Influence of Lignin Content in Cellulose Pulp on Paper Durability
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Making! the E-Magazine for the Fibrous Forest Products Sector
PAPERmaking! The e-magazine for the Fibrous Forest Products Sector Produced by: The Paper Industry Technical Association Volume 5 / Number 1 / 2019 PAPERmaking! FROM THE PUBLISHERS OF PAPER TECHNOLOGY Volume 5, Number 1, 2019 CONTENTS: FEATURE ARTICLES: 1. Wastewater: Modelling control of an anaerobic reactor 2. Biobleaching: Enzyme bleaching of wood pulp 3. Novel Coatings: Using solutions of cellulose for coating purposes 4. Warehouse Design: Optimising design by using Augmented Reality technology 5. Analysis: Flow cytometry for analysis of polyelectrolyte complexes 6. Wood Panel: Explosion severity caused by wood dust 7. Agriwaste: Soda-AQ pulping of agriwaste in Sudan 8. New Ideas: 5 tips to help nurture new ideas 9. Driving: Driving in wet weather - problems caused by Spring showers 10. Women and Leadership: Importance of mentoring and sponsoring to leaders 11. Networking: 8 networking skills required by professionals 12. Time Management: 101 tips to boost everyday productivity 13. Report Writing: An introduction to report writing skills SUPPLIERS NEWS SECTION: Products & Services: Section 1 – PITA Corporate Members: ABB / ARCHROMA / JARSHIRE / VALMET Section 2 – Other Suppliers Materials Handling / Safety / Testing & Analysis / Miscellaneous DATA COMPILATION: Installations: Overview of equipment orders and installations since November 2018 Research Articles: Recent peer-reviewed articles from the technical paper press Technical Abstracts: Recent peer-reviewed articles from the general scientific press Events: Information on forthcoming national and international events and courses The Paper Industry Technical Association (PITA) is an independent organisation which operates for the general benefit of its members – both individual and corporate – dedicated to promoting and improving the technical and scientific knowledge of those working in the UK pulp and paper industry. -

Cardboard and Brown Paper Bags Office Paper, Newspaper, Junk Mail, Magazines, and Catalogs
Recycling Center 801 Diamond Valley Drive Open: Daily to the public during daylight hours This guide will help you properly prepare your recyclable materials for drop-off at the Town of Windsor Recycle Center. This is a drop-off facility. It does not have a buy-back option and is for use by residents and small businesses. Following this information will help maintain the facility and the recycling program for the benefit of the community. IMPORTANT… • Do not leave your recyclables in plastic bags. Plastic bags are NOT recyclable! • The plastic item must be a BOTTLE or JAR. with a #1 or #2 on the bottom. • 99 percent of these will have a screw-on plastic lid (which isn’t recyclable). • Plastic containers with a #3 - #7 on the bottom are NOT acceptable. • Tubs, buckets, deli plates, microwave/fast food trays, wrappers, Styrofoam, toys, patio furniture, etc. are NOT acceptable. • Plastic bottles larger than 2.5 gallons are NOT acceptable. • Syringes and other medical supplies are NOT acceptable. Cardboard and Brown Paper Bags Corrugated cardboard is easy to recognize. It is made of paper and has an arched layer called “fluting” between smooth sheets called “liners”. The drop-off site has two 40-yard hydraulic compactor units for collecting corrugated cardboard and brown paper bags. The compaction system is self-activated by depositing the prepared materials into a six-inch tall slot. Flatten boxes. Cut or tear large boxes into sections no larger than 4 feet by 4 feet to prevent jamming the machine. No wet, waxed-coated or food-contaminated boxes. -
Extended Impregnation Kraft Cooking of Softwood: Effects on Reject, Yield, Pulping Uniformity, and Physical Properties
