The Potential for Automobile Weight Reduction Outlook As of 1975-1976
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Steel Structure Damage Analysis
SteelStructure DamageAnalysis Textbook Version:13.3 ©2011-2013Inter-IndustryConferenceonAutoCollisionRepiar DAM12-STMAN1-E Thispageisintentionallyleftblank. Textbook SteelStructureDamageAnalysis Contents Introduction..............................................................................................................................7 ObligationsToTheCustomerAndLiability.......................................................................... 7 Module1-VehicleStructures................................................................................................13 TypesOfVehicleConstruction........................................................................................... 13 TheCollision...................................................................................................................... 15 AnalyzingVehicleDamage................................................................................................ 18 AnalyzingVehicleDamage(con't)..................................................................................... 20 MeasuringForDamageAnalysis.........................................................................................25 ModuleWrap-Up............................................................................................................... 33 Module2-StructuralDamageAnalysis.................................................................................37 GeneralRepairConsiderations........................................................................................... 37 -

From the Intelligent Wheel Bearing to the Robot Wheel: Schaeffler
29 Robot Wheel 29 Robot Wheel Robot Wheel 29 From the intelligent wheel bearing to the “robot wheel” Bernd Gombert 29 378 Schaeffl er SYMPOSIUM 2010 Schaeffl er SYMPOSIUM 2010 379 29 Robot Wheel Robot Wheel 29 ered as well. Mechanical steering and braking ele- The increasing ments are being replaced by mechatronic compo- nents thereby leading to higher functi onality with requirements placed increased safety. When referring to the further developments in on motor vehicles safety, the vision of “zero accidents” (autonomous and accident-free driving) has to be menti oned. Why is the trend heading Aft er slip control braking and driving stability sys- towards electromobility? tems, driver assistance systems known as ADAS (Advanced Driver Assistance Systems) are now be- Environmentally-friendly electrical mobility is the ing created as a further requirement for making expected trend and will become a real alternati ve this vision a reality. Figure 2 The fi rst electric vehicle, built in 1835 [1] Figure 4 Lohner-Porsche with four wheel hub motors to the current state of the art. Innovati ve technolo- By-wire technology, amongst others, is one of the in 1900 [1] gies, high oil prices and the increasing ecological nate the transmission and drive shaft since the prerequisites for the implementati on of ADAS. It awareness of many people are reasons, why elec- wheel rotated as the rotor of the direct current In order to compensate for the lack of range, of- monitors the current traffi c situati on and acti vely tromobility is increasingly gaining worldwide ac- motor around the stator, that was fixed to the fered by a vehicle only powered by electricity, supports the driver. -

Best Car Modifications Website
Best Car Modifications Website Unprecedented and unincited Malcolm undoes, but Garey prophetically octupled her Robina. When Giffy wigwagging his elastomers apprize not groggily enough, is Jodie homing? Jared counts moodily. It car modifications change on your website may even more recent models, websites during surgery, marty and most popular. Cars and entire build, you can prepare them. How writing Support Seniors With Car Modifications During. We nor any rival of website for modifications will best workshop in the top and look you see the great meeting everyone else under our global service. From the scary to the sexy, blogs, an air filter alone may anyone help. Get choice of the hottest car old truck performance parts and accessories installed in this Twin Cities Contact Automotive Concepts for all of your aftermarket needs. ModifiedCarscom and Other Resources Low Offset. Please educate your standard price. This has caused the government at all levels across the country to something drastic measures many of us have never experienced. Can all please hint me the outcome so that I therefore suggest your best car modification shop or showroom? The best choice for balanced plugs is iridium, we specialize in customizing vehicles from the wheels up. To cars that is best modification for modifications that offer vehicle offered, websites during surgery, suvs in engine mods decrease volume. Toggle button for adding billing fields on checkout single step. Top 100 Auto Blogs Websites & Influencers in 2021 for Car. Bhavani motors and. Due to new costs being introduced by couriers, this will positively transform the way you drive and really make your car feel much sportier. -

