Marine Application of Fiber Reinforced Composites: a Review
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Lifeboat Launch on Passenger
Lifeboat launch on passenger- and cruise vessels during a heel exceeding 20° Assessment if today’s regulations are enough to guarantee a safe and complete evacuation in case of an emergency Diploma thesis in the Master Mariner Programme LEO JOHANSSON LUCAS LANGE EDMAN Department of Shipping and Marine Technology CHALMERS UNIVERSITY OF TECHNOLOGY Gothenburg, Sweden 2018 REPORT NO. SK-18/16 Lifeboat launch on passenger- and cruise vessels during a heel exceeding 20° Assessment if today’s regulations are enough to guarantee a safe and complete evacuation in case of an emergency LEO JOHANSSON LUCAS LANGE EDMAN Department of Shipping and Marine Technology CHALMERS UNIVERSITY OF TECHNOLOGY Gothenburg, Sweden, 2018 Lifeboat launch on passenger- and cruise vessels during a heel exceeding 20° Assessment if today’s regulations are enough to guarantee a safe and complete evacuation in case of an emergency Sjösättning av livbåtar på passagerar- och kryssningsfartyg med en lutning över 20° Utvärdering om dagens regler är tillräckliga för att garantera en säker och fullständig evakuering vid en nödsituation LEO JOHANSSON LUCAS LANGE EDMAN © LEO JOHANSSON, 2018. © LUCAS LANGE EDMAN, 2018. Report no. SK-18/16 Department of Shipping and Marine technology Chalmers University of Technology SE 412 96 Gothenburg Sweden Telephone +46 (0)31-772 1000 Cover picture: Failure to launch a lifeboat during the sinking of M/S Costa Concordia 2012. Retrieved from MONALISA 2.0 Activity 3, Launching and Recovering System Design. Reprinted with permission. Printed by Chalmers Gothenburg, Sweden, 2018 Lifeboat launch on passenger- and cruise vessels during a heel exceeding 20° Assessment if today’s regulations are enough to guarantee a safe and complete evacuation in case of an emergency Leo Johansson Lucas Lange Edman Department of Shipping and Marine technology Chalmers University of Technology I Abstract Passenger- and cruise vessels today sometimes carry thousands of passengers and crew. -
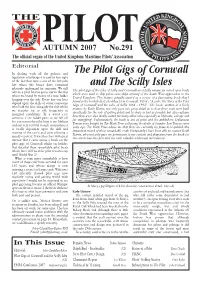
The Pilot Gigs of Cornwall and the Scilly Isles
KIN ED GD IT O N M DWE ST U • E A M IT N • N D U N A D L O I R V L I I A I D F T T E D W E A I AUTUMN 2007 No.291 M I E C P SO The official organ of the United Kingdom Maritime Pilots’Association ILOTS AS Editorial The Pilot Gigs of Cornwall In dealing with all the politics and legislation of pilotage it is easy to lose sight of the fact that ours is one of the few jobs and The Scilly Isles left where the basics have remained relatively unchanged for centuries. We still The pilot gigs of the Isles of Scilly and Cornwall are totally unique six oared open boats rely on a pilot boat to get us out to the ship which were used to ship pilots onto ships arriving of the South West approaches to the where we board by means of a rope ladder United Kingdom. This feature actually started as a review of a fascinating book that I hanging over the side. Every day our lives found in the bookshelf of a holiday let in Cornwall. Titled : “Azook: The Story of the Pilot depend upon the skills of cutter coxswains Gigs of Cornwall and the Isles of Scilly 1666 - 1994”. The book, written in a lively who hold the boat alongside the ship whilst manner by Keith Harris, not only goes into great detail as to how these craft were built we transfer on or off, frequently in specifically for the role of getting pilots out to ships as fast as possible but also explains marginal conditions. -