Extended Impregnation Kraft Cooking of Softwood: Effects on reject, yield, pulping uniformity, and physical properties Katarina Karlström Licentiate thesis Royal Institute of Technology (KTH) Department of Fibre and Polymer Technology Division of Wood Chemistry and Pulp Technology Stockholm 2009 TRITA-CHE-Report 2009:59 ISSN 1654-1081 ISBN 978-91-7415-496-2 Extended impregnation kraft cooking of softwood: Effects on reject, yield, pulping uniformity, and physical properties Katarina Karlström AKADEMISK AVHANDLING Som med tillstånd av Kungliga Tekniska Högskolan i Stockholm framlägges till offentlig granskning för avläggande av teknologie licentiatexamen fredagen den 18:e december 2009, kl. 10.00 i STFI-salen, Innventia AB, Drottning Kristinas väg 61, Stockholm. Avhandlingen försvaras på svenska. © Katarina Karlström Stockholm 2009 Department of Fibre and Polymer Technology Teknikringen 56-58 SE-100 44 Stockholm Sweden Abstract Converting wood into paper is a complex process involving many different stages, one of which is pulping. Pulping involves liberating the wood fibres from each other, which can be done either chemically or mechanically. This thesis focuses on the most common chemical pulping method, the kraft cooking process, and especially on a recently developed improvement of the impregnation phase, which is the first part of a kraft cook. Extended impregnation kraft cooking (EIC) technique is demonstrated to be an improvement of the kraft pulping process and provides a way to utilize softwood to a higher degree, at higher pulp yield. We demonstrate that it is possible to produce softwood ( Picea abies ) kraft pulp using a new cooking technique, resulting in a pulp that can be defibrated without inline refining at as high lignin content as 8% on wood, measured as kappa numbers above 90. -

A Review on the Modeling, Control and Diagnostics of Continuous Pulp Digesters
processes Review A Review on the Modeling, Control and Diagnostics of Continuous Pulp Digesters Moksadur Rahman * , Anders Avelin and Konstantinos Kyprianidis School of Business, Society and Engineering, Mälardalen University, Box 883, 72123 Västerås, Sweden; [email protected] (A.V.); [email protected] (K.K.) * Correspondence: [email protected]; Tel.: +46-(0)21-10-1594 Received: 12 August 2020; Accepted: 23 September 2020; Published: 1 October 2020 Abstract: Being at the heart of modern pulp mills, continuous pulp digesters have attracted much attention from the research community. In this article, a comprehensive review in the area of modeling, control and diagnostics of continuous pulp digesters is conducted. The evolution of research focus within these areas is followed and discussed. Particular effort has been devoted to identifying the state-of-the-art and the research gap in a summarized way. Finally, the current and future research directions in the areas have been analyzed and discussed. To date, digester modeling following the Purdue approach, Kappa number control using model predictive controllers and health index-based diagnostic approaches by utilizing different statistical methods have dominated the field. While the rising research interest within the field is evident, we anticipate further developments in advanced sensors and integration of these sensors for improving model prediction and controller performance; and the exploration of different AI-based approaches will be at the core of future research. Keywords: Kraft pulping; pulp digester; modeling; control; diagnostics 1. Introduction With the widespread expansion of the Internet, electronic media and paperless communication, the demand for the graphic paper (i.e., newsprint and higher-value printing and writing paper) has been declining since 2000 [1]. -

Fpl 2009 Zhu002.Pdf
Chemical Engineering Science 64 (2009) 474 --485 Contents lists available at ScienceDirect Chemical Engineering Science journal homepage: www.elsevier.com/locate/ces Specific surface to evaluate the efficiencies of milling and pretreatment of wood for ଁ enzymatic saccharification J.Y. Zhu a,c,∗, G.S. Wang b, X.J. Pan c, R. Gleisner a aUS Forest Service, Forest Products Laboratory, Madison, WI, USA bTianjin Key Laboratory of Pulp and Paper, Tianjin University of Science and Technology, Tianjin, China cDepartment of Biological Systems Engineering, University of Wisconsin, Madison, WI, USA ARTICLE INFO ABSTRACT Article history: Sieving methods have been almost exclusively used for feedstock size-reduction characterization in the Received 9 April 2008 biomass refining literature. This study demonstrates a methodology to properly characterize specific sur- Received in revised form 19 September 2008 face of biomass substrates through two dimensional measurement of each fiber of the substrate using a Accepted 21 September 2008 wet imaging technique. The methodology provides more information than sieving methods about biomass Available online 15 October 2008 substrate. The measured dimensions of individual fibers were used to estimate the