Evaluation of Audio Test Methods and Measurements for End-Of-Line Loudspeaker Quality Control
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

RANDOM VIBRATION—AN OVERVIEW by Barry Controls, Hopkinton, MA
RANDOM VIBRATION—AN OVERVIEW by Barry Controls, Hopkinton, MA ABSTRACT Random vibration is becoming increasingly recognized as the most realistic method of simulating the dynamic environment of military applications. Whereas the use of random vibration specifications was previously limited to particular missile applications, its use has been extended to areas in which sinusoidal vibration has historically predominated, including propeller driven aircraft and even moderate shipboard environments. These changes have evolved from the growing awareness that random motion is the rule, rather than the exception, and from advances in electronics which improve our ability to measure and duplicate complex dynamic environments. The purpose of this article is to present some fundamental concepts of random vibration which should be understood when designing a structure or an isolation system. INTRODUCTION Random vibration is somewhat of a misnomer. If the generally accepted meaning of the term "random" were applicable, it would not be possible to analyze a system subjected to "random" vibration. Furthermore, if this term were considered in the context of having no specific pattern (i.e., haphazard), it would not be possible to define a vibration environment, for the environment would vary in a totally unpredictable manner. Fortunately, this is not the case. The majority of random processes fall in a special category termed stationary. This means that the parameters by which random vibration is characterized do not change significantly when analyzed statistically over a given period of time - the RMS amplitude is constant with time. For instance, the vibration generated by a particular event, say, a missile launch, will be statistically similar whether the event is measured today or six months from today. -

Amplifier Frequency Response
EE105 – Fall 2015 Microelectronic Devices and Circuits Prof. Ming C. Wu [email protected] 511 Sutardja Dai Hall (SDH) 2-1 Amplifier Gain vO Voltage Gain: Av = vI iO Current Gain: Ai = iI load power vOiO Power Gain: Ap = = input power vIiI Note: Ap = Av Ai Note: Av and Ai can be positive, negative, or even complex numbers. Nagative gain means the output is 180° out of phase with input. However, power gain should always be a positive number. Gain is usually expressed in Decibel (dB): 2 Av (dB) =10log Av = 20log Av 2 Ai (dB) =10log Ai = 20log Ai Ap (dB) =10log Ap 2-2 1 Amplifier Power Supply and Dissipation • Circuit needs dc power supplies (e.g., battery) to function. • Typical power supplies are designated VCC (more positive voltage supply) and -VEE (more negative supply). • Total dc power dissipation of the amplifier Pdc = VCC ICC +VEE IEE • Power balance equation Pdc + PI = PL + Pdissipated PI : power drawn from signal source PL : power delivered to the load (useful power) Pdissipated : power dissipated in the amplifier circuit (not counting load) P • Amplifier power efficiency η = L Pdc Power efficiency is important for "power amplifiers" such as output amplifiers for speakers or wireless transmitters. 2-3 Amplifier Saturation • Amplifier transfer characteristics is linear only over a limited range of input and output voltages • Beyond linear range, the output voltage (or current) waveforms saturates, resulting in distortions – Lose fidelity in stereo – Cause interference in wireless system 2-4 2 Symbol Convention iC (t) = IC +ic (t) iC (t) : total instantaneous current IC : dc current ic (t) : small signal current Usually ic (t) = Ic sinωt Please note case of the symbol: lowercase-uppercase: total current lowercase-lowercase: small signal ac component uppercase-uppercase: dc component uppercase-lowercase: amplitude of ac component Similarly for voltage expressions. -

Frequency Response and Bode Plots
