Introduction to Knitwear Training Manual 2 3
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Influence of Process Parameters on the Properties of Friction-Spun Yarns
Indian Journal of Fibre & Textile Research Vol.18,March 1993,pp.14-l9 Influence of process parameters on the properties of friction-spun yarns A R Padmanabhan & N Ramakrishnan The South India Textile Research Association, Coimbatore 641 014, India Received 9 June 1992; revised received 23 October 1992; accepted 24 November 1992 The effects of spinning drum speed, yam delivery rate, core-wrapper ratio and number of wrapper slivers on the quality characteristics of yams spun on a laboratory model DREF-3 friction spinning ma- chine have been studied. It is observed that by and large, drum speed and per cent wrapper fibres deter- mine the yarn tenacity while the delivery rate and the per cent core fibre content influence the yam un- evenness. Keywords: Carding drum, Drum speed, Friction-spun yarn, Yarn tenacity, Unevenness, Wrapper fibres t Introduction drafting unit II with different core-to-wrapper ratios The quality of the yarn obtained from any spinn- and at different delivery rates. ing system depends on the quality of raw material In each count, 12 yarn samples, three for each of used as well as on the process parameters employed the four process variables, were produced by suit- during spinning. Friction spinning is no exception to ably altering the spinning parameters as listed in this. While many research workers have studied in Table 2. While varying the parameters, care was tak- detail the influence of process variables on yarn en to ensure that only one parameter was changed at quality in both ring and rotor spinning, such an in- a time, keeping the other three at the following opti- formation with regard to friction spinning appears mum level as suggested by the manufacturer. -

SMITTEN SOFTSPOT KNITTED HEART Pattern
Crochet Pattern craftzine.com SMITTEN SOFTSPOT KNITTED HEART By Lauren O’Farrell Mushy love stuff ahoy! It’s nearly Valentine’s Day — the time of the year when you bellow, “I HEART YOU!” with something handmade. Fancy stitching something squishy to profess your undying amour? Then it’s about time you met the Smitten Softspot, a handmade heart that only has eyes for its owner. Awwwwww. You can give him away, leave him somewhere for a random stranger to feel the love, or just keep All images copyright Lauren O’Farrell him to yourself. I won’t tell. MATERIALS, GAUGE, AND KEY Warning: Cannot be used as an alternative to human heart in transplant or sacrifice situations. » 15g DK acrylic yarn Size/Gauge It’s just not gory enough. in red Hold-in-your-hand size or » 15g DK acrylic yarn approximately 7" wide in white » US size 6 (4.5mm) Abbreviations Pattern knitting needles K = knit » Tapestry needle P = purl The Smitten Softspot is made with two sides, which you sew » 2 black safety eyes or M1 = make one (make a new together and stuff. You begin each side by making the two heart black yarn to embroider stitch between two stitches) lobes at the top, then joining both parts to make the main part eyes K2tog = knit two stitches of the heart. » Stuffing together » Fig leaf, wings, and Sts = stitches Step 1: Knit the heart lobes. cupid bow and arrow Cast on 4 sts with red yarn. (optional) to wear when Row 1 and every odd-numbered row to Row 23: Knit across. -

Start Spinning: Everything You Need to Know to Make Great Yarn Ebook
START SPINNING: EVERYTHING YOU NEED TO KNOW TO MAKE GREAT YARN PDF, EPUB, EBOOK Maggie Casey | 120 pages | 01 Apr 2008 | Interweave Press Inc | 9781596680654 | English | Loveland, CO, United States Start Spinning: Everything You Need to Know to Make Great Yarn PDF Book To make two-ply yarn, take two singles strands or both ends of the same strand , attach them both to your spindle, and twist them around each other in the opposite direction from how you originally spun them. When you spin, you put twist into fibres so that they hold together to form a continuous thread. Navajo Plying - Making a three-ply yarn 8. Designed to appeal to the beginning spinner, tips and hints are provided that illustrate how easy, enjoyable, and relaxing spinning can be. When I was in Kenya, women spun Romney wool chiefly "in the grease," but it often locked in large amounts of dirt in the process. Spin spin spin! Covers fiber characteristics, preparation and spinning, choosing a wheel, and crafting the finished yarn into useful and attractive pieces. I Made It! Leave the original loop of fiber anchored on the spindle hook. Description If you are a knitter or crocheter looking to take the step from just using manufactured yarn to making your own this is a great book to get you started. A bunch of loose fibers will fall apart if you pull on their ends. Launching a Patreon! First and foremost, you want a balanced drop spindle that spins true. Either one will do just fine to learn on. It is also much easier to learn to spin wool than silk, or cotton and other vegetable fibres. -
3Needle Bind-Of
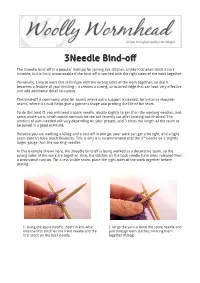
3Needle Bind-of The 3needle bind-off is a popular method for joining live stitches. Unlike Kitchener stitch it isn't invisible, but is fairly unnoticeable if the bind-off is worked with the right sides of the work together. Personally, I like to work this technique with the wrong sides of the work together, so that it becomes a feature of your knitting – it creates a strong, structured ridge that can look very effective and add additional detail to a piece. This bind-off is commonly used for seams where extra support is needed, for instance shoulder seams, where it's bulk helps give a garment shape and prolong the life of the seam. To do this bind-ff, you will need a spare needle, ideally slightly larger than the working needles, and some waste yarn, which would normally be the tail recently cut after knitting has finished. The amount of yarn needed will vary depending on your project, and 3 times the length of the seam to be joined is a good estimate. Because you are working a k2tog and a cast-off in one go, your work can get a bit tight, and a tight seam doesn't have much flexibility. This is why it is recommended that the 3rd needle be a slightly larger gauge than the working needles. In this example shown here, the 3needle bind-off is being worked as a decorative seam, so the wrong sides of the work are together. Also, the stitches on the back needle have been released from a provisional cast-on. -

