Method for Removing Hydrogen Sulfide from Sour Gas and Converting It to Hydrogen and Sulfuric Acid
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Sulfur Recovery
Sulfur Recovery Chapter 16 Based on presentation by Prof. Art Kidnay Plant Block Schematic Adapted from Figure 7.1, Fundamentals of Natural Gas Processing, 2nd ed. Kidnay, Parrish, & McCartney Updated: January 4, 2019 2 Copyright © 2019 John Jechura ([email protected]) Topics Introduction Properties of sulfur Sulfur recovery processes ▪ Claus Process ▪ Claus Tail Gas Cleanup Sulfur storage Safety and environmental considerations Updated: January 4, 2019 3 Copyright © 2019 John Jechura ([email protected]) Introduction & Properties of Sulfur Updated: January 4, 2019 Copyright © 2017 John Jechura ([email protected]) Sulfur Crystals http://www.irocks.com/minerals/specimen/34046 http://www.mccullagh.org/image/10d-5/sulfur.html Updated: January 4, 2019 5 Copyright © 2019 John Jechura ([email protected]) Molten Sulfur http://www.kamgroupltd.com/En/Post/7/Basic-info-on-elemental-Sulfur(HSE) Updated: January 4, 2019 6 Copyright © 2019 John Jechura ([email protected]) World Consumption of Sulfur Primary usage of sulfur to make sulfuric acid (90 – 95%) ▪ Other major uses are rubber processing, cosmetics, & pharmaceutical applications China primary market Ref: https://ihsmarkit.com/products/sulfur-chemical-economics-handbook.html Report published December 2017 Updated: January 4, 2019 7 Copyright © 2019 John Jechura ([email protected]) Sulfur Usage & Prices Natural gas & petroleum production accounts for the majority of sulfur production Primary consumption is agriculture & industry ▪ 65% for farm fertilizer: sulfur → sulfuric acid → phosphoric acid → fertilizer $50 per ton essentially disposal cost ▪ Chinese demand caused run- up in 2007-2008 Ref: http://ictulsa.com/energy/ “Cleaning up their act”, Gordon Cope, Updated December 24, 2018 Hydrocarbon Engineering, pp 24-27, March 2011 Updated: January 4, 2019 8 Copyright © 2019 John Jechura ([email protected]) U.S. -

Hydrogen Transfer and Activation of Propane and Methane on ZSM5-Based Catalysts
Catalysis Letters 21 (1993) 55-70 55 Hydrogen transfer and activation of propane and methane on ZSM5-based catalysts Enrique Iglesia 1 and Joseph E. Baumgartner Corporate Research Laboratories, Exxon Research and Engineering, Route 22 East, Annandale, NJ08801, USA Received 12 April 1993; accepted 4 June 1993 Hydrogen exchange between undeuterated and perdeuterated light alkanes (CD4-C3Hs, C3Ds-C3Hs) occurs on H-ZSM5 and on Ga- and Zn-exchanged H-ZSM5 at 773 K. Alkane conversion to aromatics occurs much more slowly because it is limited by rate of disposal of H-atoms formed in C-H scission steps and not by C-H bond activation. Kinetic coupling of these C-H activation steps with hydrogen transfer to acceptor sites (Ga n+, Znm+) and ulti- mately to stoichiometric hydrogen acceptors (H+, CO2, 02, CO) often increases alkane activa- tion rates and the selectivity to unsaturated products. Reactions of 13CH4/C3H8 mixtures at 773 K lead only to unlabelled alkane, alkene, and aromatic products, even though exchange between CD4 and C3H8 occurs at these reaction conditions. This suggests that the non- oxidative conversion of CH4 to higher hydrocarbons on solid acids is limited by elementary steps that occur after the initial activation of C-H bonds. Keywords: Hydrogen transfer; light alkane reactions; deuterium cross-exchange reactions; alkane aromatization 1. Introduction Recent studies suggest that electrophilic activation of light alkanes occurs on superacid catalysts [1] and on Hg-based organometallic complexes [2] at low tem- peratures, and on weaker solid acids at higher temperatures [3-9], apparently via heterolytic cleavage of C-H bonds or intermediate partial oxidation of methane to methanol. -

