Signature Redacted August 7, 2015 C Ifdb Y
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rolling Bearings and Seals in Electric Motors and Generators
Rolling bearings and seals in electric motors and generators ® SKF, @PTITUDE, BAKER, CARB, DUOFLEX, DURATEMP, ICOS, INSOCOAT, MARLIN, MICROLOG, MONOFLEX, MULTILOG, SEAL JET, SKF EXPLORER, SYSTEM 24 and WAVE are registered trademarks of the SKF Group. © SKF Group 2013 The contents of this publication are the copyright of the publisher and may not be reproduced (even extracts) unless permission is granted. Every care has been taken to ensure the accuracy of the information contained in this publication but no liability can be accepted for any loss or damage whether direct, indirect or consequential arising out of the use of the information contained herein. PUB 54/P7 13459 EN · August 2013 This publication supersedes publication 5230 E and 6230 EN. Certain image(s) used under license from Shutterstock.com. 1 Rolling bearings in electric machines 1 2 Bearing systems 2 3 Seals in electric machines 3 4 Tolerances and fits 4 5 Lubrication 5 6 Bearing mounting, dis mounting and motor testing 6 7 Bearing damage and corrective actions 7 8 SKF solutions 8 Rolling bearings and seals in electric motors and generators A handbook for the industrial designer and end-user 2 Foreword This SKF applications, lubrication and maintenance handbook for bearings and seals in electric motors and generators has been devel oped with various industry specialists in mind. For designers of electric machines1), this handbook provides the information needed to optimize a variety of bearing arrangements. For specialists working in various industries using electric machines, there are recommendations on how to maximize bearing service life from appropriate mounting, mainten ance and lubrication. -
Why Bearings Fail 6 Primary Factors
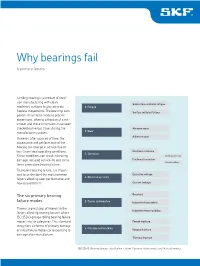
Why bearings fail 6 primary factors A rolling bearing is a product of preci- sion manufacturing with clean, Subsurface-initiated fatigue machined surfaces to give accurate 1. Fatigue flawless movements. The bearings com- Surface initiated fatigue ponents have been made to precise dimensions, often to a fraction of a mil- limeter and these dimensions have been checked numerous times during the Abrasive wear manufacturing process. 2. Wear However, after a period of time, the Adhesive wear appearance and performance of the bearing can change in service due to less-than-ideal operating conditions. Moisture corrosion 3. Corrosion These conditions can result in bearing Fretting corrosion damage, reduced service life and some- Frictional corrosion False brinelling times premature bearing failure. To prevent bearing failure, it is impor- tant to understand the most common Excessive voltage factors affecting poor performance and 4. Electrical errosion how to avoid them. Current leakage The six primary bearing Overload failure modes 5. Plastic deformation Indention from debris There is a great deal of interest in the Indention from handling factors affecting bearing failures where ISO 15243 groups rolling bearing failure modes into six categories. This standard Forced fracture recognizes six forms of primary damage 6. Fracture and cracking or initial failure modes corresponding to Fatigue fracture damage after manufacture. Thermal fracture ISO 15243: Bearing damage classification – shows 6 primary failure modes and their sub-modes. 1. Fatigue • Follow the bearing manufacturer’s How to avoid it? replenishment/overhaul intervals. In railway axle bearings, adhesive wear Fatigue is a change in the bearing mate- • Be sure that adequate sealing is used. -

False Brinelling)
NEW INVESTIGATIONS AND APPROACHES TO EXPLAIN STANDSTILL MARKS ON ROLLER BEARINGS (FALSE BRINELLING) Markus GREBE Author: Dipl.-Ing.(FH) Markus Grebe, M.Eng Workplace: Institute of Production Technologies, Faculty of Materials Science and Technology, Slovak University of Technology Address: ul. J. Bottu 23, 917 24 Trnava, Slovak Republic E-mail: [email protected] Abstract On (seemingly) motionless roller bearings, minute movement through oscillation or vibration-induced elastic deformation can produce standstill marks on the runway. The subsequent overrolling of the marks in operation results in an uneven run and later in premature failure. Such minute movement can be induced by machine or aggregate oscillation but also by the dynamic effects of the road and rail transport. These marks are called false brinelling marks. Brinelling or true brinelling, is a surface damage caused by overload and plastic yield, similar to the damage caused by the Brinell hardness test. Contrary to this, false brinelling is a damage caused by fretting corrosion and other not completely understood mechanism. It causes a similar-looking damage due to completely different tribological mechanisms. This paper shows the latest results of experimental tests on a special designed test rig at the Competence Centre for Tribology of the Mannheim University of Applied Sciences. For the first time, knowledge from “fretting”-research was connected directly to the effects in a false brinelling contact. This new approach can be the basis for further computer simulations. Key words false brinelling, roller bearings, standstill marks, vibrations, lubricating greases, fretting Introduction False brinelling is a quite old wear problem of roller bearings; however, it is still not completely understood and solved. -