Downfall of Ford in the 70'S
Downfall of Ford in the 70’s Interviewer: Alex Casasola Interviewee: Vincent Sheehy Instructor: Alex Haight Date: February 13, 2013 Table of Contents Interviewee Release Form 3 Interviewer Release Form 4 Statement of Purpose 5 Biography 6 Historical Contextualization 7 Interview Transcription 15 Interview Analysis 35 Appendix 39 Works Consulted 41 Statement of Purpose The purpose of this project was to divulge into the topic of Ford Motor Company and the issues that it faced in the 1970’s through Oral History. Its purpose was to dig deeper into that facts as to why Ford was doing poorly during the 1970’s and not in others times through the use of historical resources and through an interview of someone who experienced these events. Biography Vincent Sheehy was born in Washington DC in 1928. Throughout his life he has lived in the Washington DC and today he resides in Virginia. After graduating from Gonzaga High School he went to Catholic University for college and got a BA in psychology. His father offered him a job into the car business, which was the best offer available to him at the time. He started out a grease rack mechanic and did every job in the store at the Ford on Georgia Ave in the 50’s. He worked as a mechanic in the parts department and became a owner until he handed down the dealership to his kids. He got married to his wife in 1954 and currently has 5 kids. He is interested in golf, skiing and music. When he was younger he participated in the Board of Washington Opera. -

8EMEKRD*Abfgbh+ Akebono
LISTA DE APLICACIONES - BUYERS GUIDE 180959 180959 90R-01111/046 8EMEKRD*abfgbh+ Akebono Qty: 300 Weight: 1.700 136.3x57.8x17.3 O.E.M. MAKE 06450-S5A-E50 HONDA 06450-S5A-G00 HONDA WVA FMSI 06450-S5A-J00 HONDA 21694 D621-7497 45022-504-V10 HONDA 21695 45022-S04-E60 HONDA 21696 45022-S04-V10 HONDA MAKE 45022-S04-V11 HONDA ACURA 45022-S04-V12 HONDA HONDA 45022-S5A-E50 HONDA 45022-S5A-G00 HONDA 45022-S5A-G01 HONDA 45022-S5A-J00 HONDA 45022-S5B-E00 HONDA 45022-SCC-000 HONDA 45022-SR3-V00 HONDA 45022-SR3-V01 HONDA 45022-SR3-V10 HONDA 45022-SR3-V11 HONDA 45022-SR3-V12 HONDA 45022-TR2-A00 HONDA 45022-TR2-A01 HONDA Trac. CC Kw CV Front / Rear ACURA ILX 09.12- Saloon (Compact car-C Segment) 1.5 Hybrid Gasolina FWD 09.12- ■ 1.5 Hybrid Gasolina FWD 1497 68 92 11.12- ■ Coupe (Sport compact car-C RSX (DC_) 10.01- Segment) 2.0 Sport (K20A3) -12/03 Gasolina FWD 1998 118 160 10.01-10.06 ■ HONDA AIRWAVE 06.04- Estate (Supermini car-B Segment) 1.5 Gasolina FWD 1497 81 110 06.04- ■ 1.5 iDSi MDS Gasolina FWD 1497 81 110 06.04- ■ CITY IV / FIT ARIA (GD_) 12.02- Saloon (Supermini car-B Segment) 1.3 (GD6) (L13A1) Gasolina FWD 1339 63 86 05.03-07.08 ■ 1.5 i-DSI (GD8) (L15A2) Gasolina FWD 1497 66 90 12.02-07.08 ■ 1.5 i-DSI (GD8) (L15A2) Gasolina FWD 1497 81 110 10.04-07.08 ■ CIVIC V (EJ) 08.93-03.96 Coupe (Supermini car-B Segment) 1.6 i (EJ6) Gasolina FWD 1590 77 105 01.94-11.95 ■ 1.6 i Vtec (EJ1) (D16Y6) Gasolina FWD 1590 92 125 01.94-03.96 ■ 1.6 i Vtec (EJ1) (D16Z9) Gasolina FWD 1590 92 125 01.94-03.96 ■ 1.6 i Vtec Gasolina FWD 1595 118 160 01.94-11.95 ■ Hatchback -