Vibrationally Excited Hydrogen Halides : a Bibliography On
VI NBS SPECIAL PUBLICATION 392 J U.S. DEPARTMENT OF COMMERCE / National Bureau of Standards National Bureau of Standards Bldg. Library, _ E-01 Admin. OCT 1 1981 191023 / oO Vibrationally Excited Hydrogen Halides: A Bibliography on Chemical Kinetics of Chemiexcitation and Energy Transfer Processes (1958 through 1973) QC 100 • 1X57 no. 2te c l !14 c '- — | NATIONAL BUREAU OF STANDARDS The National Bureau of Standards' was established by an act of Congress March 3, 1901. The Bureau's overall goal is to strengthen and advance the Nation's science and technology and facilitate their effective application for public benefit. To this end, the Bureau conducts research and provides: (1) a basis for the Nation's physical measurement system, (2) scientific and technological services for industry and government, (3) a technical basis for equity in trade, and (4) technical services to promote public safety. The Bureau consists of the Institute for Basic Standards, the Institute for Materials Research, the Institute for Applied Technology, the Institute for Computer Sciences and Technology, and the Office for Information Programs. THE INSTITUTE FOR BASIC STANDARDS provides the central basis within the United States of a complete and consistent system of physical measurement; coordinates that system with measurement systems of other nations; and furnishes essential services leading to accurate and uniform physical measurements throughout the Nation's scientific community, industry, and commerce. The Institute consists of a Center for Radiation Research, an Office of Meas- urement Services and the following divisions: Applied Mathematics — Electricity — Mechanics — Heat — Optical Physics — Nuclear Sciences" — Applied Radiation 2 — Quantum Electronics 1 — Electromagnetics 3 — Time 3 1 1 and Frequency — Laboratory Astrophysics — Cryogenics . -

1-Bromopropane
Right to Know Hazardous Substance Fact Sheet Common Name: 1-BROMOPROPANE Synonyms: Propyl Bromide CAS Number: 106-94-5 Chemical Name: Propane, 1-Bromo- RTK Substance Number: 4198 Date: October 2009 Revision: March 2016 DOT Number: UN 2344 Description and Use EMERGENCY RESPONDERS >>>> SEE BACK PAGE 1-Bromopropane is a clear, colorless liquid with a sweet odor. Hazard Summary It is used in dry cleaning, and as a solvent, adhesive, and an Hazard Rating NJDHSS NFPA aerosol propellant. HEALTH 2 - FLAMMABILITY 3 - REACTIVITY 1 - Reasons for Citation 1-Bromopropane is on the Right to Know Hazardous FLAMMABLE Substance List because it is cited by the EPA, NTP, ACGIH POISONOUS GASES ARE PRODUCED IN FIRE and DOT. CONTAINERS MAY EXPLODE IN FIRE This chemical is on the Special Health Hazard Substance Hazard Rating Key: 0=minimal; 1=slight; 2=moderate; 3=serious; List. 4=severe 1-Bromopropane can affect you when inhaled and may be absorbed through the skin. 1-Bromopropane should be handled as a CARCINOGEN-- WITH EXTREME CAUTION. 1-Bromopropane may cause reproductive damage. SEE GLOSSARY ON PAGE 5. HANDLE WITH EXTREME CAUTION. Contact can irritate the skin and eyes. FIRST AID Inhaling 1-Bromopropane can irritate the nose, throat and lungs. Eye Contact Exposure can cause headache, dizziness, lightheadedness, Immediately flush with large amounts of water for at least 15 trouble concentrating, and weakness. minutes, lifting upper and lower lids. Remove contact 1-Bromopropane may damage the nervous system causing lenses, if worn, while rinsing. numbness, “pins and needles,” and/or weakness in the hands and feet. Skin Contact 1-Bromopropane may affect the liver. -

