Friction Stir Welding and Friction Stir Processing for 6061-T6 Aluminum
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

On Friction Stir Processing Zone, Tensile Properties and Micro-Hardness of AA5083 Joints Produced by Friction Stir Welding Ravindra S
International Journal of Engineering and Advanced Technology (IJEAT) ISSN: 2249 – 8958, Volume-3, Issue-5, June 2014 Effect of Tool Pin Profile and Welding Parameters on Friction Stir Processing Zone, Tensile Properties and Micro-hardness of AA5083 Joints Produced by Friction Stir Welding Ravindra S. Thube Abstract—AA5083 aluminium alloy has gathered wide Based on friction heating at the faying surfaces of two sheets acceptance in the fabrication of light weight structures requiring to be joined, in the FSW process a tool with a specially a high strength to weight ratio. Compared to the fusion welding designed rotating probe travels down the length of contacting processes that are routinely used for joining structural metal plates, producing a highly plastically deformed zone aluminium alloys, friction stir welding (FSW) process is an through the associated stirring action. The localized thermo emerging solid state joining process in which the material that is being welded does not melt and recast. This process uses a mechanical affected zone is produced by friction between the non-consumable tool to generate frictional heat in the abutting tool shoulder and the plate top surface, as well as plastic surfaces. The welding parameters and tool pin profile play major deformation of the material in contact with the tool [5]. The roles in deciding the weld quality. In this investigation, an probe is typically slightly shorter than the thickness of the attempt has been made to understand the effect of tool speed work-piece and its diameter is typically slight larger than the (rpm) and tool pin profile on Friction Stir Processing (FSP) zone thickness of the work-piece [6]. -

Review on Multi-Pass Friction Stir Processing of Aluminium Alloys
Preprints (www.preprints.org) | NOT PEER-REVIEWED | Posted: 22 July 2020 doi:10.20944/preprints202007.0514.v1 Review Review on Multi-Pass Friction Stir Processing of Aluminium Alloys Oritonda Muribwathoho1, Sipokazi Mabuwa1* and Velaphi Msomi1 1 Cape Peninsula University of Technology, Mechanical Engineering Department, Bellville, 7535, South Africa; [email protected]; [email protected] * Correspondence: [email protected]; Tel.: 27 21 953 8778 Abstract: Aluminium alloys have evolved as suitable materials for automotive and aircraft industries due to their reduced weight, excellent fatigue properties, high-strength to weight ratio, high workability/formability, and corrosion resistance. Recently, the joining of similar and dissimilar metals have achieved huge success in various sectors. The processing of soft metals like aluminium, copper, iron and nickel have been fabricated using friction stir processing. Friction stir processing (FSP) is a microstructural modifying technique that uses the same principles as the friction stir welding technique. In the majority of studies on FSP, the effect of process parameters on the microstructure was characterized after a single pass. However, multiple passes of FSP is another method to further modify the microstructure in aluminium castings. This study is aimed at reviewing the impact of multi-pass friction stir processed joints of aluminium alloys and to identify a knowledge gap. From the literature that is available on multi-pass FSP, it has been observed that the majority of the literature focused on the processing of plates than the joints. There is limited literature reporting on multi-pass friction stir processed joints. This then creates a need to study further on multi-pass friction stir processing on dissimilar aluminium alloys. -

