Technical Manual Fourteenth Edition, Copyright 2011
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PANELING DOORS OR OTHER WOOD WORK, No
(No Model.) J. A. SMITH, PANELING DOORS OR OTHER WOOD WORK, No. 422,844, Patented Mar. 4, 1890, Zze 7/2Zealafae Z7ez/622227 2222222, (22%afzezzé, UNITED STATES PATENT OFFICE. JOHN A. SMITH, OF ROCHESTER, NEW YORK. PAN ELING DOORS oR OTHER WOOD-WORK. or: SPECIFICATION forming part of Letters Patent No. 422,844, dated March 4, 1890. Application filed August 15, 1889, Serial No, 320,824 (No model.) To all whom, it may concern: In consequence of the prior construction Be it known that I, JoHN A. SMITH, a citi the contraction or shrinkage of the panel Zen of the United States, residing at Roches draws the moldings and nails outward from 5o ter, in the county of Monroe and State of New the grooved part of the frame, as indicated York, have invented new and useful Improve at the right-hand side of the frame shown. ments in Paneling Doors or other Wood This is a very objectionable feature, to which Work, of which the following is a specifica all Wooden doors having panels and mold tion. ings around the panels are subject; and to This invention relates to paneling wood avoid this objection I provide the frame 1, 55 O work where the panel edges are secured by Fig. 2, which may represent the stiles of a moldings and nails, as in doors. door, with a rabbet 2 at each edge to form a The object of my invention is to avoid in central projecting tongue 3. The moldings serting the panel-edges in grooves cut in the 4, of any desired pattern or style, are fash surrounding frame, and to provide a novel ioned to set in the rabbets against the sides construction and means for so securing the of the tongue, where such moldings are Se panels and moldings that expansion and con cured by glue and by obliquely-driven nails traction of the panels will not disturb the 5, that pass into the solid parts of the stile or moldings, and whereby a new panel can be frame 1. -

Exercises in Wood-Working, with a Short Treatise on Wood;
'^^ %."^o* ^r c. .^^~:, "<^^ '^' V ..^"^ .o"^ cO.".-* V^o " A.'^'' ..^'r- v^^ v^' y ,t'», < '-^0^ /. CV « o,. *r;.' aO ^. 'bV" X-O-T- i'^'V. .<•*' • 'VJ"""^^ ' o „ » <vf^ > V »*•»' ^ aO s' EXERCISES IN WOOD-WORKII^G WITH A SHORT TREATISE ON WOOD WRITTEN FOR MANUAL TRAINING GLASSES IN SCHOOLS AND COLLEGES BY IVIN SICKELS, M. S., M. D. ^ NEW YOKE D. APPLETON AND COMPANY 1890 K Copyright, 1889, By D. APPLETON AND COMPAlSfY. i-'3}P') PREFACE. The exercises in wood-working in this book were pre- pared by me during the summer of 1883, for the students of the College of the City of New York. Subsequent teaching suggested many changes and additions, until the manuscript was scarcely presentable. This manuscript has been copied for other schools ; and now, in order that those who have recently asked for it may receive it in better shape, this little volume is printed. I am indebted to Mr. Bashford Dean for the part relat- ing to injurious insects, which was written expressly for this book. I. S. New York, September, 1889. CONTENTS PAGE Introduction = , 7 Part First.—Wood. Structure of wood 13 Composition of wood 18 Branching of stems 19 Age of trees .20 Decay of trees 20 Season for cutting 21 Milling 31 Drying of wood 22 Warping 23 Properties of wood 24 Defects in wood 28 Measure and value of wood 29 Kinds of wood 30 Table of chief qualities of wood 38 Wood and iron 38 Wood-working trades 39 Parasitic plants . .41 Timber-borers 45 Preservation of wood 52 Part Second.—Exercises. -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Securedge™ 300/3000 Series Brochure
SecurEdge™ 300/3000 Series Engineered Commercial Roof Edge Systems Experience the Carlisle Difference In the 1960s, Carlisle SynTec Systems transformed the commercial roofi ng industry with the introduction of its Sure-Seal® EPDM single-ply membrane. Since that time, Carlisle has earned a reputation for providing the most dependable and longest-lasting single-ply roof systems on the market. Today, Carlisle’s product offering has grown to include Sure-Weld® TPO, Sure-Flex™ PVC, and FleeceBACK® membranes, as well as a full line of labor-saving accessories. Carlisle also offers edge metal, Roof Garden components, coatings, skylights, and pavers, and manufactures its own polyiso and EPS insulation, adhesives, primers, and membrane cleaners. Carlisle roofs have been installed on a wide range of buildings around the world, including schools, hospitals, warehouses, and cold-storage facilities. With more than 15 billion square feet of roofi ng materials sold and installed, Carlisle continues to lead the industry by providing innovative products, services, and warranty options. Whatever your roofi ng needs, Carlisle has a system – and a solution – for you. SELECTING THE IDEAL PERIMETER CARLISLE’S SECUREDGE EDGE SYSTEM FOR YOUR BUILDING 300/3000 PRODUCT LINE The importance of a properly designed roof edge system should not be underestimated. On average, the roof edge typically represents only 1% of a » SecurEdge 3000XT Fascia building’s overall cost. However, improper design and installation of the roof » SecurEdge 3000 Fascia edge can have catastrophic consequences. Selecting a properly designed and » SecurEdge 300 Coping tested metal edge system can diminish the risks and result in a roof system that stands the test of time. -
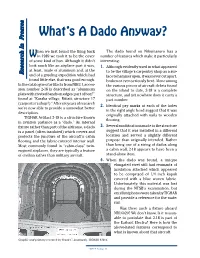
What's a Dado Anyway?
