Onsite Wastewater Treatment Systems Reatment Systems Technology F
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Sequencing Batch Reactors: Principles, Design/Operation and Case Studies - S
WATER AND WASTEWATER TREATMENT TECHNOLOGIES - Sequencing Batch Reactors: Principles, Design/Operation and Case Studies - S. Vigneswaran, M. Sundaravadivel, D. S. Chaudhary SEQUENCING BATCH REACTORS: PRINCIPLES, DESIGN/OPERATION AND CASE STUDIES S. Vigneswaran, M. Sundaravadivel, and D. S. Chaudhary Faculty of Engineering and Information Technology, School of Civil and Environmental Engineering and Information Technology, University of Technology Sydney, Australia Keywords: Activated sludge process, return activated sludge, sludge settling, wastewater treatment, Contents 1. Background 2. The SBR technology for wastewater treatment 3. Physical description of the SBR system 3.1 FILL Phase 3.2 REACT Phase 3.3 SETTLE Phase 3.4 DRAW or DECANT Phase 3.5 IDLE Phase 4. Components and configuration of SBR system 5. Control of biological reactions through operating strategies 6. Design of SBR reactor 7. Costs of SBR 8. Case studies 8.1 Quakers Hill STP 8.2 SBR for Nutrient Removal at Bathhurst Sewage Treatment Plant 8.3 St Marys Sewage Treatment plant 8.4 A Small Cheese-Making Dairy in France 8.5 A Full-scale Sequencing Batch Reactor System for Swine Wastewater Treatment, Lo and Liao (2007) 8.6 Sequencing Batch Reactor for Biological Treatment of Grey Water, Lamin et al. (2007) 8.7 SBR Processes in Wastewater Plants, Larrea et al (2007) 9. Conclusion GlossaryUNESCO – EOLSS Bibliography Biographical Sketches SAMPLE CHAPTERS Summary Sequencing batch reactor (SBR) is a fill-and-draw activated sludge treatment system. Although the processes involved in SBR are identical to the conventional activated sludge process, SBR is compact and time oriented system, and all the processes are carried out sequentially in the same tank. -

Troubleshooting Activated Sludge Processes Introduction
Troubleshooting Activated Sludge Processes Introduction Excess Foam High Effluent Suspended Solids High Effluent Soluble BOD or Ammonia Low effluent pH Introduction Review of the literature shows that the activated sludge process has experienced operational problems since its inception. Although they did not experience settling problems with their activated sludge, Ardern and Lockett (Ardern and Lockett, 1914a) did note increased turbidity and reduced nitrification with reduced temperatures. By the early 1920s continuous-flow systems were having to deal with the scourge of activated sludge, bulking (Ardem and Lockett, 1914b, Martin 1927) and effluent suspended solids problems. Martin (1927) also describes effluent quality problems due to toxic and/or high-organic- strength industrial wastes. Oxygen demanding materials would bleedthrough the process. More recently, Jenkins, Richard and Daigger (1993) discussed severe foaming problems in activated sludge systems. Experience shows that controlling the activated sludge process is still difficult for many plants in the United States. However, improved process control can be obtained by systematically looking at the problems and their potential causes. Once the cause is defined, control actions can be initiated to eliminate the problem. Problems associated with the activated sludge process can usually be related to four conditions (Schuyler, 1995). Any of these can occur by themselves or with any of the other conditions. The first is foam. So much foam can accumulate that it becomes a safety problem by spilling out onto walkways. It becomes a regulatory problem as it spills from clarifier surfaces into the effluent. The second, high effluent suspended solids, can be caused by many things. It is the most common problem found in activated sludge systems. -
Guide for Owners of Package Extended Aeration Sewage Treatment Plants
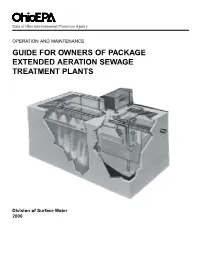