1 Frequency Response and Bode Plots 1.1 Preliminaries The steady-state sinusoidal frequency-response of a circuit is described by the phasor transfer function Hj( ) . A Bode plot is a graph of the magnitude (in dB) or phase of the transfer function versus frequency. Of course we can easily program the transfer function into a computer to make such plots, and for very complicated transfer functions this may be our only recourse. But in many cases the key features of the plot can be quickly sketched by hand using some simple rules that identify the impact of the poles and zeroes in shaping the frequency response. The advantage of this approach is the insight it provides on how the circuit elements influence the frequency response. This is especially important in the design of frequency-selective circuits. We will first consider how to generate Bode plots for simple poles, and then discuss how to handle the general second-order response. Before doing this, however, it may be helpful to review some properties of transfer functions, the decibel scale, and properties of the log function. Poles, Zeroes, and Stability The s-domain transfer function is always a rational polynomial function of the form Ns() smm as12 a s m asa Hs() K K mm12 10 (1.1) nn12 n Ds() s bsnn12 b s bsb 10 As we have seen already, the polynomials in the numerator and denominator are factored to find the poles and zeroes; these are the values of s that make the numerator or denominator zero. If we write the zeroes as zz123,, zetc., and similarly write the poles as pp123,, p , then Hs( ) can be written in factored form as ()()()s zsz sz Hs() K 12 m (1.2) ()()()s psp12 sp n 1 © Bob York 2009 2 Frequency Response and Bode Plots The pole and zero locations can be real or complex. -

Calibration of Radio Receivers to Measure Broadband Interference
NBSIR 73-335 CALIBRATION OF RADIO RECEIVERS TO MEASORE BROADBAND INTERFERENCE Ezra B. Larsen Electromagnetics Division Institute for Basic Standards National Bureau of Standards Boulder, Colorado 80302 September 1973 Final Report, Phase I Prepared for Calibration Coordination Group Army /Navy /Air Force NBSIR 73-335 CALIBRATION OF RADIO RECEIVERS TO MEASORE BROADBAND INTERFERENCE Ezra B. Larsen Electromagnetics Division Institute for Basic Standards National Bureau of Standards Boulder, Colorado 80302 September 1973 Final Report, Phase I Prepared for Calibration Coordination Group Army/Navy /Air Force u s. DEPARTMENT OF COMMERCE, Frederick B. Dent. Secretary NATIONAL BUREAU OF STANDARDS. Richard W Roberts Director V CONTENTS Page 1. BACKGROUND 2 2. INTRODUCTION 3 3. DEFINITIONS OF RECEIVER BANDWIDTH AND IMPULSE STRENGTH (Or Spectral Intensity) 5 3.1 Random noise bandwidth 5 3.2 Impulse bandwidth in terms of receiver response transient 7 3.3 Voltage-response bandwidth of receiver 8 3.4 Receiver bandwidths related to voltage- response bandwidth 9 3.5 Impulse strength in terms of random-noise bandwidth 10 3.6 Sum-and-dif ference correlation radiometer technique 10 3.7 Impulse strength in terms of Fourier trans- forms 11 3.8 Impulse strength in terms of rectangular DC pulses 12 3.9 Impulse strength and impulse bandwidth in terms of RF pulses 13 4. EXPERIMENTAL PROCEDURE AND DATA 16 4.1 Measurement of receiver input impedance and phase linearity 16 4.2 Calibration of receiver as a tuned RF volt- meter 20 4.3 Stepped- frequency measurements of receiver bandwidth 23 4.4 Calibration of receiver impulse bandwidth with a baseband pulse generator 37 iii CONTENTS [Continued) Page 4.5 Calibration o£ receiver impulse bandwidth with a pulsed-RF source 38 5. -

Frequency Response Analysis
Frequency Response Analysis Technical Report 10 tech10.pub 26 May 1999 22:05 page 1 Frequency Response Analysis Technical Report 10 N.D. Cogger BSc, PhD, MIOA R.V.Webb BTech, PhD, CEng, MIEE Solartron Instruments Solartron Instruments a division of Solartron Group Ltd Victoria Road, Farnborough Hampshire, GU14 7PW 1997 tech10.pub 26 May 1999 22:05 page 2 Solartron Solartron Overseas Sales Ltd Victoria Road, Farnborough Instruments Division Hampshire GU14 7PW England Block 5012 TECHplace II Tel: +44 (0)1252 376666 Ang Mo Kio Ave. 5, #04-11 Fax: +44 (0)1252 544981 Ang Mo Kio Industrial Park Fax: +44 (0)1252 547384 (Transducers) Singapore 2056 Republic of Singapore Solartron Transducers Tel: +65 482 3500 19408 Park Row, Suite 320 Fax: +65 482 4645 Houston, Texas, 77084 