Results Vintage & Jewellery
Results Vintage & Jewellery, No. Item Hammer price 1 A brilliant cut diamond ring, 1.35 ct. 35 000 SEK 2 A pair of 12 mm cultured South sea pearl, pink sapphire, peridote and diamond earrings. Unsold 3 A cultured pearl and brilliant-cut diamond brooch. 8 000 SEK 4 A brilliant-cut diamond necklace. Unsold 5 A brilliant-cut diamond, 1.01 cts, ring. Quality F/ VVS1 according to HRD certificate. Unsold 6 A brilliant-cut diamond, circa 1.74 cts, solitaire ring. Quality H/VVS2. Unsold 7 A diamond, circa 1.00 ct, and sapphire ring. Flexible parts. Unsold 8 A pair of Tahiti pearl, 13 mm, and diamond, circa 0.36 ct, earrings. 13 000 SEK 9 A brilliant-cut diamond brooch. Total carat weight circa 2.00 cts. Unsold 10 A South Sea pearl, circa 14.8 x 12.8 mm, and diamond, ca total 0.08 ct, pendant. Unsold 11 A tourmaline, total carat weight 16.20 cts, and diamond, total carat weight 2.99 cts. Unsold 12 A pair of cultured South sea pearl and brilliant-cut diamond earrings. Unsold 13 A NECKLACE, south sea pearls 14.3-17.0 mm. Clasp with multicolor sapphires c. 7.50 Unsold cts. Length 42 cm. 14 A pink sapphire, circa 1.55 cts, and diamond, total circa 0.7 ct, ring. 12 000 SEK 15 A pair of pearl and diamond earring. 12 000 SEK 16 A brilliant-cut diamond ring. Total gem weight 2.48 cts. Unsold 17 A pair of amethyst and diamond, circa 0.60 ct, earrings. -
Knitting Gauge Tutorial.Spub
Kniting Gauge Tutrial by Brenda Bel htp://www.ravelry.com/designers/brenda-bel htp://www.brendaabel.com Te Kniting Gauge Tutrial The Basics Recommended Tools & Supplies ☑ Knit a swatch that's at least 5 inches wide and 7 inches long. The larger your Metal ruler swatch, the more accurate your gauge Calculator (or pencil & paper) calculation will be. Main yarn Contrasting waste yarn ☑ Block and finish the swatch exactly as Blocking pins or wires (optional) you will block and finish the knitted article. If you are going to wash and dry the garment, you must also wash and dry the swatch before taking your gauge I believe gauge is the most important measurement. knitting concept because it is the sole principal that determines whether a knitted ☑ Measure the swatch to determine gauge item will be the right size when it is after blocking and finishing. finished. For an afghan, you have a bit of leeway in that a slightly smaller or slightly larger afghan is still acceptable. For a sweater however, a mere 1/8" inch difference between the pattern gauge and your knitting gauge is enough to cause an improper fit. If you've always believed that knitting a swatch is a waste of yarn, think again... you'll waste a lot more yarn knitting an entire sweater that ends up being 3" too small. All Original Content © 2004 Brenda A. Bell You may republish this content in any free publication or collection provided that is it accompanied by this copyright notice. This document was originally published at http:// knitfits.theotherbell.com/gauge-how-to.htm on July 22, 2004. -

