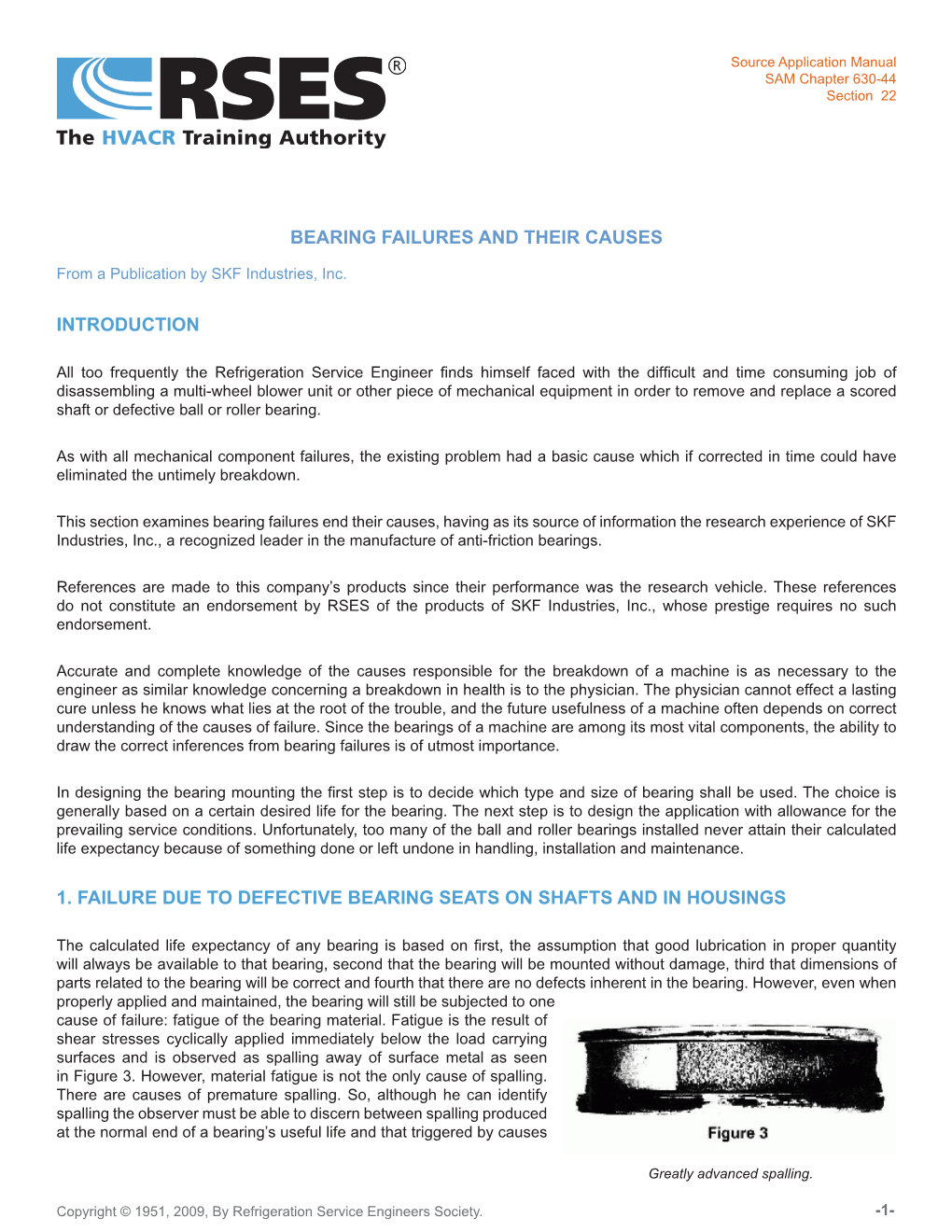
Bearing Failures and Their Causes Introduction 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Two-Dimensional Fretting Contact of Piezoelectric Materials Under a Rigid Conducting Cylindrical Punch
Journal of Mechanics of Materials and Structures TWO-DIMENSIONAL FRETTING CONTACT OF PIEZOELECTRIC MATERIALS UNDER A RIGID CONDUCTING CYLINDRICAL PUNCH Jie Su, Liao-Liang Ke and Yue-Sheng Wang Volume 11, No. 5 December 2016 msp JOURNAL OF MECHANICS OF MATERIALS AND STRUCTURES Vol. 11, No. 5, 2016 dx.doi.org/10.2140/jomms.2016.11.535 msp TWO-DIMENSIONAL FRETTING CONTACT OF PIEZOELECTRIC MATERIALS UNDER A RIGID CONDUCTING CYLINDRICAL PUNCH JIE SU, LIAO-LIANG KE AND YUE-SHENG WANG This paper investigates the fretting contact between a transversely isotropic piezoelectric half-plane and a rigid cylindrical punch in a plane strain state. It is assumed that the punch is a perfect conductor with a constant electric potential within the contact region. Since the fretting contact problem is frictional and history dependent, the two bodies are brought into contact first by a monotonically increasing normal load, and then by a cyclic tangential load, which is less than that necessary to cause complete sliding. It is assumed that the contact region contains an inner stick region and two outer slip regions in which Coulomb’s friction law is applied. With the use of the superposition principle and Fourier integral transform technique, the problem is reduced to a set of coupled Cauchy singular integral equations. An iterative method is used to determine the unknown stick/slip region, normal contact pressure, electric charge and tangential traction. The effects of the friction coefficient, electric load and conductivity of the punch on the surface electromechanical fields are discussed during different loading phases. 1. Introduction Piezoelectric materials are important smart materials and have been widely used in various electrome- chanical devices such as actuators, sensors, transducers and micropower generators. -
Mounting and Dismounting of Rolling Bearings
Mounting and Dismounting of Rolling Bearings Schaeffler Technologies AG & Co. KG Every care has been taken to ensure the Georg-Schäfer-Straße 30 correctness of the information contained 97421 Schweinfurt in this publication but no liability can be Germany accepted for any errors or omissions. We Internet www.fag.com reserve the right to make technical changes. E-Mail [email protected] In Germany: © Schaeffler Technologies AG & Co. KG Phone 0180 5003872 Issued: 2012, June Fax 0180 5003873 This publication or parts thereof may not be From other countries: Phone +49 9721 91-0 reproduced without our permission. WL 80100/3 EA / 2012062 / Printed in Germany by kraus by 80100/3 EA / 2012062 Printed in Germany WL Fax +49 9721 91-3435 WL 80 100/3 EA Bearings Rolling of and Dismounting Mounting 80 100/3 EA WL Selection of FAG Publications The following publications are selected from the numerous FAG publications available. Further information on request. Catalogue WL 41520 FAG Rolling Bearings Publ. No. WL 00106 W.L.S. Rolling Bearing Learning System Publ. No. WL 80102 How to Mount and Dismount Rolling Bearings Hydraulically Publ. No. WL 80103 FAG Hydraulic Nuts Publ. No. WL 80107 FAG Induction Heating Equipment Publ. No. WL 80111 Rolling Bearing Mounting Cabinet and Mounting Sets – A fundamental course for vocational training Publ. No. WL 80123 All about the Rolling Bearing – FAG Training Courses on Rolling Bearings Theory and Practice Publ. No. WL 80134 FAG Video: Mounting and Dismounting of Rolling Bearings Publ. No. WL 80135 FAG Video: Hydraulic Methods for the Mounting and Dismounting of Rolling Bearings Publ. -