EPA Method 8: Determination of Sulfuric Acid and Sulfur Dioxide
733 METHOD 8 - DETERMINATION OF SULFURIC ACID AND SULFUR DIOXIDE EMISSIONS FROM STATIONARY SOURCES NOTE: This method does not include all of the specifications (e.g., equipment and supplies) and procedures (e.g., sampling and analytical) essential to its performance. Some material is incorporated by reference from other methods in this part. Therefore, to obtain reliable results, persons using this method should have a thorough knowledge of at least the following additional test methods: Method 1, Method 2, Method 3, Method 5, and Method 6. 1.0 Scope and Application. 1.1 Analytes. Analyte CAS No. Sensitivity Sulfuric acid, including: 0.05 mg/m3 Sulfuric acid 7664-93-9 (0.03 × 10-7 3 (H2SO4) mist 7449-11-9 lb/ft ) Sulfur trioxide (SO3) 3 Sulfur dioxide (SO2) 7449-09-5 1.2 mg/m (3 x 10-9 lb/ft3) 1.2 Applicability. This method is applicable for the determination of H2SO4 (including H2SO4 mist and SO3) and gaseous SO2 emissions from stationary sources. NOTE: Filterable particulate matter may be determined along with H2SO4 and SO2 (subject to the approval of the Administrator) by inserting a heated glass fiber filter 734 between the probe and isopropanol impinger (see Section 6.1.1 of Method 6). If this option is chosen, particulate analysis is gravimetric only; sulfuric acid is not determined separately. 1.3 Data Quality Objectives. Adherence to the requirements of this method will enhance the quality of the data obtained from air pollutant sampling methods. 2.0 Summary of Method. A gas sample is extracted isokinetically from the stack. -
ITP Chemicals: from Natural Gas to Ethylene Via Methane
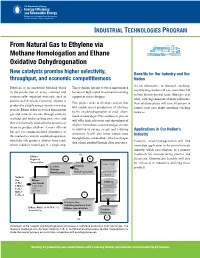
. INDUSTRIAL TECHNOLOGIES PROGRAM From Natural Gas to Ethylene via Methane Homologation and Ethane Oxidative Dehydrogenation New catalysts promise higher selectivity, Benefits for Our Industry and Our throughput, and economic competitiveness Nation As an alternative to thermal cracking, Ethylene is an important building block This technique has not yet been implemented oxydehydrogenation will save more than 640 in the production of many common and because of high capital investment in existing trillion British thermal units (Btu) per year commercially important materials, such as equipment and techniques. while reducing emissions of many pollutants. plastics and chemicals. Currently, ethylene is This project seeks to develop catalysts that New ethylene plants will save 50 percent in produced in a highly energy-intensive two-step will enable direct production of ethylene capital costs over plants installing cracking process. Ethane is firstrecovered from natural by the oxydehydrogenation of crude ethane furnaces. gas and refinery streams through catalytic found in natural gas. This exothermic process cracking and hydrocracking processes, and will offer high selectivity and throughput of then it is thermally cracked in the presence of ethylene from ethane-concentrated gas streams steam to produce ethylene. A more efficient in addition to saving energy and reducing Applications in Our Nation’s but not yet commercialized alternative to emissions. It will also lower capital costs this method is catalytic oxydehydrogenation, Industry through the use crude ethane, which is cheaper which directly produces ethylene from crude than ethane purified through other processes. Catalytic oxydehydrogenation will find ethane found in natural gas in a single step. immediate application in the petrochemicals industry, which uses ethylene as a primary O2 feedstock for manufacturing plastics and Ethane- Depleted C B chemicals. -

An Investigation of the Crystal Growth of Heavy Sulfides in Supercritical
AN ABSTRACT OF THE THESIS OF LEROY CRAWFORD LEWIS for the Ph. D. (Name) (Degree) in CHEMISTRY presented on (Major) (Date) Title: AN INVESTIGATION OF THE CRYSTAL GROWTH OF HEAVY SULFIDES IN SUPERCRITICAL HYDROGEN SULFIDE Abstract approved Redacted for privacy Dr. WilliarriIJ. Fredericks Solubility studies on the heavy metal sulfides in liquid hydrogen sulfide at room temperature were carried out using the isopiestic method. The results were compared with earlier work and with a theoretical result based on Raoult's Law. A relative order for the solubilities of sulfur and the sulfides of tin, lead, mercury, iron, zinc, antimony, arsenic, silver, and cadmium was determined and found to agree with the theoretical result. Hydrogen sulfide is a strong enough oxidizing agent to oxidize stannous sulfide to stannic sulfide in neutral or basic solution (with triethylamine added). In basic solution antimony trisulfide is oxi- dized to antimony pentasulfide. In basic solution cadmium sulfide apparently forms a bisulfide complex in which three moles of bisul- fide ion are bonded to one mole of cadmium sulfide. Measurements were made extending the range over which the volumetric properties of hydrogen sulfide have been investigated to 220 °C and 2000 atm. A virial expression in density was used to represent the data. Good agreement, over the entire range investi- gated, between the virial expressions, earlier work, and the theorem of corresponding states was found. Electrical measurements were made on supercritical hydro- gen sulfide over the density range of 10 -24 moles per liter and at temperatures from the critical temperature to 220 °C. Dielectric constant measurements were represented by a dielectric virial ex- pression. -