The Pine Cone, Autumn 1953
25 CENTS * Skowhegan • F ish R iver C hain • A Community College (A privately supported, state-wide, non-partisan, non-profit organization for the promotion and development of Maine's agricultural, industrial and recreational resources.) 1953 AUTUMN 1953 crJ’it l la cr^AAue: Page Portland’s Community College .. Harold Lawrence 3 A Roving School Finds a Home Outdoors In Ma i n e ...........................John C. Page, Jr. 9 A Summary of The Season Past Maine Communities: Sk o w h e g a n ............................... Richard A. Hebert 14 A round the Cracker Ba r r e l ..................Ruth Harvey 23 Maine People and Places Fish the F ish River Chain ........ Owen M. Smith 28 Impressions on Aroostook Fishing Minstrelsy of Ma i n e ..................Edited by Dan Kelly 32 The Poet’s Comer A utumn Sc e n e ........................ Edna A. Hurd Back Cover THE PINE CONE AUTUMN, 1953 VOL. 9, NO. 3 Published Quarterly by THE STATE OF MAINE PUBLICITY BUREAU PORTLAND - AUGUSTA - KITTERY - BANGOR - NEW YORK Main Office: 3 St. John St., Portland 4, Maine GUY P. BUTLER WILLIAM A. HATCH Executive Manager Editorial Manager (Printed in Maine on Maine-made Paper) Portland’s Community College Portland Junior College, a roving school in search of a home for the first half of its twenty-year existence, finally found haven in the historic old Deering Estate on the out skirts of Maine’s largest city. Here the story of this unique school’s building is told by Portland Junior’s registrar. By Harold Lawrence t all began in the midst of the de This is a private, non-profit corpora I pression of the early thirties. -

500 Years of Maritime History
500 Years of Maritime History By the mid-sixteenth century King Philip of Spain felt an acute need to establish a coastal stronghold in the territory he claimed as “La Florida," a vast expanse including not only present-day Florida but most of the continent. The Atlantic coast of present-day Florida was strategically important for its proximity to Spanish shipping routes which followed the Gulf Stream and annually funneled the treasures of Philip's New Above: Traditional Spanish New World shipping routes. World empire back to Spain. The two biggest threats to this transfer of wealth were pirate attacks and shipwrecks. A military outpost on the Florida coast could suppress piracy while at the same time serve as a base for staging rescue and salvage operations for the increasing number of ships cast away on Florida's dangerous shoals. With these maritime goals in mind, the King charged Don Pedro Menéndez de Avilés with the task of establishing a foothold on Florida's Atlantic coast. Before leaving Spain, word reached the Spanish court that a group of French protestants had set up a fledgling colony in the region, and Menéndez' mission was altered to include the utter destruction of the French enterprise, which represented not only heresy but a direct threat to Spain's North American hegemony. The French Huguenots, led by René de Laudonnière, had by 1563 established Fort Caroline at the bank of the River of May (present-day St. Johns River at Jacksonville, north of St. Augustine). Early in 1565, France's King Charles sent Jean Ribault to re-supply and assume command of the Fort. -

TEST for VESSEL STATUS Lozman V. City Of
CASE COMMENT IF IT LOOKS LIKE A VESSEL: THE SUPREME COURT’S “REASONABLE OBSERVER” TEST FOR VESSEL STATUS Lozman v. City of Riviera Beach, 133 S. Ct. 735 (2013) David R. Maass∗ What is a vessel? In maritime law, important rights and duties turn on whether something is a vessel. For example, the owner of a vessel can limit his liability for damages caused by the vessel under the Limitation of Shipowners’ Liability Act,1 and an injured seaman who is a member of the crew of a vessel can claim remedies under the Jones Act.2 Under the general maritime law, a vendor who repairs or supplies a vessel may acquire a maritime lien over the vessel.3 In these and other areas, vessel status plays a crucial role in setting the limits of admiralty jurisdiction. Clear boundaries are important because with admiralty jurisdiction comes the application of substantive maritime law—the specialized body of statutory and judge-made law that governs maritime commerce and navigation.4 The Dictionary Act5 defines “vessel” for purposes of federal law. Per the statute, “[t]he word ‘vessel’ includes every description of watercraft or other artificial contrivance used, or capable of being used, as a means of transportation on water.”6 The statute’s language sweeps broadly, and courts have, at times, interpreted the statute to apply even to unusual structures that were never meant for maritime transport. “No doubt the three men in a tub would also fit within our definition,” one court acknowledged, “and one probably could make a convincing case for Jonah inside the whale.”7 At other times, however, courts have focused on the structure’s purpose, excluding structures that were not designed for maritime transport.8 In Stewart v. -

Personal Watercraft Lesson Plans
Personal Watercraft Safety Course for Boy Scouts Lesson Plans This syllabus is designed to be a guideline for local councils intending to implement a Personal Watercraft Program. This is a compilation of three years of experience and best practices. Changes are made regularly to improve the delivery of skills to the participants. Each section is designed to take place in a 90- to 120-minute period. The time spent on each section depends greatly on the skill retention of the participants. All participants should have completed the boater education certification for their state. Participants in this program should have the Boater Education Certification card with them when they check in at the beginning of the program or the course for certification should be a part of the program instruction. Resource Required for all Participants to Use—“The Handbook of Personal Watercraft Basics” (Item #0486): The resource for participation in this course is purchased ONLY through the National Council, Boy Scouts of America, Outdoor Programs Team. 1 | P a g e Personal Watercraft Safety Course for Boy Scouts Lesson Plans Section 1 Roster Check -Make sure all participants in the PWC course are present. -Ensure that Scouts have a current health and medical assessment. -All participants must be BSA swimmers. -Collect Parental Permission and Hold Harmless agreements. -Review individual Scouts’ Boater’s Education Certification. -Administer Boater’s Education if necessary. First Aid Overview -Show that you know first aid for injuries or illnesses that could occur while participating in water sports, including hypothermia, heat exhaustion, heatstroke, dehydration, sunburn, broken arm/leg, head injuries, and abdominal injuries. -