Wind Turbine Design Guideline DG03: Yaw and Pitch Rolling DE-AC36-08-GO28308 Bearing Life 5B
Technical Report Wind Turbine Design Guideline NREL/TP-500-42362 DG03: Yaw and Pitch Rolling December 2009 Bearing Life T. Harris J.H. Rumbarger C.P. Butterfield Technical Report Wind Turbine Design Guideline NREL/TP-500-42362 DG03: Yaw and Pitch Rolling December 2009 Bearing Life T. Harris J.H. Rumbarger C.P. Butterfield Prepared under Task No. WE101131 National Renewable Energy Laboratory 1617 Cole Boulevard, Golden, Colorado 80401-3393 303-275-3000 • www.nrel.gov NREL is a national laboratory of the U.S. Department of Energy Office of Energy Efficiency and Renewable Energy Operated by the Alliance for Sustainable Energy, LLC Contract No. DE-AC36-08-GO28308 NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. Available electronically at http://www.osti.gov/bridge Available for a processing fee to U.S. Department of Energy and its contractors, in paper, from: U.S. -

Avoiding Component Failures
Avoiding Component Failures Increasing field reliability Agenda A few words about Kluber Lubrication Lubrication Fundamentals Tribology Oils and Greases Lubricant Selection for Bearings and Gears Bearing Failure Modes and Prevention Gears Failure Modes and Prevention Chains Failure Modes and Prevention Best Practices Lube Storage and Shelf Life Grease Gun Use and Fill Quantity Q and A Pioneer in speciality lubricants since 1929 Founded by Theodor Klüber A part of the Freudenberg group since 1966 Our Vision To be the company of preference To provide superior quality and customer value To develop innovative solutions which save energy and resources Appreciated for our values Pioneers of passion More than 170 employees in research and development Development centers and production in 6 continents Unique test fields with more than 110 test benches Customized test equipment Extensive analytics What is Tribology and the Function of a Lubricant? Tribology – study of friction, wear and lubrication. It is the science of interacting surfaces. Function of a lubricant: The basic function of the lubricant is to reduce friction by separating the interacting surfaces. Viscosity of the oil will determine whether there is sufficient film. Additives can improve wear protection when the lubricating film is insufficient. Friction Conditions Boundary Friction Mixed Friction Fluid Friction The surfaces of the The surfaces of the The surfaces of the friction components friction components friction components are are in intense have some contact completely separated contact and covered and are not separated by a lubricating film. with a thin lubricant completely. Wear film. Wear is occurs usually within excessively high. acceptable limits. -

6230 Rolling Bearings in Electric Motors and Generators
Rolling bearings in electric motors and generators ® SKF, CARB, ICOS, INSOCOAT, MARLIN and SYSTEM 24 are registered trademarks of the SKF Group. ™ SKF Explorer is a trademark of the SKF Group. © SKF Group 2008 The contents of this publication are the copyright of the publisher and may not be reproduced (even extracts) unless permission is granted. Every care has been taken to ensure the accuracy of the information contained in this publication but no liability can be accepted for any loss or damage whether direct, indirect or consequential arising out of the use of the information contained herein. Publication 6230/I EN · February 2008 This publication supersedes publication 5230 E. 1 Rolling bearings in electric machines 1 2 Bearing arrangements 2 3 Product data 3 4 Lubrication and sealing 4 5 Mounting and dismounting 5 6 Bearing damage and corrective actions 6 7 SKF solutions 7 Rolling bearings in electric motors and generators A handbook for the industrial designer and end-user 2 Foreword This SKF applications, lubrication and maintenance handbook for bearings in electric motors and generators has been devel- oped with various industry specialists in mind. For designers of electric machines1), this handbook provides the information needed to optimize a variety of bearing arrangements. For specialists working in various industries using electric machines, there are recommendations on how to maximize bearing service life through appropriate mounting, mainten- ance and lubrication. The recommendations are based on experience gained by SKF during decades of close cooperation with manufacturers and users of electric machines all over the world. This experi- ence along with customer input strongly influences product development within SKF, leading to the introduction of new products and variants. -

