. (2) Its production rate is equal to the the desired shape. Bending is typically mechanical press in a small lot of production, performed on a machine called a press brake where hand feeding and single stroking which can be manually or automatically occur. (3) In addition, the die shut heights operated. A press brake contains an upper tool variation do not change the force applied. -
Basic Hydraulics and Components
Pub.ES-100-2 BASIC HYDRAULICSANDCOMPONENTS BASIC HYDRAULICS AND COMPONENTS OIL HYDRAULIC EQUIPMENT ■ Overseas Business Department Hamamatsucho Seiwa Bldg., 4-8, Shiba-Daimon 1-Chome, Minato-ku, Tokyo 105-0012 JAPAN TEL. +81-3-3432-2110 FAX. +81-3-3436-2344 Preface This book provides an introduction to hydraulics for those unfamiliar with hydraulic systems and components, such as new users, novice salespeople, and fresh recruits of hydraulics suppliers. To assist those people to learn hydraulics, this book offers the explanations in a simple way with illustrations, focusing on actual hydraulic applications. The first edition of the book was issued in 1986, and the last edition (Pub. JS-100-1A) was revised in 1995. In the ten years that have passed since then, this book has become partly out-of-date. As hydraulic technologies have advanced in recent years, SI units have become standard in the industrial world, and electro-hydraulic control systems and mechatronics equipment are commercially available. Considering these current circumstances, this book has been wholly revised to include SI units, modify descriptions, and change examples of hydraulic equipment. Conventional hydraulic devices are, however, still used in many hydraulic drive applications and are valuable in providing basic knowledge of hydraulics. Therefore, this edition follows the preceding edition in its general outline and key text. This book principally refers hydraulic products of Yuken Kogyo Co., Ltd. as example, but does mention some products of other companies, with their consent, for reference to equipment that should be understood. We acknowledge courtesy from those companies who have given us support for this textbook. -

Things Worth Knowing About Hydraulic Cylinders
Things Worth Knowing about Hydraulic Cylinders This chapter is intended to provide support for the design and choice of hydraulic cylinders. It contains technical explanations and data, calculation formulae, practical information and references to the data sheets of the hydraulic cylinders in question. In the data sheets, you will find further technical information and data. 1. Basic questions 4. Hydraulic connector elements 1.1 How are hydraulic cylinders built? 4.1 Which tube fittings are used? 1.2 What is the difference between single-acting and 4.2 Which hydraulic tubes are used? double-acting cylinders? 4.3 What has to be taken into account in the choice and use of hydraulic hoses? 2. Calculations and more 2.1 How to calculate push and pull forces? 5. General data and instructions What is the relationship between push and pull forces? 5.1 How much oil leakage occurs with hydraulic cylinders? Are there losses of force? 5.2 How great are the dimensional tolerances, when there is 2.2 What is the necessary piston diameter? nothing listed on the data sheet? How big are the piston areas? What is the dimensional tolerance of the housings? 2.3 How much pressure is necessary to generate a specific 5.3 What must be taken into account for safety? force? 5.4 What support can I get for assembly, start-up, 2.4 What is the maximum operating pressure for a hydraulic maintenance and repairs ? system? 5.5 What do the graphic symbols in the hydraulic 2.5 What is the oil volume required for the piston stroke? circuit diagram mean? 2.6 How is the stroke time of a cylinder calculated? 2.7 How high is the piston speed? 6. -

Hydraulic Sealing Guide Issue 28.6
Hydraulic Sealing Guide Issue 28.6 • Rod/gland seals • Piston seals • Wipers & scrapers • Bearing strips • ‘O’ rings High Performance Sealing Technology AppendixIntroduction A Hydraulic sealing products James Walker’s family of hydraulic sealing products is all embracing. We provide well proven products that are designed for applications ranging from delicate instruments and control actuators right up to the heaviest forging and extrusion presses. Each product has been specifically developed to give you: • Optimum equipment performance. • Reduced leakage. • Low-friction operation. • Long trouble-free working life. Complete family Family support How to use this guide We use the term hydraulic sealing We provide all these hydraulic sealing Page 5: We suggest you initially turn to products to describe the wide variety of products, and back them with: this page for our Hydraulic seal selection devices used to assist and perform the guide. This will lead you through the sealing function in all types of hydraulic • Top level technical support worldwide parameters that should be considered. and associated equipment that help to by local hydraulics sealing experts — provide dynamic reciprocating, oscillating backed by industry specialists and the Pages 6-9: Then go to our Quick or very slow rotational motion. leading-edge skills and knowledge of reference chart. This presents an overview James Walker Technology Centre. of our hydraulic products and gives a brief Nowadays, hydraulic cylinders, and description of each, plus a page reference their associated control component for detailed information on your selected • A vast range of standard sizes for all assemblies, appear in numerous forms items. A convenient fold-out version of this our hydraulic sealing products. -