substrate external sur- Keywords: face based on a cylinder model. The substrate specific surface and mechanical milling energy consumption Specific surface were then correlated to enzymatic hydrolysis glucose yield. Results indicated that the developed method- Bioprocessing ology is effective in differentiating various size-reduction and chemical pretreatment processes in terms Enzymatic saccharification/hydrolysis of cellulose to glucose conversion efficiency and size-reduction energy consumption. Thermomechanical Feedstock processing disk milling (DM-I), exposing cellulose, is more effective than a high pressure thermomechanical disk Size reduction milling (DM-II), exposing lignin, in subsequent enzymatic hydrolysis. -

Articles of Paper Pulp, of Paper Or of Paperboard
Chapter 48 Paper and paperboard; articles of paper pulp, of paper or of paperboard Notes. 1.- For the purposes of this Chapter, except where the context otherwise requires, a reference to “paper” includes references to paperboard (irrespective of thickness or weight per m²). 2.- This Chapter does not cover : (a) Articles of Chapter 30; (b) Stamping foils of heading 32.12; (c) Perfumed papers or papers impregnated or coated with cosmetics (Chapter 33); (d) Paper or cellulose wadding impregnated, coated or covered with soap or detergent (heading 34.01), or with polishes, creams or similar preparations (heading 34.05); (e) Sensitised paper or paperboard of headings 37.01 to 37.04; (f) Paper impregnated with diagnostic or laboratory reagents (heading 38.22); (g) Paper-reinforced stratified sheeting of plastics, or one layer of paper or paperboard coated or covered with a layer of plastics, the latter constituting more than half the total thickness, or articles of such materials, other than wall coverings of heading 48.14 (Chapter 39); (h) Articles of heading 42.02 (for example, travel goods); (ij) Articles of Chapter 46 (manufactures of plaiting material); (k) Paper yarn or textile articles of paper yarn (Section XI); (l) Articles of Chapter 64 or Chapter 65; (m) Abrasive paper or paperboard (heading 68.05) or paper- or paperboard-backed mica (heading 68.14) (paper and paperboard coated with mica powder are, however, to be classified in this Chapter); (n) Metal foil backed with paper or paperboard (generally Section XIV or XV); (o) Articles of heading 92.09; (p) Articles of Chapter 95 (for example, toys, games, sports requisites); or (q) Articles of Chapter 96 (for example, buttons, sanitary towels (pads) and tampons, napkins (diapers) and napkin liners for babies). -
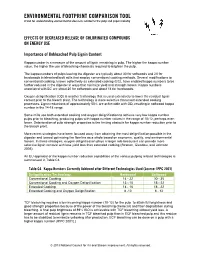
Importance of Unbleached Pulp Lignin Content
ENVIRONMENTAL FOOTPRINT COMPARISON TOOL A tool for understanding environmental decisions related to the pulp and paper industry EFFECTS OF DECREASED RELEASE OF CHLORINATED COMPOUNDS ON ENERGY USE Importance of Unbleached Pulp Lignin Content Kappa number is a measure of the amount of lignin remaining in pulp. The higher the kappa number value, the higher the use of bleaching chemicals required to brighten the pulp. The kappa numbers of pulps leaving the digester are typically about 30 for softwoods and 20 for hardwoods in bleached kraft mills that employ conventional cooking methods. Several modifications to conventional cooking, known collectively as extended cooking (EC), have enabled kappa numbers to be further reduced in the digester in ways that minimize yield and strength losses. Kappa numbers associated with EC are about 20 for softwoods and about 14 for hardwoods. Oxygen delignification (OD) is another technology that is used extensively to lower the residual lignin content prior to the bleach plant. The technology is more selective than most extended cooking processes. Lignin reductions of approximately 50% are achievable with OD, resulting in softwood kappa number in the 14-18 range. Some mills use both extended cooking and oxygen delignification to achieve very low kappa number pulps prior to bleaching, producing pulps with kappa number values in the range of 10-12, perhaps even lower. Deterioration of pulp strength properties is the limiting obstacle for kappa number reduction prior to the bleach plant. More recent strategies have been focused away from obtaining the most delignification possible in the digester and toward optimizing the fiberline as a whole based on economic, quality, and environmental factors. -
THE REVISION of EU ECOLABEL CRITERIA for Converted Paper Products