Hybrid Ceramic Ball Bearings
BEARING SPECIFIC BSA website Follow us on TOPICS BEARING BRIEFS Bearing Installation & Fitting Hybrid Ceramic Ball Bearings Bearing Repair Hybrid Ceramic Ball Bearings Linear Bearings Plane Bearings Seal Selection Spherical Plain Bearings Vibration Analysis Wear Sleeves and Other Shaft Repair Options Planetary Roller Screws The term “hybrid ceramic ball bearing” normally refers to a bearing assembly consisting of inner and outer rings of standard bearing steel, with silicon nitride (Si3N4) ceramic Bearings for the Food & balls. For some applications, the properties of the bearing with ceramic balls offer Beverage Industry functional improvements in several different areas over a conventional all-steel bearing. Split Roller Bearing There is a very significant cost penalty for the hybrid ceramic design that largely limits Technology its present-day use to certain high-end applications. However, this cost gap is expected to shrink over time with advances in ceramic ball manufacturing technology. Bearing Mounting Tools Bearings for Machine Tool Spindles BEARING INDUSTRY One of the predominant present-day applications for hybrid bearings is angular INFORMATION contact sets for high-speed machine tool spindles. This application utilizes some of the key properties of the ceramic balls compared to steel: Bearing Standards Organizations • Lower mass. The mass of a ceramic ball is about 40% of that of a steel ball of the same size. This Brief History of Bearings means the hybrid ceramic bearing operates with The Domestic Bearing less friction, less ball skidding, lower moment Industry: Investing in the from gyro-spin, and therefore, lower operating Future temperature for a given speed, and higher limiting History of Adhesives speed for a given size – by a margin of 20% or more. -

Rolling Bearings and Seals in Electric Motors and Generators
Rolling bearings and seals in electric motors and generators ® SKF, @PTITUDE, BAKER, CARB, DUOFLEX, DURATEMP, ICOS, INSOCOAT, MARLIN, MICROLOG, MONOFLEX, MULTILOG, SEAL JET, SKF EXPLORER, SYSTEM 24 and WAVE are registered trademarks of the SKF Group. © SKF Group 2013 The contents of this publication are the copyright of the publisher and may not be reproduced (even extracts) unless permission is granted. Every care has been taken to ensure the accuracy of the information contained in this publication but no liability can be accepted for any loss or damage whether direct, indirect or consequential arising out of the use of the information contained herein. PUB 54/P7 13459 EN · August 2013 This publication supersedes publication 5230 E and 6230 EN. Certain image(s) used under license from Shutterstock.com. 1 Rolling bearings in electric machines 1 2 Bearing systems 2 3 Seals in electric machines 3 4 Tolerances and fits 4 5 Lubrication 5 6 Bearing mounting, dis mounting and motor testing 6 7 Bearing damage and corrective actions 7 8 SKF solutions 8 Rolling bearings and seals in electric motors and generators A handbook for the industrial designer and end-user 2 Foreword This SKF applications, lubrication and maintenance handbook for bearings and seals in electric motors and generators has been devel oped with various industry specialists in mind. For designers of electric machines1), this handbook provides the information needed to optimize a variety of bearing arrangements. For specialists working in various industries using electric machines, there are recommendations on how to maximize bearing service life from appropriate mounting, mainten ance and lubrication. -