Hydraulic Cylinders and Cylinder Systems for Mobile Hydraulics
Hydraulic Cylinders and Cylinder Systems for Mobile Hydraulics HS-E 10.102.0/02.15 Your Partner for Expertise. Cylinder solutions for all For cylinders and cylinder systems customer requirement in mobile applications At a glance HYDROSAAR, part of the global Engineering expertise HYDAC group, develops and manufactures a broad range of hydraulic cylinders and cylinder systems for mobile applications. Development / design / strength calculation / testing Telescopic systems Drawing on our knowledge base, z Single-cylinder telescopic systems we develop the most appropriate To fulfil the stringent requirements hydraulic cylinder solution for required of the final product, we z Securing locking system your application. For example, employ the latest technology: z Telescopic guide system z 3D design innovative position sensor z Controller technology can be installed, or z Finite element calculation for the cylinder piston rods can be optimised design supplied with special surface z Structural analysis coatings. Our cylinder engineering z Non-linear stability calculations includes design and calculations z Structural durability analysis performed with cutting-edge 3D CAD and FE tools. Boom, outrigger and special cylinders Each cylinder is optimised individually to fulfil the customer’s Surface treatment processes z Weight-optimised, space-saving specific requirements. z Electroplating design z High-speed flame spraying and plasma z Integrated valve technology and Hydrosaar has been engaged sensors in mobile hydraulics for more spraying (metallic and ceramic coatings) than a decade, supplying z Induction melting of compound layers global manufacturers of cranes, z Laser-welded and plasma-welded layers construction machinery, z Customised paint finishes (corrosivity agricultural machines and special- categories up to C5-M) purpose vehicles. -
Hydraulic Servo Systems : Dynamic Properties and Control
Hydraulic Servo Systems Dynamic Properties and Control by Closed loop stiffness for a Karlposition-Erik servo Rydberg with velocity feedback s2 2 K h s 1 K s K K qi K 2 K vfv f sav A K FL vfv h vfv h p qi S Kvfv 1 K fv Ksav c X K V A p ce t p 2 1 s Ap 4eKce s s2 2 Steady state loop gain [1/s] 1 h s 1 2 2 Ap Kvv Kvfv h Kvfv h Kqi 1 Sc Kvv Kvfv Kvv Ksav K f K V Ap Kvfv ce 1 t s K K (without velocity feedback) K-E Rydberg 4eKce Feedbacks in Electro-Hydraulicvv v Servo Systems 7 For the same amplitude margin, Kv must have the same value in the system with and without velocity feedback. Velocity feedback increases the steady state stiffness with the factor Kvfv.FL K æ V ö ce ç1+ t s÷ Karl-Erik Rydberg, Linköping University, Sweden 2 ç 21 ÷ Ap è 4be K ce ø Threshold Saturation - . u i i imax Kqi 1 xp xp c K r v 1 1 + + sav s + s2 2d ei Ap 1+ + h s + 1 s - - n wv 2 w wh h Velocity feedback Kfv Position feedback Closed loop stiffness for a position servoK fwith velocityFigure 12: A feedbacklinear valve controlled position servo with velocity feedback Am = 6 dB If the bandwidth of the valve is relatively high and threshold and saturation is neglected With velocity feedback, K = 20 1/s, K = 9.0 the velocity feedbackvv will givevfv the effect on the hydraulic resonance frequency and damping as shown in Figure 13. -