State of Ohio Environmental Protection Agency OPERATION AND MAINTENANCE GUIDE FOR OWNERS OF PACKAGE EXTENDED AERATION SEWAGE TREATMENT PLANTS Division of Surface Water 2000 TABLE OF CONTENTS I. UNDERSTANDING YOUR EXTENDED AERATION...................................................................................................2 SEWAGE DISPOSAL SYSTEM II. INSTALLATION.............................................................................................................................................................3-4 III. INITIAL OPERATION - START-UP.................................................................................................................................5 IV. PLANT MAINTENANCE PROCEDURE....................................................................................................................6-10 VISUAL CHECK LIST AERATION TANK.....................................................................................................................8 VISUAL CHECK LIST SETTLING TANK.......................................................................................................................9 MONTHLY OPERATION AND MAINTENANCE RECORD......................................................................................10 V. SAFETY............................................................................................................................................................................11 VI. SPECIAL PROCEDURES FOLLOWING PLANT SHUTDOWN..................................................................................11 -

Phosphorus Removal in Extended Aeration Systems by Chemical Precipitation
July 1977 Report No. Env. E. 56-77-2 Phosphorus Removal in Extended Aeration Systems by Chemical Precipitation C. James AAartel Francis A. DiGiano Robert E. Pariseau Report to the Division of Water Pollution Control Massachusetts Water Resources Commission Department of Environmental Quality Engineering Contract Number 76-10(1) ENVIRONMENTAL ENGINEERING DEPARTMENT OF CIVIL ENGINEERING UNIVERSITY OF MASSACHUSETTS AMHERST, MASSACHUSETTS PHOSPHORUS REMOVAL IN EXTENDED AERATION SYSTEMS BY CHEMICAL PRECIPITATION By C. James Martel Research Associate Francis A. DiGiano Associate Professor of Civil Engineering Robert E. Pariseau Research Chemist Division of Water Pollution Control Massachusetts Water Resources Commission Department of Environmental Quality Engineering Contract Number MDWPC 76-10(1) Environmental Engineering Program Department of Civil Engineering University of Massachusetts Amherst, Massachusetts 01003 PREFACE This report represents the combined results of many studies on phosphorus removal in extended aeration systems conducted at the University of Massachusetts Wastewater Pilot Plant by Environmental Engineering Program graduate students. Robert M. Burke (12) conducted the first study with alum and concluded that there was insufficient alkalinity in Amherst wastewater to ensure pH values compatible with biological treatment. Alan J. Roy (13) examined the effect of alum addition on sludge accumulation and determined that a dosage of 200 mg/£ would triple the sludge accumulation rate. Raymond A. Noga (8) tried a lower alum dose (100 rng/n) but pH was still depressed and sludge production again tripled. Finally, a study was conducted inhouse by Mr. C. James Martel, Research Associate, and Robert E. Pariseau, Research Chemist, during which lime was added for pH control. Most of the data on alum addition presented in this report is the result of this latter study. -
Wastewater Systems
Wastewater Systems Wastewater Systems 4100 Idela Ave. McAllen, Tx. 78503 Phone: (956)681-1750 Fax: (956)681-1767 Web: https://mcallenpublicutility.com/departments/wastewater-systems/ Table of Contents Welcome ............................................................................................1 Biological Nutrient Removal (BNR) ....................................................2 Reclaimed Water Extended Aeration ............................................................................3 Reclaimed water, which can also be called reuse water or recycle water, is converting wastewater into water that can be reused for Wastewater Collection .......................................................................4 landscaping, industry, fire protection, construction (soil compaction and Reclaimed Water ..............................................................................5 dust control), etc., but where reclaimed water’s true benefit arises for a city is conserving water. With the Rio Grande Valley prone to droughts; McAllen Public Utility (MPU) has always been a leader in the conservation of water and is the first Valley city to create a residential reclaimed water irrigation program to conserve potable water. MPU is the first city south of San Antonio to provided reclaimed water to a residential subdivision to irrigate their lawns; furthermore, MPU is already saving over 1.0 billion gallons of water per year distributing reclaim water too Calpine energy. Calpine energy uses reclaimed water for their electrical plant in their cooling towers. There are two types of reclaimed water: Type I and Type II. Type I is superior than Type II, and Type I is used for the above mentioned. Reclaimed water is regulated by Texas Commission of Environmental Quality (TCEQ) and our WWTPs must meet strict regulations to produce this water. Many other cities use reclaimed water such as: San Antonio uses reclaimed water to augment stream flow in the San Antonio River along the famous River Walk. -