Analysis of Microstructure, Microhardness, Tensile Strength and Wear Properties of Al 6082/Sic Composite Using Multi-Pass Friction Stir Processing
International Journal of Mechanical And Production Engineering, ISSN: 2320-2092, Volume- 5, Issue-4, Aprl.-2017 http://iraj.in ANALYSIS OF MICROSTRUCTURE, MICROHARDNESS, TENSILE STRENGTH AND WEAR PROPERTIES OF AL 6082/SIC COMPOSITE USING MULTI-PASS FRICTION STIR PROCESSING 1SAHIL NAGIA, 2DEVAL KULS HRESTHA, 3PRABHAT KUMAR, 4V. JEGANATHAN, 5RANGANATH M. S INGARI 1, 2, 3, 4, 5Department of Mechanical Engineering, Delhi Technological University, Delhi, India Email: [email protected], [email protected] Abstract - High strength to weight ratio, light weight and various thermal, mechanical and recycling properties makes aluminium alloys an ideal choice for various industrial applications in sectors as varied as aeronautics, automotive, beverage containers, construction and energy transportation. Due to the rapid injection of molten aluminium into metal moulds under high pressure, casting defects and an abnormal structure, such as cold flake, are easily formed in the base metal. These defects significantly degrade the mechanical properties of the base metal. In order to satisfy the recent demands of advanced engineering applications, Aluminium matrix composites (AMCs) have emerged as a promising alternative. Among the various metal matrix composites manufacturing and forming methods, Friction Stir Processing (FSP) has gained recent attention. This work aims at analysing the microstructure, microhardness, tensile strength and wear properties of Al 6082/SiC composites fabricated by single, double and triple passes via FSP. The ultimate tensile strength of the processed material came out to be less than the parent material and the results showed that with the increase in the number of passes, the tensile properties of composites including ultimate tensile strength (UTS) and yield strength (YS) improved. -

ACHIEVING ULTRAFINE GRAINS in Mg AZ31B-O ALLOY by CRYOGENIC FRICTION STIR PROCESSING and MACHINING
University of Kentucky UKnowledge Theses and Dissertations--Manufacturing Systems Engineering Manufacturing Systems Engineering 2011 ACHIEVING ULTRAFINE GRAINS IN Mg AZ31B-O ALLOY BY CRYOGENIC FRICTION STIR PROCESSING AND MACHINING Anwaruddin Mohammed University of Kentucky, [email protected] Right click to open a feedback form in a new tab to let us know how this document benefits ou.y Recommended Citation Mohammed, Anwaruddin, "ACHIEVING ULTRAFINE GRAINS IN Mg AZ31B-O ALLOY BY CRYOGENIC FRICTION STIR PROCESSING AND MACHINING" (2011). Theses and Dissertations--Manufacturing Systems Engineering. 1. https://uknowledge.uky.edu/ms_etds/1 This Master's Thesis is brought to you for free and open access by the Manufacturing Systems Engineering at UKnowledge. It has been accepted for inclusion in Theses and Dissertations--Manufacturing Systems Engineering by an authorized administrator of UKnowledge. For more information, please contact [email protected]. STUDENT AGREEMENT: I represent that my thesis or dissertation and abstract are my original work. Proper attribution has been given to all outside sources. I understand that I am solely responsible for obtaining any needed copyright permissions. I have obtained and attached hereto needed written permission statements(s) from the owner(s) of each third-party copyrighted matter to be included in my work, allowing electronic distribution (if such use is not permitted by the fair use doctrine). I hereby grant to The University of Kentucky and its agents the non-exclusive license to archive and make accessible my work in whole or in part in all forms of media, now or hereafter known. I agree that the document mentioned above may be made available immediately for worldwide access unless a preapproved embargo applies. -

