Energy Distribution in Glare and 2024-T3 Aluminium During Low-Velocity Impact
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Residual Stress Characteristics and Mechanical Behavior of Shot Peened Fiber Metal Laminates Based on the Aluminium-Lithium Alloy
Delft University of Technology The residual stress characteristics and mechanical behavior of shot peened fiber metal laminates based on the aluminium-lithium alloy Li, Huaguan; Wang, Hao; Alderliesten, René; Xiang, Junxian; Lin, Yanyan; Xu, Yingmei; Zhao, Haidan; Tao, Jie DOI 10.1016/j.compstruct.2020.112858 Publication date 2020 Document Version Final published version Published in Composite Structures Citation (APA) Li, H., Wang, H., Alderliesten, R., Xiang, J., Lin, Y., Xu, Y., Zhao, H., & Tao, J. (2020). The residual stress characteristics and mechanical behavior of shot peened fiber metal laminates based on the aluminium- lithium alloy. Composite Structures, 254, [112858]. https://doi.org/10.1016/j.compstruct.2020.112858 Important note To cite this publication, please use the final published version (if applicable). Please check the document version above. Copyright Other than for strictly personal use, it is not permitted to download, forward or distribute the text or part of it, without the consent of the author(s) and/or copyright holder(s), unless the work is under an open content license such as Creative Commons. Takedown policy Please contact us and provide details if you believe this document breaches copyrights. We will remove access to the work immediately and investigate your claim. This work is downloaded from Delft University of Technology. For technical reasons the number of authors shown on this cover page is limited to a maximum of 10. Green Open Access added to TU Delft Institutional Repository 'You share, we take care!' - Taverne project https://www.openaccess.nl/en/you-share-we-take-care Otherwise as indicated in the copyright section: the publisher is the copyright holder of this work and the author uses the Dutch legislation to make this work public. -

Compressive Strength of the Glare Composite Laminates After Impact Load
IJISET - International Journal of Innovative Science, Engineering & Technology, Vol. 2 Issue 3, March 2015. www.ijiset.com ISSN 2348 – 7968 Compressive Strength of the Glare Composite Laminates after Impact Load 1 2 P SanthoshP Kumar D, M.Tech , P Dr.R.AsokanP ,Professor, [email protected],Hindustan university. [email protected], Hindustan university ABSTRACT composites simultaneously. GLARE is widely used in aircraft skins. GLARE got some serious attentions in recent days due GLARE is a hybrid composite consisting of thin to its large amount usage in the skin of AIRBUS A-380. aluminium and glass/epoxy layers. GLARE has good impact resistance and has high resistance to fatigue loading.This paper In the past investigation of GLARE , some scholars like SeyedYaghoubi et al (2012) presented the experimental and presents the experimental behaviour of the GLARE and numerical investigations on ballistic impact behaviours of investigate its impact damage. The analysis involved for various GLARE 5 fibre-metal laminated (FML) beams of various thickness of the aluminium fibre. The thickness of the aluminum thicknesses and also analysed using 3D finite element (FE) sheet is 0.2.After investigated the laminate in impact testing it is code, LS-DYNA and compared the results.Alderliesten et al tested in the compression testing. (2012) calculated the impact loading using the combination of suitable properties of metals and fibre reinforced composites, Key words -GLARE,Impact test,Compression test used superior impact properties as well as considerable improvement in fatigue performance.The results for different 1.INTRODUCTION material is studied .Hamedahmadi et al( 2011) studied the 2/1 GLARE laminates that are manufactured and impacted by The aircraft industry is very conservative in the adoption of cylindrical projectiles at energies up to that required to new designs and technologies. -

Remarks on the Current Theory of Shear Strength of Variable Depth Beams A
28 The Open Civil Engineering Journal, 2009, 3, 28-33 Open Access Remarks on the Current Theory of Shear Strength of Variable Depth Beams A. Paglietti* and G. Carta Department of Structural Engineering, University of Cagliari, Italy Abstract: Though still in use today, the method of the effective shearing force to evaluate the maximum shear stress in variable depth beams does not stand close scrutiny. It can lead to overestimating the shearing strength of these beams, al- though it is suggested as a viable procedure by many otherwise excellent codes of practice worldwide. This paper should help to put the record straight. It should warn the practitioner against the general inadequacy of such a method and prompt the drafters of structural concrete codes of practice into acting to eliminate this erroneous though persisting designing pro- cedure. Key Words: Variable depth beams, Effective shearing force, Tapered beams, Building codes. INTRODUCTION to a sloped side of the beam. Accordingly, the component of such a force which is normal to the beam axis is supposed to The three simply supported beams shown in Fig. (1) all increase or decrease the internal shear needed to equilibrate have the same span and carry the same load. Their shape is the shearing force acting at the considered cross section. This different, though. Beam (a) is a constant depth beam, while is what is stated, almost literally, in Sect. R 11.1.1.2 of the beams (b) and (c) are just two different instances of a vari- American Concrete Institute Code [1] and represents the able depth beam. -