Signature Redacted August 7, 2015 C Ifdb Y
Scale-up of a High-Technology Manufacturing Startup: Improving Product Reliability Through Systematic Failure Analysis and Accelerated Life Testing MASSACHUSETTS INSTITUTE by OF TECHNOLOGY, All Shabbir OCT 0 12015 B.A.Sc. Mechanical Engineering, University of Waterloo (2014) LIBRARIES Submitted to the Department of Mechanical Engineering in partial fulfillment of the requirements for the degree of Master of Engineering in Manufacturing at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY September 2015 @ Ali Shabbir, MMXV. All rights reserved. The author hereby grants to MIT permission to reproduce and to distribute publicly paper and electronic copies of this thesis document in whole or in part in any medium now known or hereafter created. Signature redacted A uthor . ......... ........... Department of Mechanical Engineering Signature redacted August 7, 2015 C ifdb y...................------------ David E. Hardt Ralph E. and Eloise F. Cross Professor of echanical Engineering Accepted by ..... ............ Signature redacted ...... David E. Hardt Chairman, Department Committee on Graduate Theses Scale-up of a High-Technology Manufacturing Startup: Improving Product Reliability Through Systematic Failure Analysis and Accelerated Life Testing by Ali Shabbir Submitted to the Department of Mechanical Engineering on August 7, 2015, in partial fulfillment of the requirements for the degree of Master of Engineering in Manufacturing Abstract Ensuring product reliability is a key driver of success during the scale-up of a high- technology manufacturing startup. Reliability impacts the company image and its financial health, however most manufacturing startups do not have a solid under- standing of their product's reliability. The purpose of this thesis is to introduce systematic failure analysis to the engineering design process and to establish a frame- work for testing and analyzing product life so that imperative business decisions and design improvements could be made with regards to reliability. -

Influence of Surface Topography on Torsional Fretting Wear Under Flat-On-Flat Contact
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by University of Huddersfield Repository Influence of surface topography on torsional fretting wear under flat-on-flat contact Wenlong Lu1, Po Zhang1,*, Xiaojun Liu1,Wenzheng Zhai1,Mingzhuo Zhou1,Jian Luo1,Wenhan Zeng2,Xiangqian Jiang2 1The State Key Laboratory of Digital Manufacturing Equipment and Technology, School of Mechanical Science and Engineering, Huazhong University of Science and Technology, Wuhan 430074, PR China 2EPSRC Centre for Innovative Manufacturing in Advanced Metrology, University of Huddersfield, Huddersfield, HD1 3DH, UK Abstract: Influence of surface topography on torsional fretting under flat-on-flat contact were investigated. Contact surfaces of the lower specimens were prepared by milling with different initial surface roughness while the upper specimens were polished. Results indicate that with the increase of surface roughness, friction torque and accumulated dissipated energy present a first increase and then decrease tendency and are higher when the texture is perpendicular to the relative movement direction. The wear volume