More Than You Ever Wanted to Know About Your Aeration Septic System
More than you wanted to know about your Oldham brand Aeration Sewage Treatment System! Oldham brand aeration sewage treatment systems have an initial break-in period of six-to-eight weeks, during which time bacteria establish themselves in the unit. The development of these biological colonies occur naturally with the addition of sanitary wastes, so we recommend you use all your plumbing facilities in a normal manner from initial start-up. You may notice a septic odor during this initial break in period, this should clear up within 2-3 weeks. You may also notice a tendency for the unit to foam from laundry wastes during this period. This is normal and it should cease by the sixth week. You can help by using only moderate amounts of low-sudsing biodegradable detergents. An Oldham brand aeration sewage treatment system, operating properly and well maintained will NOT smell bad. The smell should be similar to what it smells like after a farmer plows their field, a kind of musty-earthy smell. The color in the aeration chamber should be chocolate brown. If a system smells bad, it is probably not operating long enough (or not at all). See below for how long it should run. Sewage treatment is a multi-stage process to renovate wastewater before it reenters a body of water. The goal is to reduce or remove organic matter, solids, nutrients, disease-causing organisms and other pollutants from wastewater. Suggested Detergents, Bleaches & Toilet Paper for use in an Oldham Aeration Septic System Detergents (for non HE machines) Bleaches Cleaning products: Recommend using non- All HE detergents are acceptable (only use powdered) chlorine, non-ammonia, non-antibacterial, non- Should be concentrated, powdered, low- Biz toxic and bio-degradable. -

Individual Home Wastewater Characterization and Treatment
INDIVIDUAL HOME WASTEWATER CHARACTERIZATION AND TREATMENT Edwin R. Bennett and K. Daniel Linstedt Completion Report No. 66 INDIVIDUAL HDME WASTEWATER CHARACTERIZATION AND TREATMENT Completion Report OWRT Project No. A-021-COLO July 1975 by Edwin R. Bennett and K. Daniel Linstedt Department of Civil and Environmental Engineering University of Colorado Boulder, Colorado submitted to Office of Water Research and Technology U. S. Department of the Interior Washington, D. C. The work upon which this report is based was supported by funds provided by the U. S. Department of the Interior, Office of Water Research and Technology, as authorized by the Water Resources Research Act of 1964, and pursuant to Grant Agreement Nos. 14-31-0001-3806, 14-31-0001-4006, and 14-31-0001-5006. Colorado Water Resources Research Institute Colorado State University Fort Collins. Colorado 80523 Norman A. Evans, Director TABLE OF CONTENTS Page Chapter I. Introduction 1 Chapter II. Water Use in the Home 6 Comparison with Published Data ". 23 Discussion ...... .. 26 Chapter III. Wastewater Po11utiona1 Strength Characteristics 28 Work of Other Researchers. 37 Summary. ... 43 Chapter IV. Individual Home Treatment Systems 45 Septic Tanks . 45 Discussion 60 Aerobic Treatment Units 61 Evapo-Transpiration Systems 67 Water Saving Appliances and In-Home Reuse. 74 Cost Considerations.•.......• 78 Chapter V. Recycling Potential of Home Wastewater Streams. 81 Experimental Procedures and Results. 85 Phase 1. 86 Phase 2. 91 Results 98 Biological Oxidation . 98 Dual Media Filtration .101 Carbon Adsorption. .. .109 Work of Other Researchers .119 Discussion ... .126 Chapter VI. Summary .132 References . .134 LIST OF TABLES Page 1. Composition of Families in Homes Studied 6 2. -
The Activated Sludge Process Part 1 Revised July 2014