USA Tel: +1 281 398 7890 Solartron Fax: +1 281 398 7891 Beijing Liaison Office Room 327. Ya Mao Building Solartron No. 16 Bei Tu Chen Xi Road 964 Marcon Blvd, Suite 200 Beijing 100101, PR China 91882 MASSY, Cedex Tel: +86 10 2381199 ext 2327 France Fax: +86 10 2028617 Tel: +33 (0)1 69 53 63 53 Fax: +33 (0)1 60 13 37 06 Email: [email protected] Web: http://www.solartron.com For details of our agents in other countries, please contact our Farnborough, UK office. Solartron Instruments pursue a policy of continuous development and product improvement. The specification in this document may therefore be changed without notice. tech10.pub 26 May 1999 22:05 page 3 Frequency Response Analysis P E Wellstead B.Sc. M.Sc. -
Nyquist Stability Criteria
NPTEL >> Mechanical Engineering >> Modeling and Control of Dynamic electro-Mechanical System Module 2- Lecture 14 Nyquist Stability Criteria Dr. Bis ha kh Bhatt ac harya Professor, Department of Mechanical Engineering IIT Kanpur Joint Initiative of IITs and IISc - Funded by MHRD NPTEL >> Mechanical Engineering >> Modeling and Control of Dynamic electro-Mechanical System Module 2- Lecture 14 This Lecture Contains Introduction to Geometric Technique for Stability Analysis Frequency response of two second order systems Nyquist Criteria Gain and Phase Margin of a system Joint Initiative of IITs and IISc - Funded by MHRD NPTEL >> Mechanical Engineering >> Modeling and Control of Dynamic electro-Mechanical System Module 2- Lecture 14 Introduction In the last two lectures we have considered the evaluation of stability by mathema tica l eval uati on of th e ch aract eri sti c equati on. Rth’Routh’s tttest an d Kharitonov’s polynomials are used for this purpose. There are several geometric procedures to find out the stability of a system. These are based on: Nyquist Plot Root Locus Plot and Bode plot The advantage of these geometric techniques is that they not only help in checking the stability of a system, they also help in designing controller for the systems. Joint Initiative of IITs and IISc ‐ Funded by 3 MHRD NPTEL >> Mechanical Engineering >> Modeling and Control of Dynamic electro-Mechanical System Module 2- Lecture 14 NitNyquist Plo t is bdbased on Frequency Response of a TfTransfer FtiFunction. CidConsider two transfer functions as follows: s 5 s 5 T (s) ; T (s) 1 s2 3s 2 2 s2 s 2 The two functions have identical zero. -

Licensed Devices General Technical Requirements
Licensed Devices General Technical Requirements (Detailed Update October 2005) Steven Dayhoff Federal Communications Commission Office of Engineering & Technology October, 2005 ¾TCB Workshop 1 Sessions for licensed devices intended to give an overview of FCC Processes & Rules, not to show limits for every type of device. The information covered is mainly related to equipment authorization of the transmitting equipment and not the licensing of the station. 1 Overview General Information How to find information at the FCC Creating a Grant Organizing a Report Licensed Device Checklist October, 2005 ¾TCB Workshop 2 This session will cover general information related to the FCC rules and technical requirements for licensed devices. Assumption is that everyone is familiar with testing equipment so test setup and equipment settings will not covered. The approval process for these types of equipment was previously called Type Acceptance or Notification. Now all methods of equipment approval are called Certification. This information generally applies to all Radio Service Rules for scopes B1 through B4. 2 General Information Understanding how FCC rules for licensed equipment are written and how FCC operates The FCC rules are Title 47 of the Code of Federal Regulations Part 2 of the FCC Rules covers general regulations & Filing procedures which apply to all other rule parts Technical standards for licensed equipment are found in the various radio service rule parts (e.g. Part 22, Part 24, Part 25, Part 80, and Part 90, etc.) All material covered in this training is either in these rules or based on these rules October, 2005 ¾TCB Workshop 3 There are about 15 different radio service rule Parts which require equipment to be authorized before an operators license can be obtained. -