and wear rate present increasing and decreasing tendencies separately for textures parallel and perpendicular to the relative movement direction, and they are higher when the texture is parallel to the relative movement direction. The results can provide guidance for the initial surface design to reduce fretting wear. Keywords: surface roughness; texture direction; torsional fretting; friction and wear 1. Introduction Surface topography is the local deviation of a surface from a perfectly flat plane, and it has become increasingly important in many fields, such as materials, tribology and machine condition monitoring [1-2]. In many industrial applications the fretting degradation process is inevitable. -
Rolling Bearing Failure Analysis
Rolling Bearing Failure Analysis Contents 1. BEARING FAILURE ANALYSIS 3 1.1 DETERMINATION OF OPERATING DATA 3 1.2 LUBRICANT SAMPLING 4 1.3 INSPECTION OF THE BEARING ENVIRONMENT 4 1.4 ASSESSMENT OF BEARING IN MOUNTED CONDITION 5 1.5 DISMOUNTING THE DAMAGED BEARING 5 1.6 ASSESSMENT OF THE COMPLETE BEARING 5 1.7 ASSESSMENT OF BEARING COMPONENTS 6 1.8 ROLLING BEARING DAMAGE SYMPTOMS AND THEIR CAUSES 7 2. ROLLING BEARING DAMAGE 9 2.1 DAMAGE RELATING TO BEARING RINGS 9 2.1.1 FRETTING CORROSION 10 2.1.2 TRACKS IN THE CASE OF INADEQUATE LUBRICATION 11 2.1.3 TRACKS IN THE CASE OF CONTAMINATION IN BEARING OR LUBRICANT 12 2.1.4 UNUSUAL TRACKS WITH DETRIMENTAL RADIAL PRELOAD 13 2.1.5 TRACKS WITH OVAL DEFORMATION 14 2.1.6 DETRIMENTAL AXIAL PRE-LOAD 15 2.1.7 TRACKS WITH MISALIGNMENT 16 2.1.8 FATIGUE OF ROLLING BEARINGS DUE TO MISALIGNMENT 17 2.1.9 FATIGUE AS A RESULT OF POOR LUBRICATION 18 2.1.10 CORROSION 19 2.1.11 FALSE BRINELLING 20 2.1.12 PASSAGE OF ELECTRIC CURRENT 21 2.1.13 RING FRACTURES 22 2.1.14 SLIPPAGE TRACKS 24 2.1.15 SCORE MARKS 25 2.1.16 DAMAGE DUE TO OVERHEATING 26 2.1.17 ASSESSMENT OF LIP CONTACT 27 2.2 DAMAGE RELATING TO BEARING CAGES 28 2.2.1 CAGE WEAR DUE TO STARVED LUBRICATION AND CONTAMINATION 28 2.2.2 WEAR DUE TO EXCESS SPEED 28 2.2.3 WEAR DUE TO ROLLER SKEWING 29 2.2.4 WEAR IN BALL BEARING CAGES DUE TO TILTING 30 2.2.5 CAGE FRACTURE 31 2.2.6 DAMAGE DUE TO INCORRECT MOUNTING 31 Rolling Bearing Failure Analysis 1. -
THE PAIN of FRETTING CORROSION by David P
THE PAIN OF FRETTING CORROSION By David P. Scopelliti INTRODUCTION: The following paper is intended to inform on the subject at hand and is based on years of laboratory observations. Fretting motion, fretting wear, fretting corrosion … what does it all mean and can it be prevented or at least mitigated? WHAT IS FRETTING? Photo courtesy of Samtec Photo courtesy of Samtec Photo 1 Photo 2 The science is called Tribology, the study of moving, contacting surfaces, wear, friction, lubrication, etc. You may or may not remember studying Triboelectric charge in school (the electricity created by rubbing materials together). Our interest is in the phenomena known as Fretting Corrosion (and fretting motion, the driving force behind fretting corrosion). How is this different from normal plain old wear? The big difference is that fretting is a micro- motion issue typically less than 0.005” of movement. Just about any material that oxidizes is in danger of fretting corrosion under the right conditions. Everyone who has ever ridden a bicycle has seen the black residue on the chain and sprockets. It is not the macro-motion of the chain around the sprocket that causes fretting; it is the “jittering” of the chain against the sprocket and the rubbing of the individual chain components as well. The tiny vibrations set up by the chain/sprocket interaction along with the vibration generated as the bike travels is what we are talking about. As the surfaces of the chain and sprocket grind together, pulverized metal particles are frictionally heated and react with the moisture and oxygen in the air and any number of other corrosive gases or liquids in the ambient environment. -