Design and Evaluation of Hydraulic Suspension Without Spring In
CORE Metadata, citation and similar papers at core.ac.uk Provided by MAT Journals Journal of Mechanical and Mechanics Engineering Volume 4 Issue 2 Design And Evaluation Of Hydraulic Suspension Without Spring In LMV K.Ravishankar1, S.Anandakumar2 1PG Student, Dept of MechanicalEngg, ShreeVenkateshwara HI Tech Engineering College, Gobichettipalayam, Tamilnadu 2Assistant professor, Dept of Mechanical Engg, Shree Venkateshwara HI Tech Engineering College, Gobichettipalayam, Tamilnadu [email protected], [email protected] Abstract - The suspension is the backbone of all Apart from that safe driving plays an important vehicles its principle function is to safely carry the role in automobile. When the level of maximum load for all designed operating conditions. suspension reduces it leads to increase in noise. This project defines design and evaluation of By using hydraulic suspension we can reduce hydraulic suspension without spring in LMV. Shock the vibration and also improve riding comfort. reduction is an important characteristic which reduces Auto manufacturers are still trying to catch up with the vibration of the vehicle and carries the load safely. the combination of features offered by this hydraulic In this project a hydraulic suspension is used to suspension system, typically by adding layers of produce hydraulic pressure that negates external complexity to an ordinary steel spring mechanical forces acting on the vehicle. As a result, the system. suspension system is able to control vehicle movement freely and continuously. This control ACTIVE SUSPENSION capability makes it possible to provide higher levels of ride comfort and vehicle dynamics which obtained A. INTRODUCTION OF ACTIVE SUSPENSION with conventional suspension systems. The design A suspension is self-propelledequipmentit controls was done using CREO PARAMETRIC 2.0 and the the upright movement of all the wheels via an model is imported to Proficy / SCADA (IFix version onboard system reasonably than the effort being 4.0) for evaluation. -

Inbuilt Hydraulic Jack in Automobile Vehicles
,QWHUQDWLRQDO-RXUQDORI,QQRYDWLRQVLQ(QJLQHHULQJDQG7HFKQRORJ\ ,-,(7 Inbuilt Hydraulic Jack in Automobile Vehicles Mohammed Abuzaid Department of Mechanical Engineering Satyam Education and Social Welfare Sociaty Group of Institutions, Bhopal, MP, India Mohammad Hasnain Department of Mechanical Engineering Satyam Education and Social Welfare Sociaty Group of Institutions, Bhopal, MP, India Shabaj Alam Department of Mechanical Engineering Satyam Education and Social Welfare Sociaty Group of Institutions, Bhopal, MP, India Sohail khan Department of Mechanical Engineering Satyam Education and Social Welfare Sociaty Group of Institutions, Bhopal, MP, India Prof. Surendra Agarwal Department of Mechanical Engineering Satyam Education and Social Welfare Sociaty Group of Institutions, Bhopal, MP, India Abstract- An inbuilt hydraulic jack system is attached to automobile vehicle on front and rear par of the chassis. An automobile hydraulic jack system can be easily attached to all currently manufacture automobile chassis and frames. There is a front suspension hydraulic jack that is mounted centrally to the front suspension of an automobile between its front wheels. There is also a rear suspension hydraulic jack that is mounted centrally to the rear suspension of the automobile between its rear wheels. The system operates from a compressed fluid reservoir tank that has connections for the front and rear car jack outlets. Additional outlets can be added to the compressed fluid reservoir tank for connecting a hydraulic lug wrench and another for a tire inflating hose. The Major Project entitled “Inbuilt hydraulic jack in automobile vehicle” Worked on the principal of hydraulic power and operated by 12 Volt DC current, solves the all major problem of maintenance of all automobiles specially the heavy vehicles like truck and bus. -

Hydraulic Press Brake 90-350 Proform
OPERATION, SAFETY AND MAINTENANCE MANUAL 90-350 PROFORM HYDRAULIC PRESS BRAKE EM-506 (N-07/03) COPYRIGHT © 2003 CINCINNATI INCORPORATED PROFORM PRESS BRAKE CONTENTS INTRODUCTION SECTION 1 IDENTIFICATION SECTION 2 INSTALLATION UNLOADING.................................................................................................. 2-1 LIFTING AND MOVING ................................................................................. 2-1 FOUNDATION ............................................................................................... 2-1 ERECTION .................................................................................................... 2-1 MACHINES SHIPPED WITH BED REMOVED ....................................... 2-2 CLEANING..................................................................................................... 2-2 LEVELING ..................................................................................................... 2-3 HYDRAULIC RESERVOIR ............................................................................ 2-4 LUBRICATION............................................................................................... 2-4 ELECTRICAL CONNECTION........................................................................ 2-4 SECTION 3 SAFETY SAFETY RECOMMENDATIONS FOR PRESS BRAKE OPERATION ......... 3-1 LOCKOUT / TAGOUT – POTENTIAL HAZARDOUS ENERGY.................... 3-1 FOR SAFE OPERATION OF YOUR CINCINNATI PRESS BRAKE ............. 3-2 RULES FOR SAFE OPERATION.................................................................