What’s A Dado Anyway? hen we first found the thing back The dado found on Nikumaroro has a Win 1989 we took it to be the cover number of features which make it particularly of some kind of box. Although it didn’t interesting: look much like an airplane part it was, 1. Although evidently used in what appeared at least, made of aluminum and, at the to be the village’s carpentry shop as a sur- Research In Progress Research In Progress Research In Progress end of a grueling expedition which had face to hammer upon, it was never cut apart, found little else, that was good enough. broken or even seriously bent. Alone among In the catalogue of artifacts from NIKU I, acces- the various pieces of aircraft debris found sion number 2-18 is described as “aluminum on the island to date, 2-18 is a complete plate with riveted bands on edges; part of box?” structure, and yet nowhere does it carry a found at “Karaka village, Ritiati, structure 17 part number. (carpenter’s shop?).” After six years of research 2. Identical pry marks at each of the holes we’re now able to provide a somewhat better in the right angle bend suggest that it was description. originally attached with nails to wooden TIGHAR Artifact 2-18 is a structure known flooring. in aviation parlance as a “dado.” An internal fixture rather than part of the airframe, a dado 3. Several modifications made to the structure is a panel (often insulated) which covers and suggest that it was installed in a different protects the juncture of the aircraft’s cabin location and served a slightly different flooring and the fabric-covered interior wall. -

Investigation of the Suitability of Finger Jointed Structural Timber for Use in Nail Plated Roof Trusses
University of Southern Queensland Faculty of Engineering and Surveying Investigation of the Suitability of Finger Jointed Structural Timber for Use in Nail Plated Roof Trusses A dissertation submitted by Anthony Glen Dakin In fulfilment of the requirements of Courses ENG4111 and ENG4112 Research Project Towards the degree of Bachelor of Engineering (Civil Engineering) Submitted: October, 2011 Abstract The most common method of roof framing employed by Australian builders in modern construction is the use of pre-fabricated nail plated timber roof trusses. These trusses are predominantly manufactured from structural framing timber limited in length to a maximum of 6 metres. The style and size of houses increasingly preferred by Australian homeowners means that trusses are regularly required to span further than 6 metres. Truss manufacturers therefore use larger or additional nail plates to splice members during fabrication, and the assembly process becomes far more complex. Finger jointing of sawmill off-cuts and other short lengths of timber is a means of manufacturers economically producing timber in longer lengths. This dissertation investigates the suitability of using finger jointed structural timber for the fabrication of nail plated roof trusses. Physical testing and statistical analysis has been used to compare the performance of finger jointed structural timber with standard structural framing timber normally used in truss fabrication. This study involved characterizing the mechanical properties of the timber, as well as assessing the performance of joints including mechanical fasteners. These methods, along with the static modelling of loading situations, were also used to quantify the probability of inducing failures unique to finger jointed timber, during the truss fabrication and erection process. -

Simple & Fast Rabbeted Drawers
Simple & Fast Rabbeted Drawers It takes only one setup on the table saw to cut every joint you need to make a solid drawer. Without a doubt, this is as easy as it gets. Alonglong thethe rroadoad ttoo ccomfortablyomfortably rreferringeferring ttoo yourself as a “woodworker,” there are a few im- portant milestones you must reach. One of these is building your fi rst drawer. For some reason, this project causes more antacid-popping than almost any other project. A drawer is just a box. The tricky part is that the box must fi t accurately into a hole and move smoothly. There are three steps to a successful drawer: precise measuring, accurate joining and careful fi tting. This article shows you the tricks we use to successfully complete all three steps. Measuring Like a Pro Let’s say you’re building an end table with a drawer. Knowing the size of the drawer’s hole is the fi rst critical piece of information. Seeing how that space is made and understanding how the