7. Wool Combing
7. Wool Combing Errol Wood Learning objectives On completion of this topic you should be able to: • Outline the objectives of wool combing • Describe the design of a typical rectilinear comb • Explain the steps in rectilinear combing – feeding, initial combing, final combing and drawing off, and sliver formation • Discuss the means by which noils are removed, and the balance required in setting the amount to be removed • Explain the purpose of re-combing • Calculate: tear ratio, noil(%), romaine, regain and combing production • Discuss the factors that affect the combing quality of fine wools Key terms and concepts Combing (Nobel and rectilinear), nips per minute, doublings, noils, finisher gilling, packaging, re- combing, tear, noil(%), romaine, percent fibres less than 30 mm, combing production. Introduction to the topic Wool combing is a comprehensive term when used in its widest sense, and it embraces all the operations carried out in a topmaking plant. It includes the processes of raw wool scouring, drying, carding, backwashing and preparer gilling. Then follows the actual combing operation and the sequence of topmaking processes concludes with two gilling steps called top finishing (or finisher gilling). Combing is not included in the semiworsted or woollen processing routes. Wool combing, the single process, is indispensable in the manufacture of a worsted yarn. The card has disentangled the fibres in the mass of scoured wool and has mixed them in a roughly parallel formation. However, during the carding process many fibres will have been broken, and the card sliver will consist of a variety of fibre lengths. Some vegetable matter will have been removed but fragments remain. -

Need for Lap Preparation
Need for Lap preparation: The combers are fed with a small lap produced by combining several slivers. The raw material delivered by the card is unsuitable for combing as regards both form and fiber arrangement. If card slivers were just combined and fed to the comber, true nipping by the nipper plates would occur only on the high points, with the risk that the nippers could not retain the less firmly compressed edge zones of the slivers asshown in the below fig. This is because the slivers are not flattened. The fibres could then be pulled out as clumps by the circular combs during combing operation. A sheet with the greatest possible degree of evenness in cross section, with uniform thickness is therefore required as in-feed to the comber. Effect of fibre presentation: The fiber arrangement must also be taken into account, i.e. in this case the disposition of the hooks. If the comber is to straighten hooks, as it is intended to, then the fibers must be presented to it with leading hooks. The carded slivers have trailing hooks as the majority hooks (more than 50%) as the sliver emerges out of the calendar rollers in the carding machine. Each time the sliver is packed in a can and taken out, the majority hooks change. For example, as the sliver is withdrawn from the card can, the original trailing hooks (as the sliver went into the can) are now counted as the leading hooks as can be seen in Fig. Hence, at this stage majority hooks are the leading hooks. -

Production of Shape Memory Alloy Core- Sheath Friction Yarns
M. R. Ahmad, M. H. M. Yahya1), Production of Shape Memory Alloy Core- *M. R. Hassan, J. Salleh, Sheath Friction Yarns W. Y. W. Ahmad, Abstract N. Hassim This paper describes some studies on the development of shape memory alloy (SMA) core- sheath friction yarns. SMA wires for actuating purposes were utilised as a conductive ele- ment in the core-sheath friction yarn. A DREF 3000 friction spinning machine was used to produce the yarns. The conductive yarn was spun with the SMA actuator wire at the core and 100% cotton fibers in the second layer as the sheath producing a yarn called SMA Faculty of Applied Sciences, Universiti Teknologi MARA, core-sheath friction yarn (SMA CSFY). During spinning, the core-sheath ratio and spinning Shah Alam, Selangor, Malaysia drum speeds were varied. The main purposes of the study were to evaluate the SMA CSFY single yarn tensile strength and its actuating performance against changes in the spinning *Faculty of Engineering, process parameters. The results showed that SMA CSFY with the highest spinning drum Universiti Putra Malaysia, speed and 60% core gave the highest tensile strength and fastest actuation performance. Serdang, Malaysia 1)Corresponding author: [email protected] Key words: shape memory alloy, DREF 3000 spinning system, conductive yarn. natural and synthetic fibres from 32 to ity, increasing the yarn strength and im- 60 mm in length [8]. Technically fibres parting any functional fibre to the yarn n Introduction from a card sliver are opened into indi- produced. Figures 1.a and 1.b illustrate vidual fibres. The opened fibres (reduced the cross-sections and longitudinal view The growing development of smart tex- size fibres) are then transfered onto the of core-sheath friction yarns from the tiles is changing the point of view of spinning drums, which are rotating in the DREF 2000 and DREF 3000 spinning world textile fashion from traditional same direction with the assisstance of an systems. -