Wastewater Treatment Plant Operator Certification Training Module 15: The Activated Sludge Process Part 1 Revised July 2014 This course includes content developed by the Pennsylvania Department of Environmental Protection (Pa. DEP) in cooperation with the following contractors, subcontractors, or grantees: The Pennsylvania State Association of Township Supervisors (PSATS) Gannett Fleming, Inc. Dering Consulting Group Penn State Harrisburg Environmental Training Center MODULE 15: THE ACTIVATED SLUDGE PROCESS - PART 1 Topical Outline Unit 1 – General Description of the Activated Sludge Process I. Definitions A. Activated Sludge B. Activated Sludge Process II. The Activated Sludge Process Description A. Organisms B. Secondary Clarification C. Activated Sludge Process Control III. Activated Sludge Plants A. Types of Plants B. Factors that Upset Plant Operation IV. Unit Review V. References Unit 2 – Aeration I. Purpose of Aeration II. Aeration Methods A. Mechanical B. Diffused III. Aeration Systems A. Mechanical Aeration Systems B. Diffused Aeration Systems Bureau of Safe Drinking Water, Department of Environmental Protection Wastewater Treatment Plant Operator Training i MODULE 15: THE ACTIVATED SLUDGE PROCESS - PART 1 IV. Safety Procedures A. Aeration Tanks and Clarifiers B. Surface Aerators C. Air Filters D. Blowers E. Air Distribution System F. Air Headers and Diffusers V. Review VI. References Unit 3 – New Plant Start-Up Procedures I. Purpose of Plant and Equipment Review A. Document Familiarization B. Equipment Familiarization II. Equipment and Structures Check A. Flow Control Gates and Valves B. Piping and Channels C. Weirs D. Froth Control System E. Air System F. Secondary Clarifier III. Process Start-Up A. Process Units B. Process Control IV. Unit Review V. -

Extended Aeration Treatment System
Extended Aeration Treatment System – Low-loaded activated sludge technology – High oxygen transfer efficiency delivery system – Exceptional mixing energy from controlled aeration chain movement – Simple system construction – Low biosolids production Extended sludge age biological technology The Biolac® system is an innovative activated sludge process using extended retention of biological solids to create an extremely stable, easily operated system. The capabilities of this unique technology far exceed ordinary extended aeration treatment. The Biolac® process maximizes the stability of the operating environment and provides high-efficiency treatment. The design ensures the lowest-cost construction and guarantees operational simplicity. Over 800 Biolac® systems are installed throughout North America treating municipal wastewater and many types of industrial wastewater. The Biolac® system utilizes a long sludge age design. Sludge age, also known as SRT (Solids Retention Time) or MCRT (Mean Cell Residence Time), defines the operating characteristics of any aerobic biological treatment system. A longer sludge age dramatically lowers effluent BOD and ammonia levels, especially Conventional extended aeration, batch reactors and oxidation ditches Biolac System in colder climates. The Biolac® long sludge age process produces Treatment BOD levels of less than 10 mg/L and complete nitrification (less efciency (BOD and than 1 mg/L ammonia).Minor modifications to the system will NH3 removal) Process extend its capabilities to denitrification and biological phosphorus stability removal. While most extended aeration systems reach their maximum mixing capability at sludge ages of approximately 15-25 days, the Biolac® system efficiently and uniformly mixes the aeration volumes associated with a 30-70 day sludge age. Sludge production Operator The large quantity of biomass treats widely fluctuating loads with attention very few operational changes. -

Membrane Bioreactor Vs. Extended Aeration Treatment Pilot Study – Effluent and Groundwater Quality
Membrane Bioreactor vs. Extended Aeration Treatment Pilot Study – Effluent and Groundwater Quality Presenter Leslie Dumas September 15, 2009 Innovative Solutions for Water and the Environment Acknowledgements Thanks to: Colin Moy, REA., East Bay Municipal Utility District [EBMUD] – Project Manager Eileen Fanelli, P.G., East Bay Municipal Utility District/Presidio Trust – Project Manager David W. Smith, Ph.D., Merritt Smith Consulting – Principal Investigator Background • WateReuse Foundation Project WRF-04-016 • Project Title: Development of Regulatory Protocol for Incidental Environmental Reuse of Title 22 Recycled Water . Issued August 2005 to EBMUD with RMC Water & Environment . EBMUD’s ‘upcountry’ wastewater systems needs: • Upgrading systems to meet evolving regulatory requirements • Beneficial reuse of treated effluent • Use of small MBR treatment systems The Pardee Site Key Challenges to Recycling in California • Regulatory Compliance - Resolution #68-16 Antidegradation Policy • Cost-Benefit for Small Systems . Higher capital cost to implement MBR treatment . Little to no reduction in longer-term operating costs . Permitting costs increase overall capital costs Study Goals • Recognize baseline assumptions on meeting CCR Title 22 standards for unrestricted use • Provide a standardized process (Framework) for evaluating recycled water projects • Utilize established and industry-accepted tools and practices for assessment A Two-Part Study Approach was Used • Develop a Framework (standardized process) • Conduct a Pilot Test Pilot Study -