Comparative Study of Tensile and Flexural Behaviour for Glass-Fiber- Reinforced Aluminium (Glare) Laminates and Aluminum
Asian Journal of Computer Science and Technology (AJCST) Vol1.No.1 2013 pp 5-13. available at: www.goniv.com Paper Received :19-02-2013 Paper Published:20-03-2013 Paper Reviewed by: 1. John Arhter 2. Hendry Goyal Editor : Prof. P.Muthukumar COMPARATIVE STUDY OF TENSILE AND FLEXURAL BEHAVIOUR FOR GLASS-FIBER- REINFORCED ALUMINIUM (GLARE) LAMINATES AND ALUMINUM Asha Melba.V, Senthil Kumar.A, Vino.A # Department of CAD /CAM Engineering Sethu Institute of Technology, pulloor-626 115. [email protected] [email protected] [email protected] ABSTRACT The objective of this research article was investigated to evaluate tensile and flexural properties of Glass-fiber-Reinforced Aluminium (Glare) laminates as well as Aluminium sheets of same thickness. In addition to that the tensile and flexural strength of Glare laminates were compared with values of aluminium sheets. In this article, the aluminium based FMLs were fabricated using hand layup technique and cut as per ASTM standards. Three types of layers such as 2/1 Glare, 3/2 Glare and 5/4 Glare laminates were prepared. Computer controlled UTM machine used to determine the tensile, flexural properties and failure mode of the Glare laminates and Plain aluminium sheets with same thickness. From the test results the graphs were plotted for load vs displacement, tensile and flexural strength vs layers thickness. It shows that tensile and flexural strength of Glass-fiber-Reinforced Aluminium (Glare) laminates purely depend on the volume percentage of fibre and it exhibits improvement over the properties of aluminium sheets. Keywords: Glass-fiber-Reinforced Aluminium laminates (Glare), aluminium sheet, hand lay-up technique, tensile property and flexural property. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -

HPC Sept 02 Airbus A380
Commercial Aircraft Extra large by any measure Advanced composites play a big role in the success of the world’s largest commercial aircraft. t 555 passengers and a maximum take-off According to Airbus’ current plans, the A380 weight of 1,235,000 lb (560 metric tons), will carry 30 metric tons/66,000 lb of structural A“huge” is the most appropriate word to composites, primarily of carbon-fiber/epoxy, or 16 describe the Airbus A380-800, the world’s largest percent of its airframe weight (approx. 170 metric jet airliner, set to begin regular service in 2006. tons), making it the most composite-intensive The plane itself is an enormous achievement, but commercial aircraft to date. Due to the higher so is its impact on the worlds of commercial avia- stiffness-to-weight performance of carbon fiber tion, advanced materials and composite manufac- composites, this is equivalent to the replacement turing technologies. Over a decade in the planning of 20 percent of conventional aluminum struc- and design phase, the first flying aircraft is cur- ture. This figure could rise to 35 metric tons (77,000 lb) as the final component designs near completion. Wing leading edges will take advan- tage of economies realized in the use of glass-rein- forced thermoplastics. And 4 percent of the air- Source: Airbus Industrie frame will be GLARE (GLAss fiber-REinforced aluminum), a multi-layer laminate of fiberglass/epoxy and aluminum to be used in the upper fuselage panels (discussed below and in HPC May/June 1996, p. 28). Beyond the structural composites under discussion here, as many as 30 metric tons of composites, mainly fiberglass/phe- nolic, may be used in each plane’s interior. -