The Battle of the Gulf of St. Lawrence
Remembrance Series The Battle of the Gulf of St. Lawrence Photographs courtesy of Library and Archives Canada (LAC) and the Department of National Defence (DND). © Her Majesty the Queen in Right of Canada represented by the Minister of Veterans Affairs, 2005. Cat. No. V32-84/2005 ISBN 0-662-69036-2 Printed in Canada The Battle of the Gulf of St. Lawrence Generations of Canadians have served our country and the world during times of war, military conflict and peace. Through their courage and sacrifice, these men and women have helped to ensure that we live in freedom and peace, while also fostering freedom and peace around the world. The Canada Remembers Program promotes a greater understanding of these Canadians’ efforts and honours the sacrifices and achievements of those who have served and those who supported our country on the home front. The program engages Canadians through the following elements: national and international ceremonies and events including Veterans’ Week activities, youth learning opportunities, educational and public information materials (including on-line learning), the maintenance of international and national Government of Canada memorials and cemeteries (including 13 First World War battlefield memorials in France and Belgium), and the provision of funeral and burial services. Canada’s involvement in the First and Second World Wars, the Korean War, and Canada’s efforts during military operations and peace efforts has always been fuelled by a commitment to protect the rights of others and to foster peace and freedom. Many Canadians have died for these beliefs, and many others have dedicated their lives to these pursuits. -

Uniform Minimum Protocols and Standards for Watercraft Inspection and Decontamination Programs for Dreissenid Mussels in the Western United States UMPS III
Uniform Minimum Protocols and Standards for Watercraft Inspection and Decontamination Programs for Dreissenid Mussels in the Western United States UMPS III Editors Leah Elwell and Stephen Phillips UMPS III | 2016 This document has been prepared by the Pacific States Marine Fisheries Commission to further the efforts of the U.S. Fish and Wildlife Service’s 100th Meridian Initiative, the mission of the Western Regional Panel on Aquatic Nuisance Species, and fulfill priorities within the Quagga Zebra Action Plan. Support for this project was provided, in part, by the U.S. Fish and Wildlife Service Regions 1 and 6. Suggested citation: Elwell LC and S Phillips, editors. 2016. Uniform Minimum Protocols and Standards for Watercraft Inspection and Decontamination Programs for Dreissenid Mussels in the Western United States (UMPS III). Pacific States Marine Fisheries Commission, Portland, OR. Pp 53. Original publication date of UMPS I: 2009 Revision and publication date of UMPS II: 2012 DISCLAIMER: The following protocols and standards are provided here to protect natural resources from the damage caused by aquatic invasive species. COVER PHOTOS: Arizona Game and Fish Department and David Wong Other photo credits: American Casting & Manufacturing Corp. Arizona Game and Fish Department California Department of Fish and Wildlife Idaho Department of Agriculture Pacific States Marine Fisheries Commission, Bill Zook Quagga D LLC United States Bureau of Reclamation, Leonard Willet USDA Forest Service David Wong Wyoming Game and Fish Department 2 UMPS -