Assessment of Extended Aeration Sludge Process in Jahra Wastewater Treatment Plant-Kuwait
International Journal of Environmental Science and Development, Vol. 10, No. 2, February 2019 Assessment of Extended Aeration Sludge Process in Jahra Wastewater Treatment Plant-Kuwait Saud B. Al-Shammari and A. Shahalam from the biological process. The treated effluents of all three Abstract—This study evaluates and analyzes the performance plants are used for irrigation purposes. The aim of this study and the efficiency of extended aeration sludge process (EASP) is to evaluate the treatment efficiency and the effluent quality utilized in Jahra conventional wastewater treatment plant in of the extended aeration sludge system in Jahra wastewater Kuwait. The performance evaluation will help for the better treatment plant. understanding of design and operating difficulties of Jahra wastewater treatment plant. For this purpose, weekly samples from Jahra raw wastewater line, aerator effluent stream and clarifier effluent line were collected and analyzed for important II. BACKGROUND wastewater quality parameters. The performance evaluation was done based on removal efficiency of Biochemical Oxygen A. Extended Aeration Sludge Process Demand (BOD), Chemical Oxygen Demand (COD), Total The extended aeration sludge process (EASP), which is a Suspended Solids (TSS), Total Nitrogen (TN) and Total Phosphorus (TP). The results indicated that a significant modification of the conventional activated sludge process is reduction in TSS, BOD, COD was observed in EASP effluent. widely used to treat domestic wastewater. EASP is designed The results show that the average removal efficiencies of the to provide an aeration period much longer than the system for TSS, BOD, COD were 86%, 85% and 81%, conventional activated sludge process (generally 18-24 hours) respectively. -

Innovative Approach on Aerobic Activated Sludge Process Towards More Sustainable Wastewater Treatment †
Proceedings Innovative Approach on Aerobic Activated Sludge Process towards more Sustainable Wastewater Treatment † Georgios Samiotis *, Dimitrios Tzelios, Eleni Trikoilidou, Alexandros Koutelias and Elisavet Amanatidou Environmental Engineering and Pollution Control Department, Western Macedonia University of Applied Sciences, 50100 Kozani, Greece; [email protected] (D.T.); [email protected] (E.T.); [email protected] (A.K.); [email protected] (E.A.) * Correspondence: [email protected]; Tel.: +30‐24‐6106‐8012 † Presented at the 3rd EWaS International Conference on “Insights on the Water‐Energy‐Food Nexus”, Lefkada Island, Greece, 27–30 June 2018. Published: 28 August 2018 Abstract: This work presents an innovative approach on aerobic activated sludge (AS) wastewater treatment plants’ (WWTP) design and operation towards more efficient wastewater treatment, minimization of sludge accumulation and significant reduction of excess sludge, with relatively low specific energy consumption. This approach, which is called complete solids retention activated sludge (CRAS) process, was applied on a slaughterhouse’s WWTP and on a fruit processing industry’s WWTP, characterized by high organic and volumetric load respectively, as well as on a municipal WWTP located in Paralimni, Cyprus. The results showed without using sophisticated technologies and processes a more sustainable WWTP operation can be achieved. Keywords: industrial and municipal wastewater; efficient wastewater treatment; complete solids retention; waste sludge minimization; energy conservation 1. Introduction Activated sludge (AS) wastewater treatment plants (WWTPs) offer high treatment efficiency but with a significant cost that renders them, in many cases, far from sustainable technological applications. This cost can be translated to (a) operating cost (waste sludge management, energy consumption, equipment maintenance, operating staff cost), (b) environmental cost (impacts on air, soil, water, flora, fauna and human health) and (c) social issues.