Project: Damage and Failure in Wind Turbine Pitch Bearings
Project: Damage and Failure in Wind Turbine Pitch Bearings Key focus: pitch bearing, damage characterisation, improvement of wind turbine reliability Researcher: Eladio Hurtado Supervisor: Wooyong Song Background Pitch bearings of modern large-scale wind turbines operate under unfavourable conditions. These bearings are subjected to high axial forces and bending moments while they are standing still or oscillating at Figure 1- a) Pitch bearing (image: schaeffler-fairs.de) b) Typical double-rowed four- low speeds. No established point contact ball pitch bearing. international standard exists to determine pitch bearing service life accurately. This inaccuracy is mainly due to insufficient understanding of the key damage mechanisms observed when operating under small amplitude oscillations at low speed. These mechanisms are false Brinelling and fretting corrosion. Pitch bearing failures due to false Brinelling and fretting corrosion became predominant after the implementation of individual pitch controller (IPC), which allows each blade to oscillate independently. This has resulted in a significant increment of small amplitude oscillations, the operating condition under which these wear mechanisms prevail. A worn pitch bearing can result in the faulty operation of the pitch control, which can cause an inefficient power Figure 2- Examples of worn pitch bearing. optimisation, and unexpected loads in other components. Project description This research project aims to investigate and understand the failure mechanisms observed in wind turbine pitch bearings due to small oscillatory movements. A clearer understanding of false Brinelling and fretting corrosion development in pitch bearings will contribute to predict their service life more accurately. PTRH: Powertrain Research Hub Research outcomes/impact An in-depth comprehension of the factors affecting false Brinelling and fretting corrosion in pitch bearings will lead to an improvement of pitch bearing designs, particularly for larger scale wind turbines using larger bearings. -