Issue 18: the Difference Between True and False Brinelling
Issue 18: The Difference Between True and False Brinelling Note from Author: I wrote this article back in 2012 and it was only seen by those receiving our mailings. Now that we have gone digital with email and posting on our website we felt it was time to roll out all of my older articles. They are still relevant and I hope you enjoy! --Bud In my years of dealing with bearing failure I have heard the term brinelling used over and over with the relationship of being true or false. It’s not a question of whether or not the dent mark exists; the word true or false is defining if the dent mark is a result of the materials elastic limit being exceeded. In this short article I will try my best using as few as possible engineering terms to explain. First we need to review what these terms mean: Brinell Mark is the mark left in metal which is created by another piece of metal (or hard object.) Brinell Hardness is a scale designed to define the hardness of a material. This is measured by pressing a hardnened ball into a material and measuring the brinell mark. Pic 1: Concept of Brinell Hardness Brinelling is the term that refers to the indentation caused by impact or contact with a hard object. So then what is True Brinelling? True brinelling is a dent or brinell mark caused by contact stress that is above the allowable material limit. The estimated amount of pressure to leave a dent that is 0.0001 times the size of the rolling element is 609,000 psi in ball bearings and 580,000 psi in roller bearings. -

Plastic Bearings That Revolve Around Your Needs
NON-CORROSIVE n NON-MAGNETIC n LIGHTWEIGHT Plastic bearings that revolve around your needs. FROM MAGNUS MOBILITY SYSTEMS ISO 9001-2008 Certified Plastic bearings that revolve around your needs We go to extremes to make things move. As suppliers of the highest quality plastic bearings and housings, we offer the largest selection of in-stock items and the ability to custom fabricate to your exact specifications – in quantities as low as one to over one million! A perfect fit Our business revolves around our customers’ needs. We have lit- erally thousands of standard and non-standard parts in-stock – in both inch and metric sizes. That means quick delivery – and less downtime for your equipment. Available inventory isn’t the only thing that sets us apart. Our experience and reliability is unmatched in the industry – from finding the perfect replacement part…to custom engineering a new design for an OEM…to selecting the right material for your environment - our people have the knowledge to keep your equipment running smoothly. Not all bearings are created equal It takes tough bearings to withstand a wet, corrosive environment – and we’ve got ‘em! Our plastic bearings are lightweight and will go where no conventional bearing can. Jilson bearings are engineered using materials specially matched to your application, to keep your equipment running at optimal performance. When combined with stainless steel or non-metallic balls, made of polymer or glass, they are completely non-magnetic. A great alternative when magnetic distortion must be avoided. Self-Lubricating = Maintenance Free! Jilson plastic ball bearings need no lubrication. -