Bending and Shear Analysis and Design of Ductile Steel Plate Walls
13th World Conference on Earthquake Engineering Vancouver, B.C., Canada August 1-6, 2004 Paper No. 77 BENDING AND SHEAR ANALYSIS AND DESIGN OF DUCTILE STEEL PLATE WALLS Mehdi H. K. KHARRAZI1, Carlos E. VENTURA2, Helmut G. L. PRION3 and Saeid SABOURI-GHOMI 4 SUMMARY For the past few decades global attention and interest has grown in the application of Ductile Steel Plate Walls (DSPW) for building lateral load resisting systems. Advantages of using DSPWs in a building as lateral force resisting system compromise stable hysteretic characteristics, high plastic energy absorption capacity and enhanced stiffness, strength and ductility. A significant number of experimental and analytical studies have been carried out to establish analysis and design methods for such lateral resisting systems, however, there is still a need for a general analysis and design methodology that not only accounts for the interaction of the plates and the framing system but also can be used to define the yield and ultimate resistance capacity of the DSPW in bending and shear combination. In this paper an analytical model of the DSPW that characterizes the structural capacity in the shear and bending interaction is presented and discussed. This proposed model provides a good understanding of how the different components of the system interact, and is able to properly represent the system's overall hysteretic characteristics. The paper also contributes to better understand the structural capacity of the DPSW and of the shear and bending interaction. The simplicity of the method permits it to be readily incorporated in practical non-linear dynamic analyses of buildings with DSPWs. -

USE of HIGH-STRENGTH STEEL REINFORCEMENT in SHEAR FRICTION APPLICATIONS by Gabriel Augusto Zeno B.S. in Civil Engineering, Univ
USE OF HIGH-STRENGTH STEEL REINFORCEMENT IN SHEAR FRICTION APPLICATIONS by Gabriel Augusto Zeno B.S. in Civil Engineering, University of Puerto Rico at Mayagüez, 2005 Submitted to the Graduate Faculty of Swanson School of Engineering in partial fulfillment of the requirements for the degree of Master of Science University of Pittsburgh 2009 UNIVERSITY OF PITTSBURGH SWANSON SCHOOL OF ENGINEERING This thesis was presented by Gabriel Augusto Zeno It was defended on October 21, 2009 and approved by Dr. John Brigham, Assistant Professor, Civil and Environmental Engineering Dr. Julie Vandenbossche, Assistant Professor, Civil and Environmental Engineering Thesis Advisor: Dr. Kent A. Harries, Associate Professor, Civil and Environmental Engineering ii Copyright © by Gabriel Augusto Zeno 2009 iii USE OF HIGH-STRENGTH STEEL REINFORCEMENT IN SHEAR FRICTION APPLICATIONS Gabriel Augusto Zeno, M.S. University of Pittsburgh, 2009 This thesis reports the results of a study associated with Task 8.4b of the National Cooperative Highway Research Program (NCHRP) Project 12-77 Structural Concrete Design with High-Strength Steel Reinforcement. The objective of the study is to evaluate the effects of the use of high-strength steel reinforcement in shear friction applications. Shear friction is the mechanism present when shear is transferred across an interface between two concrete members that can slip relative to one another. It arises from the roughness of the interface and the clamping force created by the steel reinforcement across it. The study was accomplished by testing typical push-off specimens with a cold joint test interface, which had a surface roughness with at least ¼-inch amplitude in order to simulate the connection between a composite slab and an AASHTO girder. -
Chapter 2 Design for Shear
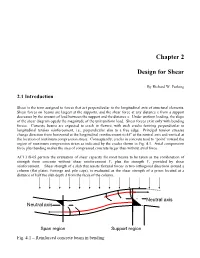
Chapter 2 Design for Shear By Richard W. Furlong 2.1 Introduction Shear is the term assigned to forces that act perpendicular to the longitudinal axis of structural elements. Shear forces on beams are largest at the supports, and the shear force at any distance x from a support decreases by the amount of load between the support and the distance x. Under uniform loading, the slope of the shear diagram equals the magnitude of the unit uniform load. Shear forces exist only with bending forces. Concrete beams are expected to crack in flexure, with such cracks forming perpendicular to longitudinal tension reinforcement, i.e., perpendicular also to a free edge. Principal tension stresses change direction from horizontal at the longitudinal reinforcement to 45o at the neutral axis and vertical at the location of maximum compression stress. Consequently, cracks in concrete tend to “point” toward the region of maximum compression stress as indicated by the cracks shown in Fig. 4.1. Axial compression force plus bending makes the area of compressed concrete larger than without axial force. ACI 318-05 permits the evaluation of shear capacity for most beams to be taken as the combination of strength from concrete without shear reinforcement Vc plus the strength Vs provided by shear reinforcement. Shear strength of a slab that resists flexural forces in two orthogonal directions around a column (flat plates, footings and pile caps), is evaluated as the shear strength of a prism located at a distance of half the slab depth d from the faces of the column. Neutral axis Neutral axis Span region Support region Fig. -