Environmental, Health, and Safety Guidelines for Offshore Oil and Gas Development
ENVIRONMENTAL, HEALTH, AND SAFETY GUIDELINES OFFSHORE OIL AND GAS DEVELOPMENT June 5, 2015 ENVIRONMENTAL, HEALTH, AND SAFETY GUIDELINES FOR OFFSHORE OIL AND GAS DEVELOPMENT INTRODUCTION 1. The Environmental, Health, and Safety (EHS) Guidelines are technical reference documents with general and industry-specific examples of Good International Industry Practice (GIIP).1 When one or more members of the World Bank Group are involved in a project, these EHS Guidelines are applied as required by their respective policies and standards. These industry sector EHS guidelines are designed to be used together with the General EHS Guidelines document, which provides guidance to users on common EHS issues potentially applicable to all industry sectors. For complex projects, use of multiple industry sector guidelines may be necessary. A complete list of industry sector guidelines can be found at: www.ifc.org/ehsguidelines. 2. The EHS Guidelines contain the performance levels and measures that are generally considered to be achievable in new facilities by existing technology at reasonable costs. Application of the EHS Guidelines to existing facilities may involve the establishment of site-specific targets, with an appropriate timetable for achieving them. 3. The applicability of the EHS Guidelines should be tailored to the hazards and risks established for each project on the basis of the results of an environmental assessment in which site-specific variables, such as host country context, assimilative capacity of the environment, and other project factors, are taken into account. The applicability of specific technical recommendations should be based on the professional opinion of qualified and experienced persons. 4. When host country regulations differ from the levels and measures presented in the EHS Guidelines, projects are expected to achieve whichever are more stringent. -
Boats Built at Toledo, Ohio Including Monroe, Michigan
Boats Built at Toledo, Ohio Including Monroe, Michigan A Comprehensive Listing of the Vessels Built from Schooners to Steamers from 1810 to the Present Written and Compiled by: Matthew J. Weisman and Paula Shorf National Museum of the Great Lakes 1701 Front Street, Toledo, Ohio 43605 Welcome, The Great Lakes are not only the most important natural resource in the world, they represent thousands of years of history. The lakes have dramatically impacted the social, economic and political history of the North American continent. The National Museum of the Great Lakes tells the incredible story of our Great Lakes through over 300 genuine artifacts, a number of powerful audiovisual displays and 40 hands-on interactive exhibits including the Col. James M. Schoonmaker Museum Ship. The tales told here span hundreds of years, from the fur traders in the 1600s to the Underground Railroad operators in the 1800s, the rum runners in the 1900s, to the sailors on the thousand-footers sailing today. The theme of the Great Lakes as a Powerful Force runs through all of these stories and will create a lifelong interest in all who visit from 5 – 95 years old. Toledo and the surrounding area are full of early American History and great places to visit. The Battle of Fallen Timbers, the War of 1812, Fort Meigs and the early shipbuilding cities of Perrysburg and Maumee promise to please those who have an interest in local history. A visit to the world-class Toledo Art Museum, the fine dining along the river, with brew pubs and the world famous Tony Packo’s restaurant, will make for a great visit. -

Mapping Mission
Credit: Image provided by MC4, LCL Production, and Sherrell Ocean Services, created with Measutronics R2Sonic 2024 UHR Multibeam Sonar Multibeam UHR 2024 R2SonicMeasutronics createdwith Services, OceanSherrell and Production, LCL MC4, by provided Credit:Image The wreck of the Auk-class minesweeper HMS Pylades sunk by a German midget submarine during the night of July 8, 1944 while anchored as part of the Trout defensive line (see HMS Magic above). The wreck is lying on its port side with the bow to the top. The ships superstruc- ture is still clearly evident to the left while the partly upturned hull forms the shallowest part of the image. The wreck of U390 sunk on July 5, 1944 by HMS Tavy and HMS Wanderer using the hedgehog for- ward ring mortar. Only one member of the U-Boat survived. U-390 was a snorkel tted type VIIC boat and was on her third war patrol at the time of her loss. In the image the bow is to the top with the propellers and rudders clearly visible at the stern. The conning tower can just be made out to the right as is the port side ballast tank (the bulge on the central hull). Whether the damage to this is a result of the attack or subsequent corrosion is not known. Credit:MC4,Image Production, LCL and providedby Sherrell Ocean Services, createdwith R2Sonic Measutronics UHR2024 Multibeam Sonar Credit:and ProductionLCL MC4 Nicolas Copyrights / Job MC4 and LCL Production are producing a 90-minute documentary for the international market. PBS/Nova will broadcast an adaptation in North America, both to be aired in 2014 commemorat- ing the 70th anniversary. -

4. Exposure Canopy
4. Exposure Canopy Table of Contents: Portland Pudgy Exposure Canopy ................................................................................................ 1 Portland Pudgy Proactive Lifeboat System .................................................................................. 1 General Safety Information .......................................................................................................... 2 Abandon Ship Plan ....................................................................................................................... 2 Portland Pudgy Exposure Canopy Components ......................................................................... 3 Setting Up the Exposure Canopy .................................................................................................. 5 Instructions for Presetting the Exposure Canopy ......................................................................... 5 Step A. Secure the Canopy Fore and Aft Sections to the Pudgy .............................................. 6 Step B. Secure the Fore and Aft CO2 Cylinders to the Support Tubes .................................... 6 Step C. Secure the Middle Section ........................................................................................... 8 Step D. Attach Pull-Cord with Three-Inch Ball and Velcro Tag to Lanyard of CO2 Inflation Valve .................................................................................................................................................. 9 Step E. Cover the Canopy and