Ceramic Bearings
FOR EXTREME SPECIAL ENVIRONMENTS CERAMIC BEARINGS Japan Quality CAT. NO. B1013E Ceramic Bearing Development Story Introduction to Application Examples 1 Machine tools 3 World’s first successful practical application of ceramic bearings 2 Film manufacturing equipment 3,4 3 Power generation equipment 4 4 Industrial furnaces 5,6 “Aren’t there any bearings that can be used in seawater?” 5 Production equipment 7,8 …One of our customers asked this question, 6 Semiconductor manufacturing equipment 9,10,11 7 Motor, Industrial machinery 12 triggering our efforts to develop the ceramic bearing. 8 Medical equipment 13 Initially, we attempted to use alumina as the raw material, 9 Home electrical appliances 13,14 but it split quickly and cracks developed… 10 Outer space, Leisure 14 11 Automobiles, Motorcycles 15,16 Following this, research stalled and ended after approximately five years. Research resumed again in 1978; Features this time with the development team consisting of five members. Cooperation Properties of ceramic materials Additionally, a material manufacturer known for 1 Material characteristics 17 leading ceramics research was invited to join the effort. 2 Rolling fatigue of ceramic materials 18 3 Ceramic materials suitable for rolling bearings 19 Starting with silicon nitride as the raw material, 4 Composition of ceramic bearings 19 strength was reinforced using a sintering additive and a hot pressing process eliminated cracking. As a result, the first ceramic bearings were commercialized in 1984. Production Process Some of our customers had doubts about strength in the beginning, Ceramics Production Process stating “If ceramic cracks, it will surely split in two!” 1 Production Process 20 At that time, customers would hit the bearings with a hammer to test their strength. -

IKO Needle Roller Bearing Series General Info
Nippon Thompson Co., Ltd. is a bearing manufacturer that launched the technical development of needle roller bearings for the first time in Japan and is proud of the high quality level and abundant varieties of its products. Needle roller bearings are bearings for rotary motion that incorporate needle- shaped thin rollers instead of ordinary bearing balls or rollers. Compared with other rolling bearings, they are small-sized and lightweight but have a large load capacity. They are widely used with high reliability in the fields of automobiles, industrial machinery, OA equipment, etc. as resource-saving type bearings that make the whole machine compact. A1 A2 A Characteristics of Needle Roller Bearings Bearings can be classified into two main types, namely rolling bearings and sliding bearings. Rolling bearings can be subdivided further into ball bearings and roller bearings according to the rolling elements. Classification of bearings B Needle Roller Bearings are high-precision rolling bearings with a low sectional height, incorporating needle rollers as the rolling element. They have the following features. Deep groove ball bearings C Merits of Rolling Bearings Merits of Needle Roller Bearings Angular contact ball bearings Radial ball bearings Self-aligning ball bearings Compared with sliding bearings, rolling bearings Compared with other rolling bearings, Needle D have the following merits: Roller Bearings have the following advantages: Others With a low sectional height, they can Thrust ball bearings with flat back face Static and