Hydrocarbon Processing®
HYDROCARBON PROCESSING® 2012 Gas Processes Handbook HOME PROCESSES INDEX COMPANY INDEX Sponsors: SRTTA HYDROCARBON PROCESSING® 2012 Gas Processes Handbook HOME PROCESSES INDEX COMPANY INDEX Sponsors: Hydrocarbon Processing’s Gas Processes 2012 handbook showcases recent advances in licensed technologies for gas processing, particularly in the area of liquefied natural gas (LNG). The LNG industry is poised to expand worldwide as new natural gas discoveries and production technologies compliment increasing demand for gas as a low-emissions fuel. With the discovery of new reserves come new challenges, such as how to treat gas produced from shale rock—a topic of particular interest for the growing shale gas industry in the US. The Gas Processes 2012 handbook addresses this technology topic and updates many others. The handbook includes new technologies for shale gas treating, synthesis gas production and treating, LNG and NGL production, hydrogen generation, and others. Additional technology topics covered include drying, gas treating, liquid treating, effluent cleanup and sulfur removal. To maintain as complete a listing as possible, the Gas Processes 2012 handbook is available on CD-ROM and at our website for paid subscribers. Additional copies may be ordered from our website. Photo: Lurgi’s synthesis gas complex in Malaysia. Photo courtesy of Air Liquide Global E&C Solutions. Please read the TERMS AND CONDITIONS carefully before using this interactive CD-ROM. Using the CD-ROM or the enclosed files indicates your acceptance of the terms and conditions. www.HydrocarbonProcessing.com HYDROCARBON PROCESSING® 2012 Gas Processes Handbook HOME PROCESSES INDEX COMPANY INDEX Sponsors: Terms and Conditions Gulf Publishing Company provides this program and licenses its use throughout the Some states do not allow the exclusion of implied warranties, so the above exclu- world. -

Natural Gas Acid Gas Removal and Sulfur Recovery Process Economics Program Report 216A
` IHS CHEMICAL Natural Gas Acid Gas Removal and Sulfur Recovery Process Economics Program Report 216A December 2016 ihs.com PEP Report 216A Natural Gas Acid Gas Removal and Sulfur Recovery Anshuman Agrawal Principal Analyst, Technologies Analysis Downloaded 3 January 2017 10:20 AM UTC by Anandpadman Vijayakumar, IHS ([email protected]) IHS Chemical | PEP Report 216A Natural Gas Acid Gas Removal and Sulfur Recovery PEP Report 216A Natural Gas Acid Gas Removal and Sulfur Recovery Anshuman Agrawal, Principal Analyst Abstract Natural gas is generally defined as a naturally occurring mixture of gases containing both hydrocarbon and nonhydrocarbon gases. The hydrocarbon components are methane and a small amount of higher hydrocarbons. The nonhydrocarbon components are mainly the acid gases hydrogen sulfide (H2S) and carbon dioxide (CO2) along with other sulfur species such as mercaptans (RSH), organic sulfides (RSR), and carbonyl sulfide (COS). Nitrogen (N2) and helium (He) can also be found in some natural gas fields. Natural gas must be purified before it is liquefied, sold, or transported to commercial gas pipelines due to toxicity and corrosion-forming components. H2S is highly toxic in nature. The acid gases H2S and CO2 both form weak corrosive acids in the presence of small amounts of water that can lead to first corrosion and later rupture and fire in pipelines. CO2 is usually a burden during transportation of natural gas over long distances. CO2 removal from natural gas increases the heating value of the natural gas as well as reduces its greenhouse gas content. Separation of methane from other major components contributes to significant savings in the transport of raw materials over long distances, as well as savings from technical difficulties such as corrosion and potential pipeline rupture. -
Environlmental ASSESSMENT METHYL CHLORIDE VIA
DOEEA-1157 ENVIRONlMENTAL ASSESSMENT METHYL CHLORIDE VIA OXYHYDROCHLOFUNATION OF METHANE: A BUILDING BLOCK FOR CHEMICALS AND FUELS FROM NATURAL GAS DOW CORNING CORPORATION CARROLLTON, KENTUCKY SEPTEMBER 1996 U.S. DEPARTMENT OF ENERGY PITTSBURGH ENERGY TECHNOLOGY CENTER CUM ~~~~~~~~ DOEEA-1157 ENVIRONlMENTAL ASSESSMENT METHYL CHLORIDE VIA OXYHYDROCHLORINATION OF METHANE: A BUILDING BLOCK FOR CHEMICALS AND FUELS FROM NATURAL GAS DOW CORNING CORPORATION CARROLLTON, KENTUCKY SEPTEMBER 1996 U.S. DEPARTMENT OF ENERGY PITTSBURGH ENERGY TECHNOLOGY CENTER Portions of this document may be illegible in electronic image products. Image are produced from the best available original document. &E/,Etq --,/s7 FINDING OF NO SIGNIFICANT IMPACT FOR THE PROPOSED METHYL CHLORIDE VIA OXYHYDROCHLORINATION OF METHANE PROJECT AGENCY: U.S. Department of Energy (DOE) ACTION: Finding of No Significant Impact (FONSI) SUMMARY: DOE has prepared an Environmental Assessment (EA) (DOE/EA-1157) for a project proposed by Dow Corning Corporation to demonstrate a novel method for producing methyl chloride (CH,Cl). The project would involve design, construction, and operation of an engineering-scale oxyhydrochlorination (OHC) faci 1 i ty where methane, oxygen, and hydrogen chloride (HC1) would be reacted in a fixed-bed reactor in the presence of highly selective, stable catalysts. Unconverted methane, light hydrocarbons and HC1 would be recovered and recycled back to the OHC reactor. The methyl chloride would be absorbed in a solvent, treated by solvent stripping and then purified by distillation. Testing of the proposed OHC process would be conducted at Dow Corning's production plant in Carrollton, Carroll County, Kentucky, over a 23-month period. Based on the analyses in the EA, the DOE has determined that the proposed action is not a major Federal action significantly affecting the quality of the human environment as defined by the National Environmental Policy Act (NEPA) of 1969. -