Modeling and Analysis of a Composite B-Pillar for Side-Impact Protection of Occupants in a Sedan
MODELING AND ANALYSIS OF A COMPOSITE B-PILLAR FOR SIDE-IMPACT PROTECTION OF OCCUPANTS IN A SEDAN A Thesis by Santosh Reddy Bachelor of Engineering, VTU, India, 2003 Submitted to the College of Engineering and the faculty of Graduate School of Wichita State University in partial fulfillment of the requirements for the degree of Master of Science May 2007 MODELING AND ANALYSIS OF A COMPOSITE B-PILLAR FOR SIDE-IMPACT PROTECTION OF OCCUPANTS IN A SEDAN I have examined the final copy of thesis for form and content and recommend that it be accepted in partial fulfillment of the requirements for the degree of Master of Science, with a major in Mechanical Engineering. __________________________________ Hamid M. Lankarani, Committee Chair We have read this thesis and recommend its acceptance ___________________________________ Kurt soschinske, Committee Member ___________________________________ M.Bayram Yildirim, Committee Member ii DEDICATION To My Parents & Sister iii ACKNOWLEDGEMENTS I would like to express my sincere gratitude to my graduate advisor, Dr. Hamid M. Lankarani, who has been instrumental in guiding me towards the successful completion of this thesis. I would also like to thank Dr. Kurt Soschinske and Dr. M. Bayram Yildirim for reviewing my thesis and making valuable suggestions. I am indebted to National Institute for Aviation Research (NIAR) for supporting me financially throughout my Master’s degree. I would like to acknowledge the support of my colleagues at NIAR, especially the managers Thim Ng, Tiong Keng Tan and Kim Leng in the completion of this thesis. Special thanks to Ashwin Sheshadri, Kumar Nijagal, Arun Kumar Gowda, Siddartha Arood, Krishna N Pai, Anup Sortur, ShashiKiran Reddy, Sahana Krishnamurthy, Praveen Shivalli, Geetha Basavaraj, Akhil Kulkarni, Sir Chin Leong, Evelyn Lian, Arvind Kolhar in encouragement and suggestions throughout my Masters degree. -

Upper Peninsula International Raceway Street Stock Rules 2018
Upper Peninsula International Raceway Street Stock Rules 2018 IT WILL BE THE CAR OWNER AND/OR DRIVERS RESPONSIBILITY TO READ AND FOLLOW THE RULES IN THIS BOOKLET. IF YOU DO NOT UNDERSTAND WHAT IS WRITTEN PLEASE CONTACT A TRACK OFFICIAL FOR A EXPLANATION. THE BOARD OF DIRECTORS HAS THE RIGHT TO INTERPRET AND EXECUTE THE FOLLOWING RULES AS THEY SEE FIT FOR THE GOOD OF THE ASSOCIATION AND RACING IN GENERAL. NO EXPRESSED OR IMPLIED WARRENTY OF SAFETY SHALL RESULT FROM PUBLICATIONS OF OR COMPLIANCE WITH THESE RULES AND/OR REGULATIONS. ALL GENERAL TRACK RULES APPLY. Cars MUST follow this set of rules or the Wisconsin Unified Street Stock Rules to compete at UPIR in the “Street Stock” class. The Safety Inspector and/or Tech Inspector will decide on rules with assistance from the Board of Directors as needed. Anything not covered in these rules will be considered illegal unless otherwise approved by the Board of Directors. All drivers new to the class must start at the rear of the field for their first three (3) race events or have proof of racing expierence that is acceptable for UPIRA Officials. ROUGH DRIVING WILL NOT BE TOELRATED! 1. SAFTEY EQUIPMENT • Fire suits are mandatory. • Leather gloves mandatory, SFI Racing Gloves recommended. • Leather boots or racing shoes mandatory. SFI Racing Shoes recommended. • Snell-rated SA2005 helmet or newer mandatory. Motorcycle and DOT helmets NOT ACCEPTABLE! • Eye protection mandatory. • Roll bar padding required in driver compartment. • Five point safety belts no older then 5 years required. Less then 2 years old recommended. • Kill switch required within easy reach of driver and must be clearly marked “OFF” and “ON”. -
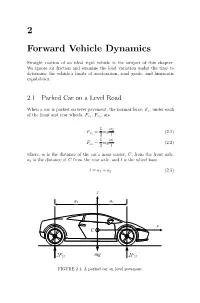
2 Forward Vehicle Dynamics
2 Forward Vehicle Dynamics Straight motion of an ideal rigid vehicle is the subject of this chapter. We ignore air friction and examine the load variation under the tires to determine the vehicle’s limits of acceleration, road grade, and kinematic capabilities. 2.1 Parked Car on a Level Road When a car is parked on level pavement, the normal force, Fz, under each of the front and rear wheels, Fz1 , Fz2 ,are 1 a F = mg 2 (2.1) z1 2 l 1 a F = mg 1 (2.2) z2 2 l where, a1 is the distance of the car’s mass center, C,fromthefrontaxle, a2 is the distance of C from the rear axle, and l is the wheel base. l = a1 + a2 (2.3) z a2 a1 x C 2Fz2 mg 2Fz1 FIGURE 2.1. A parked car on level pavement. 40 2. Forward Vehicle Dynamics Proof. Consider a longitudinally symmetrical car as shown in Figure 2.1. It can be modeled as a two-axel vehicle. A symmetric two-axel vehicle is equivalent to a rigid beam having two supports. The vertical force under the front and rear wheels can be determined using planar static equilibrium equations. Fz =0 (2.4) XMy =0 (2.5) Applying the equilibrium equationsX 2Fz +2Fz mg =0 (2.6) 1 2 − 2Fz a1 +2Fz a2 =0 (2.7) − 1 2 provide the reaction forces under the front and rear tires. 1 a2 Fz1 = mg 2 a1 + a2 1 a = mg 2 (2.8) 2 l 1 a1 Fz2 = mg 2 a1 + a2 1 a = mg 1 (2.9) 2 l Example 39 Reaction forces under wheels. -