Frequency Response of Amplifiers
FREQUENCY RESPONSE OF AMPLIFIERS * Effects of capacitances within transistors and in amplifiers * Build on previous analysis of amplifiers from EENG 341 z Transistor DC biasing z Small signal amplification, i.e. voltage and current gain z Transistor small signal equivalent circuit * Use in Bipolar and FET Transistors Amplifiers and their analysis * Build on previous analysis of single time constant circuits z Review simple RC, LC and RLC circuits z Recall frequency dependent impedances for C and L z Review frequency dependence in transfer functions * Magnitude and phase * Examine origins of frequency dependence in amplifier gain z Identify capacitors and their origins; find the dominant C z Determine equivalent R and determine RC time constant z Use to describe approximately the amplifier’s frequency behavior z Examine effects of other capacitors * GOAL: Use results of analysis to modify circuit design to improve performance. 1 Analysis of Amplifier Performance * Previously analyzed z DC bias point z AC analysis (midband gain) * Neglected all capacitances in the transistor and circuit * Gain at middle frequencies, i.e. not too high or too low in frequency i B iC DC bias or quiescent point vBE vCE 2 Frequency Response of Amplifiers * In reality, all amplifiers have a limited range of frequencies of operation z Called the bandwidth of the amplifier z Falloff at low frequencies * At ~ 100 Hz to a few kHz * Due to coupling capacitors at the input or output, e.g. CC1 or CC2 z Falloff at high frequencies * At ~ 100’s MHz or few GHz 20 logT(ω) * Due to capacitances within the transistors themselves. -

Frequency Response and Harmonic Distortion Testing of Inductive
Available online at www.sciencedirect.com Available online at www.sciencedirect.com AvailableScienceDirect online at www.sciencedirect.com Procedia Engineering 00 (2017) 000–000 Procedia Engineering 00 (2017) 000–000 www.elsevier.com/locate/procedia ScienceDirect www.elsevier.com/locate/procedia Procedia Engineering 202 (2017) 159–167 4th International Colloquium "Transformer Research and Asset Management” 4th International Colloquium "Transformer Research and Asset Management” Frequency response and harmonic distortion testing of inductive voltage transformer used for power quality measurements Dalibor Filipović-Grčića, Božidar Filipović-Grčićb*, Danijel Krajtnerc Dalibor Filipović-Grčića, Božidar Filipović-Grčićb*, Danijel Krajtnerc aKončar – Electrical Engineering Institute, Fallerovo šetalište 22, 10000 Zagreb, Croatia a b*UniversityKon ofčar Zagreb, – Electrical Faculty Engineering of Electrical Institute, Engineering Fallerovo and Computing,šetalište 22, Unska10000 3,Zagreb, 10000 Croatia Zagreb, Croatia b *UniversitycKon of čZagreb,ar – Instrument Faculty Transformersof Electrical Engi Inc.,neering Josipa andMokrovi Computing,ća 10, 10000 Unska Zagreb, 3, 10000 Croatia Zagreb, Croatia cKončar – Instrument Transformers Inc., Josipa Mokrovića 10, 10000 Zagreb, Croatia Abstract Abstract International standards related to power quality measurements define methods and accuracies for the measuring instruments, but do not specify Internationalthe accuracy standardsof instrument related transformers. to power qu Therefore,ality measurements -
Equalization Methods with True Response Using Discrete Filters
Audio Engineering Society Convention Paper 6088 Presented at the 116th Convention 2004 May 8–11 Berlin, Germany This convention paper has been reproduced from the author's advance manuscript, without editing, corrections, or consideration by the Review Board. The AES takes no responsibility for the contents. Additional papers may be obtained by sending request and remittance to Audio Engineering Society, 60 East 42nd Street, New York, New York 10165-2520, USA; also see www.aes.org. All rights reserved. Reproduction of this paper, or any portion thereof, is not permitted without direct permission from the Journal of the Audio Engineering Society. Equalization Methods with True Response using Discrete Filters Ray Miller Rane Corporation, Mukilteo, Washington, USA [email protected] ABSTRACT Equalizers with fixed