United States Patent Office 2,807,613
United States Patent Office 2,807,613 Patented Sept. 24, 1957 s s 2 2,807,613 nol, where it may exist in the form of a hemiformal, or PREPARATION OF 6-METHYL-6-PHENYLTETRA of a revertible polymer. Usually formaldehyde is used in HYDRO-1,3-OXAZINES excess based on molar proportions referred to the a Claude 5. Schmide, Moorestown, and Richard C. Maas 5 methylstyrene, proportions from about 1.5:1 to 5:1 being field, Haddon afield, N. J., assignors to Rohm & Hiaas practical. Of course, with less than a 2:1 proportion Company, Philadelphia, Pa., a corporatica of Delaware unreacted starting materials may be present in the react ing mixture, Preferred proportions are from 2:1 to 4:1. No Drawing. Application April 3, 1955, Ammonia may be supplied as a gas or as an aqueous Serial No. 577,944 solution or in the form of ammonium chloride or bromide. 7 Claims. (C. 260-244) 0 Of course, if ammonia or ammonium hydroxide is used, This invention deals with a method for improving yields it will react with the hydrochloric or hydrobromic acid of 6-methyl-6-phenyltetrahydro-1,3-oxazines when made which is added as catalyst. The same final result is ob from an O-methylstyrene, formaldehyde, and ammonia. tained by use of the preformed ammonium halide, which In United States Patent 2,647,117, there is described 5 Supplies both the ammonia and the catalyst. The amount the reaction of olefins, including c-methylstyrene, with of ammonia or ammonium compound is usually at least ammonia and formaldehyde in the presence of hydrogen equivalent to the c-methylstyrene and may be in consid -chloride as a catalyst. -

Anhydrous Hydrogen Bromide
Product Safety Assessment Anhydrous Hydrogen Bromide Anhydrous hydrogen bromide is primarily used in two types of applications: 1) To etch poly-silicon wafers for the manufacture of computer chips that are part of electronic devices 2) As a “building block” chemical, meaning it is often reacted with other chemicals in highly-controlled industrial settings to make other chemicals. Anhydrous hydrogen bromide is made using bromine (for more information see the Product Safety Assessment for bromine). Hydrogen bromide is a colorless gas that can be compressed to liquid form when pressurized. It fumes strongly in moist air, forming hydrobromic acid, which is corrosive to common metals. Anhydrous hydrogen bromide is toxic, irritating to the respiratory system when inhaled, and corrosive to the eyes, skin, and mucous membranes. Anhydrous hydrogen bromide is transported in sturdy cylinders to industrial customers or laboratories. Identification Anhydrous hydrogen bromide is identified by several names, all of them referring to the same chemical product. These names include: • H-Br • CAS Number [10035-10-6] • Anhydrous hydrogen bromide • Anhydrous HBr • Hydrogen bromide (HBr) • Hydrogen dibromide (H2Br2) • Hydrogen monobromide • Hydrobromic acid (in aqueous solutions) Last Revised: March 2017 Page 1 of 6 Product Safety Assessment: Anhydrous Hydrogen Bromide Description Production: Anhydrous hydrogen bromide is made in dedicated manufacturing units. During production, hydrogen and bromine are combined and burned in specially designed furnaces. The anhydrous hydrogen gas generated is purified and packaged for shipment. Uses: Hydrogen bromide is commonly used in combination with other chemicals by the semi-conductor industry for plasma etching of polysilicon computer chips used in electronic devices.