THE REVISION OF EU ECOLABEL CRITERIA for Converted Paper Products Draft Preliminary Report Malgorzata Kowalska, Antonios Konstantas, Oliver Wolf Marzia Traverso, Rose Nangah Mankaa, Sabrina Neugebauer November 2018 EUR xxxxx xx 1 This publication is a Science for Policy report by the Joint Research Centre, the European Commission’s in-house science service. It aims to provide evidence-based scientific support to the European policy-making process. The scientific output expressed does not imply a policy position of the European Commission. Neither the European Commission nor any person acting on behalf of the Commission is responsible for the use which might be made of this publication. Contact information Name: Address: E-mail: Tel.: JRC Science Hub https://ec.europa.eu/jrc JRCxxxxx EUR xxxxx xx PDF ISBN xxx-xx-xx-xxxxx-x ISSN xxxx-xxxx doi:xx.xxxx/xxxxxx XX-NA-xxxxx-EN-N Print ISBN xxx-xx-xx-xxxxx-x ISSN xxxx-xxxx doi:xx.xxxxx/xxxxxx XX-NA-xxxxx-EN-C © European Union, 20xx Reproduction is authorised provided the source is acknowledged. How to cite: Authors; title; EUR; doi All images © European Union 20xx, except: 2 Table of contents ABSTRACT ............................................................................................................ 3 Executive summary ............................................................................................... 3 1. Introduction ...................................................................................................... 4 2. Task 1: Scope and definition analysis .................................................................. -

4. Printing and Converting Performance
4. Printing and converting performance Paperboard converting 147 Clean edges and surfaces 155 Handling paperboard 158 Offset lithography 160 UV-offset 161 Waterless offset 162 Hybrid offset 162 Flexography 163 Screen printing 164 Digital printing 165 Gravure printing 166 Hot foil stamping 169 Embossing 171 Die-cutting & creasing 174 Lasercutting 178 Scoring 182 Creasabilty & foldability 186 Gluing 194 Binding in practice - the last link 199 Heat sealing 206 Packaging operation 203 Deep drawing 212 146 Reference Manual | IGGESUND PAPERBOARD Paperboard converting Paperboard converting Paperboard has the ability to achieve or exceed the same The increasing demands in the brand promotion process excellent image reproduction as for the best fine papers. for graphic design and the use of non-print surface enhance- Paperboard offers equal possibilities to achieve new, ment are creating innovative shapes and multi-sensory ex- challenging shapes as competing packaging materials. periences for the consumer or user who hand les the product. However, increasing demands on performance of the An understanding of the interaction between paper- material in various converting processes have become board properties and converting effi ciency is essential for evident when speeds in both printing processes and post- designers and converters, since the ultimate design of the press converting have increased. Additionally, the accept- product together with the choice of paperboard will impact ance level for impurities or slight deviations in quality in the on crucial conversion factors like printability, fl atness, and fi nal product has dropped noticeably as a result of both creasing/folding properties. Considering all the variables, end-user demands and the use of modern quality control it is probably true to say that consistency in the behaviour equipment in the various converting machines. -

Services.Pdf
852 Derwent Way Delta, British Columbia, Canada V3M 5R1 T: 604.526.4221 TF: 800.463.5700 F: 604.526.1898 E: [email protected] W: econotech.com the measure of quality Our History Our Mission Since its inception in 1972, Econotech Services has been recognized as a leading laboratory in pulp and paper Although industrial and testing technology has evolved since our company was formed, our mission has testing services. Within our facility, located just outside of Vancouver, we can perform a full range of analytical tests remained consistent. For over 40 years, our mission has been to provide our clients with independent and timely testing results that meet stringent quality standards. from specialized chemical analysis of pulp (wood and non-woods), pulping liquors and other process chemicals (smelt, ash, condensates, lime), to physical and