frequency filter bands, although successful, have historically had a combined frequency response that at best only roughly matches the band amplitude settings. This situation is explored in practical terms with regard to equalization methods, filter band interference, and desirable frequency resolution. Fixed band equalizers generally use second-order discrete filters. Equalizer band interference can be better understood by analyzing the complex frequency response of these filters and the characteristics of combining topologies. Response correction methods may avoid additional audio processing by adjusting the existing filter settings in order to optimize the response. A method is described which closely approximates a linear band interaction by varying bandwidth, in order to efficiently correct the response. been considered as important as magnitude response because it was less audible. Still, studies have 1. BACKGROUND confirmed that it is audible in some situations [1,2]. -

Frequency Response of Transistor Amplifiers
ECE 2C Laboratory Manual 3 Frequency Response of Transistor Amplifiers Overview This lab will continue our exploration of single-transistor amplifiers using BJTs. We will explore the frequency response of some simple BJT amplifiers, and examine the factors affecting the low- and high-frequency cutoff frequencies in these amplifiers. Table of Contents Pre-lab Preparation 2 Before Coming to the Lab 2 Parts List 2 In-Lab Procedure 2 3.1 Common-Emitter Amplifier 2 Low-Frequency Response 2 High-Frequency Response 3 3.2 Common-Base Amplifier 3 Low-Frequency Response 4 High-Frequency Response 4 3.3 Multi-Stage Amplifier Example 4 1 © Bob York 2 Frequency Response of Transistor Amplifiers Pre-lab Preparation Before Coming to the Lab Read through the lab experiment to familiarize yourself with the components and assembly sequence. Before coming to the lab, each group should obtain a parts kit from the ECE Shop. Parts List Use parts from Lab #2 In-Lab Procedure 3.1 Common-Emitter Amplifier Figure 3-1 shows an AC- +10 V coupled common-emitter amplifier, similar to the CS amplifiers from the previous 2.2 kΩ lab. We will use this circuit Rb1 1 μF Vout to explore the frequency 1 μF response of the CE/CS 10 kΩ Vin amplifier topology. Since the circuit has a rather high gain, V we have included a resistor gen divider network at the input 100 Ω 10 kΩ to keep the input signal 1kΩ 10 μF small. □ Using a 2N3904 in the Figure 3-1 – Common-emitter amplifier (with input divider). -
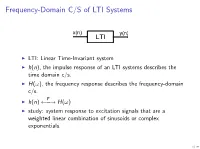
Ch 5: Frequency-Domain Analysis of LTI Systems
Frequency-Domain C/S of LTI Systems x(n) y(n) LTI I LTI: Linear Time-Invariant system I h(n), the impulse response of an LTI systems describes the time domain c/s. I H(!), the frequency response describes the frequency-domain c/s. F I h(n) −−! H(!) I study: system response to excitation signals that are a weighted linear combination of sinusoids or complex exponentials. 1/ 25 Frequency-Domain C/S of LTI Systems I Recall the response of an LTI system to input signal x(n) 1 X y(n) = h(n)x(n − k) (1) k=−∞ 2/ 25 Frequency-Domain C/S of LTI Systems I Excite the system with a complex exponential, i.e. let x(n) = Aej!n; −∞ < n < 1; −π < ! < π 1 X h i y(n) = h(k) Aej!(n−k) k=−∞ " 1 # X (2) = A h(k)e−j!k ej!n k=−∞ = Aej!nH(!) where, 1 X H(!) = h(k)e−j!k (3) k=−∞ 3/ 25 Frequency-Domain C/S of LTI Systems Observations I y(n) is in the form of a complex exponential with same frequency as input, multiplied by a factor. I The complex exponential signal x(n) is called an eigenfunction of the system. I H(!) evaluated at the frequency of the input is the corresponding eigenvalue of the system. 4/ 25 Frequency-Domain C/S of LTI Systems Observations, cont. I As H(!) is a Fourier transform, it is periodic with period 2π I H(!) is a complex-valued function, can be expressed in polar form H(!) = jH(!)jeφω I h(k) is related to H(!) through π 1 Z h(k) = H(!)ej!k d! 2π −π 5/ 25 Frequency-Domain C/S of LTI Systems Real-valued impulse response An LTI system with a real-valued impulse response, exhibits symmetry properties as derived in section 4.4.1 I jH(!)j ) even function of ! I φ(!) ) odd function of !.