drawer will “run” in the table is the next step. In traditional case construction, the drawer is just slightly smaller than its hole (which is the tech- nique we’re showing here). In modern cabinets, the drawer is considerably smaller than its hole to make room for mechanical slides or glides. In our traditional case, the drawer hole must be clear of obstructions or corners that the drawer PARRISHAL BY PHOTO can hang up on. For that reason, the sides of the drawer are traditionally kept in check by “drawer guides,” which are simply pieces of wood inside “inset drawer,” which means the drawer front the drawer to fi t the space exactly and then trim it the carcase that are parallel to the sides of the doesn’t have a lip that covers the gap between the down with a hand plane to allow for proper move- drawer. -
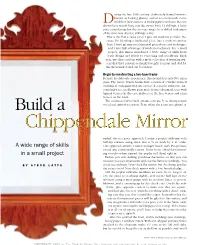
Chippendale Mirror
uring the late 18th century, elaborately framed mirrors, known as looking glasses, served as testimonials to the Dwealth of their owners. A looking glass similar to the one shown here would have cost the owner 10 to 12 shillings, a hefty price considering that the average wage for a skilled tradesman of the time was about 6 shillings a day. This is the first serious piece I give my students to make. Be- cause I’m blending a traditional piece into a modern curricu- lum, I don’t go nuts over historical precedence and technique, and I take full advantage of modern machinery. For a small project, this mirror introduces a wide range of skills from basic design and layout to veneering and scrollwork. Each year, my class ends up with a great collection of stunning mir- rors that they present as thank-you gifts to mom and dad for the thousands doled out for tuition. Begin by constructing a two-layer frame Despite its elaborate appearance, this project has only two main parts. The frame, which I make first, consists of a visible mitered molding in mahogany that sits on top of a poplar subframe; sur- rounding it are scrollsawn parts made from a shopmade core with figured veneer (in this case makore) as the face veneer and plain veneer on the back. The common way to build a frame is to use 3⁄4-in.-thick primary Build a wood and miter the corners. Even when the joints are splined or Chippendale Mirror nailed, this is a poor approach. -

Wood Identification and Chemistry' Covers the Physicalproperties and Structural Features of Hardwoods and Softwoods
11 DOCUMENT RESUME ED 031 555 VT 007 853 Woodworking Technology. San Diego State Coll., Calif. Dept. of Industrial Arts. Spons Agency-Office of Education (DHEA Washington, D.C. Pub Date Aug 68 Note-252p.; Materials developed at NDEA Inst. for Advanced Studyin Industrial Arts (San Diego, June 24 -Au9ust 2, 1968). EDRS Price MF -$1.00 He -$13.20 Descriptors-Curriculum Development, *Industrial Arts, Instructional Materials, Learning Activities, Lesson Plans, Lumber Industry, Resource Materials, *Resource Units, Summer Institutes, Teaching Codes, *Units of Study (Sublect Fields), *Woodworking Identifiers-*National Defense Education Act TitleXIInstitute, NDEA TitleXIInstitute, Woodworking Technology SIX teaching units which were developed by the 24 institute participantsare given. "Wood Identification and Chemistry' covers the physicalproperties and structural features of hardwoods and softwoods. "Seasoning" explainsair drying, kiln drying, and seven special lumber seasoning processes. "Researchon Laminates" describes the bending of solid wood and wood laminates, beam lamination, lamination adhesives,. andplasticlaminates."Particleboard:ATeachingUnitexplains particleboard manufacturing and the several classes of particleboard and theiruses. "Lumber Merchandising" outhnes lumber grades andsome wood byproducts. "A Teaching Unitin Physical Testing of Joints, Finishes, Adhesives, and Fasterners" describes tests of four common edge pints, finishes, wood adhesives, and wood screws Each of these units includes a bibhography, glossary, and student exercises (EM) M 55, ...k.",z<ONR; z _: , , . "'zr ss\ ss s:Ts s , s' !, , , , zs "" z' s: - 55 Ts 5. , -5, 5,5 . 5, :5,5, s s``s ss ' ,,, 4 ;.< ,s ssA 11111.116; \ ss s, : , \s, s's \ , , 's's \ sz z, ;.:4 1;y: SS lza'itVs."4,z ...':',\\Z'z.,'I,,\ "t"-...,,, `,. -
Getting the Most from Your Festool VS-600 Dovetail System