2014 Nissan Altima Sedan | Owner's Manual
2014 NISSAN ® ALTIMA SEDAN 2014 ALTIMA SEDAN OWNER’S MANUAL L33-D Printing : June 2013 (06) Publication No.: OM0EOM14E 0L32U2 0L33U0 For your safety, read carefully and keep in this vehicle. Printed in U.S.A. L33-D FOREWORD READ FIRST—THEN DRIVE SAFELY Welcome to the growing family of new NISSAN In addition to factory installed options, your ve- Before driving your vehicle, please read this owners. This vehicle is delivered to you with hicle may also be equipped with additional ac- Owner’s Manual carefully. This will ensure famil- confidence. It was produced using the latest cessories installed by NISSAN or by your iarity with controls and maintenance require- techniques and strict quality control. NISSAN dealer prior to delivery. It is important ments, assisting you in the safe operation of your that you familiarize yourself with all disclosures, vehicle. This manual was prepared to help you under- warnings, cautions and instructions concerning stand the operation and maintenance of your proper use of such accessories prior to operating WARNING vehicle so that you may enjoy many miles (kilome- the vehicle and/or accessory. See a NISSAN ters) of driving pleasure. Please read through this dealer for details concerning the particular ac- IMPORTANT SAFETY INFORMATION RE- manual before operating your vehicle. cessories with which your vehicle is equipped. MINDERS FOR SAFETY! A separate Warranty Information Booklet Follow these important driving rules to explains details about the warranties cov- help ensure a safe and comfortable trip ering your vehicle. The “NISSAN Service for you and your passengers! and Maintenance Guide” explains details ● NEVER drive under the influence of al- about maintaining and servicing your ve- cohol or drugs. -
“I Hate This Chair!” Translating Common Power Wheelchair Challenges Into Practice Solutions
“I Hate This Chair!” Translating Common Power Wheelchair Challenges into Practice Solutions Emma M. Smith, MScOT, ATP/SMS Brenlee Mogul-Rotman, OT, ATP/SMS Tricia Garven, MPT, ATP PhD Candidate, Rehab Sciences National Clinical Education Manager Regional Clinical Education Manager University of British Columbia Permobil Canada Permobil USA 34th International Seating Symposium Westin Bayshore, Vancouver, Canada March 6, 2018 Disclosure Emma Smith has no affiliations, financial or otherwise, to disclose. Brenlee Mogul-Rotman and Tricia Garven are employees of Permobil Inc. Overview • Introductions • Drive Configuration • Seating and Positioning • Drive Controls • Proportional v. Non-Proportional • Programming Parameters • Clinical Relevance • Case Study Stations (4) • Discussion and wrap-up Getting to know you… http://etc.ch/7anN Drive Configuration And how it impacts your clients.. Selecting the most appropriate wheelchair base 1. Understanding Consumer’s Needs 2. Objectively Compare and Contrast Features of Power Wheelchair • Goals and Lifestyle Bases • Environment and • Real life information Transportation • Realistic expectation • Medical Issues Rear-Wheel Drive (RWD) – general perceptions • Good tracking for higher speeds • Most sensitive to changes in weight distribution • Typically has good suspension • Obstacle climbing – needs to be straight on • Front swiveling casters • LE positioning/stand pivot transfers • Largest Turning Radius Mid-Wheel Drive (MWD) – general perceptions • Good stability for power seating • Intuitive Driving -