Buying a Knitting Machine
Buying A Knitting Machine Step One: Decide which gauge machine you are going to buy Fine Gauge Needles are 3.5mm or 3.6mm apart and equate to 7 gauge. They knit yarns up to and including 3ply and some 4ply yarns. Pre-owned machines can be difficult to find as they weren’t sold in great numbers. Very few new machines around as they are no longer in production. Standard Gauge Needles are 4.5mm apart, 5.6 gauge. They knit yarns up to and including 4ply and some fine DK yarns. These machines are the most popular and easiest to find, new or pre-owned. Mid-gauge Needles are 6mm or 7mm apart, approx. 3.9 gauge and work well with DK yarns, including hand knit yarns. These machines often have plastic beds and limited patterning facilities. Chunky Gauge Needles are 9mm apart, 2.8 gauge and knit the DK, aran and light chunky weight yarns. Plastic bed machines are great starter machines for beginners. They are often cheaper than metal bed machines, but do not have the patterning facilities. All machines are over 1 metre in length and can be as long as 2 metres when all the accessories are added. Japanese plastic machines usually weigh around 4.5kg, whilst metal machines weigh in around 16kg. European machines are heavier still. You may wish to avoid a Passap if you are a complete beginner. They are generally regarded as being harder to learn (if you have experience of Japanese machines). You cannot see what you are knitting (it comes out underneath and between the two beds of needles) and their patterning is different. -

Progress of Intelligent Yarn Spinning Technology in China
Current Trends in Fashion Technology & Textile Engineering ISSN: 2577-2929 Opinion Curr Trends Fashion Technol Textile Eng Volume 1- Issue 1 - October 2017 Copyright © All rights are reserved by Zheng Tianyong DOI: 10.19080/CTFTTE.2017.01.555555 Progress of Intelligent Yarn Spinning Technology in China Zheng Tianyong* Department of Textile Engineering, Zhongyuan University of Technology, China Submission: September 22, 2017; Published: October 31, 2017 *Corresponding author: Zheng Tianyong, Department of Textile Engineering, Zhongyuan University of Technology, Zhengzhou, 450007, China, Email: Abstract The paper reviews the history, current situation and prospect of the Intelligent Yarn Spinning (IYS) technology in China, and points that IYS is the trend and keep developing in the futrue. Keywords: Intelligent yarn spinning (IYS); Intelligent management (IM); Digital workshop of yarn spinning Opinion main textile mills should digitize their manufacturing, designing, China is the largest country in textile production. There are more than 120M spinning spindles rotating and producing key equipment for China textile industry were released. Among nearly 19M tons of yarns in the country every year. A dramatic management and sales. In 2004, 28 developing fields and 10 change took place in the past 10 years to China textile industry. 10 key equipment were related to digitization. Afterwards, the Intelligent Yarn Spinning (IYS) technology comes into trend in them, 4 developing fields were related to digitizing and all the yarn manufacturing and -
Class Descriptions for Web 2016 Ptx.Pptx
SMFAF 2016 Learn and Do Classes BEGINNING SPINNING Jennifer Bennett ON A WHEEL www.harmonywoolsalpacas.com Jenny Bennett is the owner of Date: Saturday, April 16, 2016 Harmony Wools, one of the Time: 9:30 AM-11:30 AM original founding alpaca farms Location: GSM Heritage Center, of the Southeast Alpaca Main Gallery Association and has always Cost: $45.00, includes Materials been focused on fiber. With Fee over 30 years of spinning, Maximum No. of Students: 6 processing, weaving, knitting, teaching and demonstrating, Jenny is a wealth of knowledge in the area of fiber and spinning. For anyone who wants to learn to spin yarn on a spinning wheel. This class will cover parts of the wheels, their maintenance and how to choose a fleece or roving to spin. High School or Adult newbie's or novice spinners are welcome. Students should bring their Spinning wheel and fiber if they have one. An assortment of fiber will be available at the class. With two weeks of advance notice, the instructor, can bring a couple of wheels as loaners. SMFAF 2016 Learn and Do Classes Intermediate Spinning Jennifer Bennett www.harmonywoolsalpacas.com Jenny Bennett is the owner of Harmony Wools, one of the Date: Saturday, April 16, 2016 original founding alpaca farms of Time: 12:00 PM-2:00 PM the Southeast Alpaca Location: GSM Heritage Center, Association and has always Main Gallery been focused on fiber. With over Cost: $45.00 30 years of spinning, Maximum No. of Students: 6 processing, weaving, knitting, teaching and demonstrating, Jenny is a wealth of knowledge in the area of fiber and spinning.