optical testing of pulp or paper, species analysis, contamination Values identification (scale and plastics), as well as pulping and bleaching studies. Integrity. In all our business activities, integrity is at the core. We are honest and ethical in our interactions with employees, clients and vendors. Our Reputation Reliability. We value long-term relationships that are built through trust. We consistently deliver on Accurate, rapid and reliable results performed by professionals with extensive experience in industry specific our commitments and our clients know they can rely on us. methodologies and matrices has been key to our growth and longevity. We have a reputation for producing high quality results for our clients. We have earned this reputation by: Customer Service Excellence. We take pride in the quality of work we produce and the service we provide. -

BLUE ANGEL the German Ecolabel
BLUE ANGEL The German Ecolabel Recycled Cardboard DE-UZ 56 Basic Award Criteria Edition July 2014 Version 3 The Environmental Label is supported by the following four institutions: The Federal Ministry for the Environment, Nature Conservation and Nuclear Safety is the owner of the label. It regularly provides information on the decisions taken by the Environmental Label Jury. The German Environmental Agency with its specialist department for "Ecodesign, Eco-Labelling and Environmentally friendly Procurement" acts as office of the Environmental Label Jury and develops the technical criteria of the Basic Criteria for Award of the Blue Angel. The Environmental Label Jury is the independent, decision-making body for the Blue Angel and includes representatives from environmental and consumer associations, trade unions, industry, the trade, crafts, local authorities, academia, the media, churches, young people and the German federal states. The RAL gGmbH is the awarding body for the Environmental Label. It organises the process for developing the relevant award criteria in independent expert hearings – which involve all relevant interest groups. If you require further information please contact: RAL gGmbH RAL UMWELT Fränkische Straße 7 53229 Bonn Tel: +49 (0) 228 / 6 88 95 - 0 E-Mail: [email protected] www.blauer-engel.de Version 1 (07/2014): First Edition, Expiry date: December 31, 2018 Version 2 (11/2017): Prolongation without changes for 4 years, until 31.12.2022 Version 3 (04/2020): Changes in chapter 3.9 Table of contents 1 Introduction........................................................................................................... -

Effect of Different Locations on the Morphological, Chemical, Pulping and Papermaking Properties of Trema Orientalis (Nalita)
Bioresource Technology 101 (2010) 1892–1898 Contents lists available at ScienceDirect Bioresource Technology journal homepage: www.elsevier.com/locate/biortech Effect of different locations on the morphological, chemical, pulping and papermaking properties of Trema orientalis (Nalita) M. Sarwar Jahan a,b,*, Nasima Chowdhury a, Yonghao Ni b a Pulp and Paper Research Division, BCSIR Laboratories, Dr. Qudrat-E-Khuda Road, Dhaka 1205, Bangladesh b Pulp and Paper Research Centre, University of New Brunswick, Fredericton, Canada article info abstract Article history: The chemical compositions and fiber morphology of stem and branch samples from Trema orientalis at Received 24 August 2009 three different sites planted in Bangladesh were determined and their pulping, bleaching and the result- Received in revised form 1 October 2009 ing pulp properties were investigated. A large difference between the stem and branch samples was Accepted 13 October 2009 observed. The stem samples have consistently higher a-cellulose and lower lignin content, and longer Available online 14 November 2009 fibers than the branch samples in all sites. T. orientalis from the Dhaka and Rajbari region had higher a-cellulose content and longer fiber length, resulting in higher pulp yield and better papermaking prop- Keyword: erties. The T. orientalis pulp from Rajbari region also showed the best bleachability. Trema orientalis, Variation of wood Ó 2009 Elsevier Ltd. All rights reserved. properties Stem and branch Pulping and bleaching 1. Introduction sely to those of Malaysian-grown mangium and other fast-grow- ing plantation species, including the traditionally-used pulpwood The increased demand for wood and fiber and declining avail- of the Philippines.