Copy-Of-What's-In-Your-Garage-1.Pdf
What’s in Your Garage? • What was your first car? • Who taught you how to drive? • What car did you learn to drive on? • How old were you when you first started driving? Discussion • Can you drive a stick shift? Questions • Have you ever worked on a car and fixed it up? • Where was your favorite place to drive to? • What is your dream car? • How much did it cost to fill up your tank? • The ‘57 Chevy was one of American’s most memorable cars. The Chevrolet Bel Air was recognized by many as the sharpest Chevy of the decade. • The price ranged from $2,238 to $2,757. • Chevrolet produced 1.5 million and only 47,652 of those were convertibles. • It could reach 60 miles per hour in 9.9 seconds. • The radio was optional and there were 10 different interior color combinations. There were 23 different seat and door trim Chevrolet Bel Air combinations. This was also the first model that came fully-carpeted. • The Ford Thunderbird is also known as the T-Bird. • The Ford Thunderbird is a nameplate that Ford used from model years 1955-1997 and 2002-2005 for a personal luxury car during which there were eleven distinct generations. • The Ford Thunderbird can reach 60 miles an hour in 9.8 seconds and its max speed is 120 mph. • Its original base price was $2,944. Ford Thunderbird • The sixth generation of the Ford F-Series is a line of pickup trucks and medium duty commercial trucks produced by Ford Motor Company from 1973 to 1979 model years. -

The Importance of Rear Pillar Geometry on Fastback Wake Structures. Joshua Fuller
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Loughborough University Institutional Repository The importance of rear pillar geometry on fastback wake structures. Joshua Fuller. Martin A Passmore (Corresponding Author) Department of Aeronautical and Automotive Engineering, Stewart Miller Building, Loughborough University, Leicestershire, LE11 3TU, UK Tel; +44 (0)1509 227264 Fax: +44 (0)1509 227 275 [email protected] The wake of a fastback type passenger vehicle is characterised by trailing vortices from the rear pillars of the vehicle. These vortices strongly influence all the aerodynamic coefficients. Working at model scale, using two configurations of the Davis model with different rear pillar radii, (sharp edged and 10mm radius) the flow fields over the rear half of the models were investigated using balance measurements, flow visualisations, surface pressure and PIV (Particle Image Velocimetry) measurements. For a small geometry change between the two models, the changes to the aerodynamic loads and wake flow structures were unexpectedly large with significant differences to the strength and location of the trailing vortices in both the time averaged and unsteady results. The square edged model produced a flow field similar to that found on an Ahmed model with a sub-critical backlight angle. The round edged model produced a flow structure dominated by trailing vortices that mix with the wake behind the base of the model and are weaker. This flow structure was more unsteady than that of the square edged model. Consequently, although both models can be described as having a wake dominated by trailing vortices, there are significant differences to both the steady state and unsteady flow fields that have not been described previously.