Bolted Joint Design
Bolted Joint Design There is no one fastener material that is right for every environment. Selecting the right fastener material from the vast array of those available can be a daunting task. Careful consideration must be given to strength, temperature, corrosion, vibration, fatigue, and many other variables. However, with some basic knowledge and understanding, a well thought out evaluation can be made. Mechanical Properties of Steel Fasteners in Service Most fastener applications are designed to support or transmit some form of externally applied load. If the strength of the fastener is the only concern, there is usually no need to look beyond carbon steel. Considering the cost of raw materials, non-ferrous metals should be considered only when a special application is required. Tensile strength is the mechanical property most widely associated with standard threaded fasteners. Tensile strength is the maximum tension-applied load the fastener can support prior to fracture. The tensile load a fastener can withstand is determined by the formula P = St x As . • P= Tensile load– a direct measurement of clamp load (lbs., N) • St= Tensile strength– a generic measurement of the material’s strength (psi, MPa). • As= Tensile stress area for fastener or area of material (in 2, mm 2) To find the tensile strength of a particular P = St x As bolt, you will need to refer to Mechanical P = tensile load St = tensile strength As = tensile stress area Properties of Externally Threaded Fasteners (lbs., N) (psi, MPa) (sq. in, sq. mm) chart in the Fastenal Technical Reference Applied to a 3/4-10 x 7” SAE J429 Grade 5 HCS Guide. -
Glossary of Terms In
Glossary of Terms in Powder and Bulk Technology Prepared by Lyn Bates ISBN 978-0-946637-12-6 The British Materials Handling Board Foreward. Bulk solids play a vital role in human society, permeating almost all industrial activities and dominating many. Bulk technology embraces many disciplines, yet does not fall within the domain of a specific professional activity such as mechanical or chemical engineering. It has emerged comparatively recently as a coherent subject with tools for quantifying flow related properties and the behaviour of solids in handling and process plant. The lack of recognition of the subject as an established format with monumental industrial implications has impeded education in the subject. Minuscule coverage is offered within most university syllabuses. This situation is reinforced by the acceptance of empirical maturity in some industries and the paucity of quality textbooks available to address its enormous scope and range of application. Industrial performance therefore suffers. The British Materials Handling Board perceived the need for a Glossary of Terms in Particle Technology as an introductory tool for non-specialists, newcomers and students in this subject. Co-incidentally, a draft of a Glossary of Terms in Particulate Solids was in compilation. This concept originated as a project of the Working Part for the Mechanics of Particulate Solids, in support of a web site initiative of the European Federation of Chemical Engineers. The Working Party decided to confine the glossary on the EFCE web site to terms relating to bulk storage, flow of loose solids and relevant powder testing. Lyn Bates*, the UK industrial representative to the WPMPS leading this Glossary task force, decided to extend this work to cover broader aspects of particle and bulk technology and the BMHB arranged to publish this document as a contribution to the dissemination of information in this important field of industrial activity. -

Tensile‒Shear Fracture Behavior Prediction of High- Strength Steel
Article Tensile–Shear Fracture Behavior Prediction of High- Strength Steel Laser Overlap Welds Minjung Kang 1,2, In-Hwan Jeon 1, Heung Nam Han 2 and Cheolhee Kim 1,* 1 Welding and Joining Research Group, Korea Institute of Industrial Technology, 7-47, Songdodong, Yeonsugu, Incheon 21999, Korea; [email protected] (M.K.); [email protected] (I.-H.J.) 2 Department of Materials Science and Engineering and RIAM, Seoul National University, Seoul 08826, Korea; [email protected] * Correspondence: [email protected]; Tel.: +82-32-850-0222; Fax: +82-32-850-0210 Received: 30 April 2018; Accepted: 16 May 2018; Published: 18 May 2018 Abstract: A wider interface bead width is required for laser overlap welding by increasing the strength of the base material (BM) because the strength difference between the weld metal (WM) and the BM decreases. An insufficient interface bead width leads to interface fracturing rather than to the fracture of the BM and heat-affected zone (HAZ) during a tensile–shear test. An analytic model was developed to predict the tensile–shear fracture location without destructive testing. The model estimated the hardness of the WM and HAZ by using information such as the chemical composition and tensile strength of the BM provided by the steel makers. The strength of the weldments was calculated from the estimated hardness. The developed model considered overlap weldments with similar and dissimilar material combinations of various steel grades from 590 to 1500 MPa. The critical interface bead width for avoiding interface fracturing was suggested with an accuracy higher than 90%.