1 Getting The Most From The Festool VS-600 Jointing System By: Jerry Work Table of Contents Page 3 Anatomy of a Dovetail Joint 9 The desired outcome – a perfect drawer every time 10 How the VS-600 system works 14 A perfect drawer using half blind dovetail joints 23 A perfect drawer using through dovetail joints 29 Perfect finger joints 31 Conclusion 32 One time setup 36 Using the metric system 40 Continuous improvement 41 What you need to know about the Festool templates 42 How to calculate drawer height for properly centered joints 43 Table of drawer heights for properly centered joints 43 Metric to approximate inch conversion 44 Meet the author 2 Getting The Most From The Festool VS-600 Jointing System By: Jerry Work Few things in woodworking invoke the image of quality more than well cut dovetails joining the sides of a drawer, box or cabinet. For thousands of years this simple, elegant joint has been employed by the finest craftsmen for its inherent strength as well as for its pleasing aesthetics. Watch a person who sees a fine piece of furniture for the first time. Their hands will invariably rub over the dovetail joints as though to confirm that this is truly a well crafted piece. Anatomy of a breaking the surrounding Dovetail Joint wood. There are several different types of joints that are all called “Dovetail Joints”. They get their name from a fan shaped male piece that looks a bit like the tail on a dove. That fan shaped male fits into a A dovetail joint requires at female recess of the same least one fan shaped male tail shape. -

End Jointing of Laminated Veneer Lumber for Structural Use
End jointing of laminated veneer lumber for structural use J.A. Youngquist T.L. Laufenberg B.S. Bryant proprietary process for manufacturing extremely long Abstract lengths of the material both in panel widths and in LVL Laminated veneer lumber (LVL) materials rep- form. The proprietary process requires a substantial resent a design alternative for structural lumber users. capital investment, limiting production of LVL. If ex- The study of processing options for producing LVL in isting plywood facilities were adapted to processing of plywood manufacturing and glued-laminating facilities 5/8-inch- to 1-1/2-inch-thick panels, subsequent panel is of interest as this would allow existing production ripping and end jointing of the resultant structural equipment to be used. This study was conducted in three components could conceivably compete both in price and phases to assess the feasibility of using visually graded performance with the highest structural grades of lum- veneer to produce 8-foot LVL lengths which, when end ber. Herein lies the major concern of this study: Is it jointed, could be competitive with existing structural technically feasible to manufacture end-jointed LVL lumber products. Phase I evaluated panel-length from PLV panels made in conventional plywood 3/4-inch-thick LVL made from C- or D-grade 3/16-, 1/8-, presses? or 1/10-inch-thick veneer, and the effect of specimen width on flexural and tensile properties. Phase II evalu- An evaluation of the production and marketing ated the use of vertical and horizontal finger joints and feasibility of LVL products made from panel lengths scarfjoints to join 3/4-inch thicknesses of LVL. -
Floating Night Table Project Plans
Floating Night Table Router Bits and Accessories Used: Pins and Tails Through Dovetail Templates (#6414/8714) 36” x 3/4” x 3/8 ” Slick Bar (#9492) Glue Joint Bit (#5553/7853) ¾ ” Straight Bit (#5479/7779) 25/32 ” Straight Bit (#7782) Plywood Straight Set (#6076/8376) 45º Chamfer Bit (#5376/7676) 3/8” Cove Bit (#6342/8642) Countersink Drill Bit Set (#9365) Other Tools and Material Used: Table Saw Belt Sander Random Orbit Sander Planer Glue Scraper #6 x 3/4” Screws Copyright 2010. MLCS Woodworking. Page 1 1. Cut the outside box parts oversized at first. Cut the top and bottom walnut pieces to 22” length x 7” width and cut the cherry side pieces to 10” length x 7” width (making these oversized will help avoid snipe). Then cut the front and back walnut drawer pieces to a size of 20” length x 7” width and the side pieces of cherry 11” length x 7” width. Plane all of the boards to 7/8” finished thickness. 2. Use the Glue Joint Bit (#7853/5553) to create the tongue and groove joint on the mating edges to create wider stock and glue up and clamp these assemblies. 3. After the glue has dried, remove the blanks from the clamps and scrape any excess glue off the surface. Finish plane the boards to final thickness. Then cut to final length and width. Outside box pieces will be finished at a thickness of 3/4” and the drawer pieces will be finished at a thickness of 1/2”. 4. Cut the pins and tails using the Pins and Tails Through Dovetail Templates (#6414/8714).