Lubrication of Rolling Bearings Speciality Lubricants from Klüber Lubrication – Always a Good Choice 3
your global specialist Special knowledge The element that rolls the bearing. Tips and advice for the lubrication of rolling bearings Speciality lubricants from Klüber Lubrication – always a good choice 3 Lubricants for rolling bearings from Klüber Lubrication 4 Selecting the right lubricating grease 5 Grease application in rolling bearings 10 Special lubricating greases 18 Cleaning of rolling bearings 34 Corrosion protection of rolling bearings 36 Changeover of lubricating greases 38 Bearing assembly using suitable pastes 40 2 B013002002 / Edition 11.11, replaces edition 06.09 © Photo p. 41: Schaeffler KG Speciality lubricants from Klüber Lubrication – always a good choice Quality put to the test Humans and the environment – what really counts – Klüber Lubrication has more than 110 test rigs, which include – Products that last a lifetime and enable minimum-quantity standardised equipment as well as tools Klüber Lubrication lubrication to be used help to save resources and reduce has developed to regularly test the quality of its products. disposal quantities. – Test results prove the high quality level and provide you with a – Speciality lubricants optimised for higher efficiency reduce solid basis for selecting the right lubricant. energy consumption and hence CO2 emission. – You can obtain products made by Klüber Lubrication in con- – Clean, safe products that are easy to handle are the fun- sistent quality at our production plants worldwide. damental criteria used in the lubricant development by the experts from Klüber Lubrication. -
Wind Turbine Tribology Seminar: a Recap
Wind Turbine TribologyWind Turbine Seminar TribologyA Recap Seminar DRAFTA Recap Authors: R. Errichello, GEARTECH S. Sheng and J. Keller, NREL A. Greco, ANL Sponsors: National Renewable Energy Laboratory (NREL) Argonne National Laboratory (ANL) U.S. Department of Energy Presented at: Renaissance Boulder Flatiron Hotel Broomfield, Colorado, USA November 15-17, 2011 February 2011February 2011 NOTICE This report was prepared as an account of work sponsored by an agency of the United States government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States government or any agency thereof. Printed on paper containing at least 50% wastepaper, including 10% post consumer waste. ii Table of Contents Introduction ................................................................................................................................... 1 Summary of Presentations .......................................................................................................... -
Bearing Failures and Their Causes Introduction 1
Source Application Manual SAM Chapter 630-44 Section 22 BEARING FAILURES AND THEIR CAUSES From a Publication by SKF Industries, Inc. INTRODUCTION All too frequently the Refrigeration Service Engineer finds himself faced with the difficult and time consuming job of disassembling a multi-wheel blower unit or other piece of mechanical equipment in order to remove and replace a scored shaft or defective ball or roller bearing. As with all mechanical component failures, the existing problem had a basic cause which if corrected in time could have eliminated the untimely breakdown. This section examines bearing failures end their causes, having as its source of information the research experience of SKF Industries, Inc., a recognized leader in the manufacture of anti-friction bearings. References are made to this company’s products since their performance was the research vehicle. These references do not constitute an endorsement by RSES of the products of SKF Industries, Inc., whose prestige requires no such endorsement. Accurate and complete knowledge of the causes responsible for the breakdown of a machine is as necessary to the engineer as similar knowledge concerning a breakdown in health is to the physician. The physician cannot effect a lasting cure unless he knows what lies at the root of the trouble, and the future usefulness of a machine often depends on correct understanding of the causes of failure. Since the bearings of a machine are among its most vital components, the ability to draw the correct inferences from bearing failures is of utmost importance. In designing the bearing mounting the first step is to decide which type and size of bearing shall be used. -
6230 Rolling Bearings in Electric Motors And
Rolling bearings and seals in electric motors and generators ® SKF, @PTITUDE, BAKER, CARB, DUOFLEX, DURATEMP, ICOS, INSOCOAT, MARLIN, MICROLOG, MONOFLEX, MULTILOG, SEAL JET, SKF EXPLORER, SYSTEM 24 and WAVE are registered trademarks of the SKF Group. © SKF Group 2013 The contents of this publication are the copyright of the publisher and may not be reproduced (even extracts) unless permission is granted. Every care has been taken to ensure the accuracy of the information contained in this publication but no liability can be accepted for any loss or damage whether direct, indirect or consequential arising out of the use of the information contained herein. PUB 54/P7 13459 EN · August 2013 This publication supersedes publication 5230 E and 6230 EN. Certain image(s) used under license from Shutterstock.com. 1 Rolling bearings in electric machines 1 2 Bearing systems 2 3 Seals in electric machines 3 4 Tolerances and fits 4 5 Lubrication 5 6 Bearing mounting, dis mounting and motor testing 6 7 Bearing damage and corrective actions 7 8 SKF solutions 8 Rolling bearings and seals in electric motors and generators A handbook for the industrial designer and end-user 2 Foreword This SKF applications, lubrication and maintenance handbook for bearings and seals in electric motors and generators has been devel oped with various industry specialists in mind. For designers of electric machines1), this handbook provides the information needed to optimize a variety of bearing arrangements. For specialists working in various industries using electric machines, there are recommendations on how to maximize bearing service life from appropriate mounting, mainten ance and lubrication. -

The Effect of Grease Composition on Fretting Wear
© 2019 Alireza Saatchi ALL RIGHTS RESERVED THE EFFECT OF GREASE COMPOSITION ON FRETTING WEAR A Dissertation Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy Alireza Saatchi May 2019 THE EFFECT OF GREASE COMPOSITION ON FRETTING WEAR Alireza Saatchi Dissertation Approved: Accepted: _____________________________ _____________________________ Advisor Department Chair Dr. Gary Doll Dr. H. Michael Cheung _____________________________ _____________________________ Committee Member Dean of the College Dr. Qixin Zhou Dr. Donald P. Visco, Jr. _____________________________ _____________________________ Committee Member Dean of the Graduate School Dr. Rajeev Gupta Dr. Chand Midha _____________________________ _____________________________ Committee Member Date Dr. Curtis Clemons _____________________________ Committee Member Dr. Gopal Nadkarni ii ABSTRACT This research studies the effects of composition and oil release mechanisms of greases on its performance properties, especially against a certain type of tribological damage called fretting. Grease is a complex lubricant that consists mainly of a base-oil and a thickener. Whereas the base oil is the primary lubricous component of the grease, the thickener gives the grease its consistency, or its ability to “stay put” wherever it is applied. Most thickeners are in the form of fibers dispersed colloidally in oil, entangled and connected together to form a three dimensional structure that traps the oil and prevents it from flowing freely. The oil needs to separate from the mixture and insert itself into the tribological contact in order to perform its function of preventing friction and wear. Therefore, the separation of oil from the grease, which is loosely referred to as the grease bleed, is an essential step in the protection mechanism of the grease.