Friction Stir Processing of Aluminum Alloys
University of Kentucky UKnowledge University of Kentucky Master's Theses Graduate School 2004 FRICTION STIR PROCESSING OF ALUMINUM ALLOYS RAJESWARI R. ITHARAJU University of Kentucky, [email protected] Right click to open a feedback form in a new tab to let us know how this document benefits ou.y Recommended Citation ITHARAJU, RAJESWARI R., "FRICTION STIR PROCESSING OF ALUMINUM ALLOYS" (2004). University of Kentucky Master's Theses. 322. https://uknowledge.uky.edu/gradschool_theses/322 This Thesis is brought to you for free and open access by the Graduate School at UKnowledge. It has been accepted for inclusion in University of Kentucky Master's Theses by an authorized administrator of UKnowledge. For more information, please contact [email protected]. ABSTRACT OF THESIS FRICTION STIR PROCESSING OF ALUMINUM ALLOYS Friction stir processing (FSP) is one of the new and promising thermomechanical processing techniques that alters the microstructural and mechanical properties of the material in single pass to achieve maximum performance with low production cost in less time using a simple and inexpensive tool. Preliminary studies of different FS processed alloys report the processed zone to contain fine grained, homogeneous and equiaxed microstructure. Several studies have been conducted to optimize the process and relate various process parameters like rotational and translational speeds to resulting microstructure. But there is only a little data reported on the effect of the process parameters on the forces generated during processing, and the resulting microstructure of aluminum alloys especially AA5052 which is a potential superplastic alloy. In the present work, sheets of aluminum alloys were friction stir processed under various combinations of rotational and translational speeds. -
Effect of Friction Stir Processing on Mechanical Properties and Microstructure of the Cast Pure Aluminum
INTERNATIONAL JOURNAL OF SCIENTIFIC & TECHNOLOGY RESEARCH VOLUME 2, ISSUE 12, DECEMBER 2013 ISSN 2277-8616 Effect Of Friction Stir Processing On Mechanical Properties And Microstructure Of The Cast Pure Aluminum Alaa Mohammed Hussein Wais, Dr. Jassim Mohammed Salman, Dr. Ahmed Ouda Al-Roubaiy Abstract: Friction stir processing (FSP) has the potential for locally enhancing the properties of pure AL. A cylindrical tool with threaded pin was used. the effect of FSP has been examined on sand casting hypereutectic pure AL. The influence of different processing parameters has been investigated at a fundamental level. Effect of (FSP) parameters such as transverse speed (86,189,393) mm/min, rotational speed (560,710, 900) rpm on microstructure and mechanical properties were studied. Different mechanical tests were conducted such as (tensile, microhardness and impact tests). Temperature distribution has been investigated by using infrared (IR) camera; the thermal images were analyzed to point out the temperature degree on limited points. The results show that the heat generation increase when rotational speed increase and decrease when transverse speed increase. Hardness and impact measurements were taken across the process zone( PZ), and tensile testing were carried out at room temperatures. After FSP, the microstructure of the cast pure Al was greatly refined. However, FSP caused very little changes to the hardness of the material, while tensile and impact properties were greatly improved. Keywords: Friction stir processing,(FSP), Microstructure, Heat Distribution, Mechanical Properties. ———————————————————— 1- INTRODUCTION Therefore, in order to generate flat surface for FSP,2mm of Recently, a new processing technique, friction stir material was milled away from the top and bottom surface processing (FSP), was developed by Mishra et al, Friction of each plate before FSP. -

Superplastic Behavior of Friction Stir Processed ZK60 Magnesium Alloy
Materials Transactions, Vol. 52, No. 12 (2011) pp. 2278 to 2281 #2011 The Japan Institute of Metals RAPID PUBLICATION Superplastic Behavior of Friction Stir Processed ZK60 Magnesium Alloy G. M. Xie1;*, Z. A. Luo1,Z.Y.Ma2, P. Xue2 and G. D. Wang1 1State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, P. R. China 2Shenyang National Laboratory for Materials Science, Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, P. R. China Six millimeter thick extruded ZK60 magnesium alloy plate was subjected to friction stir processing (FSP) at 400 rpm and 100 mm/min, producing fine and uniform recrystallized grains with predominant high-angle grain boundaries of 73%. Maximum elongation of 1800% was achieved at a relatively high temperature of 325C and strain rate of 1 Â 10À3 sÀ1. Grain boundary sliding was identified to be the primary deformation mechanism in the FSP ZK60 alloy by superplastic data analyses and surface morphology observation. The superplastic deformation kinetics of the FSP ZK60 alloy was faster than that of the high-ratio differential speed rolled ZK60 alloy. [doi:10.2320/matertrans.M2011231] (Received July 28, 2011; Accepted September 27, 2011; Published November 16, 2011) Keywords: friction stir processing (FSP), magnesium, microstructure, superplasticity 1. Introduction superplastic deformation dominated by grain boundary sliding (GBS). ZK60 alloy is one of commercial magnesium alloys that At the present time, the investigation on the FSP aluminum exhibit sound mechanical -

Predicting Microstructure Evolution for Friction Stir Extrusion Using a Cellular Automaton Method
Modelling and Simulation in Materials Science and Engineering PAPER Predicting microstructure evolution for friction stir extrusion using a cellular automaton method To cite this article: Reza Abdi Behnagh et al 2019 Modelling Simul. Mater. Sci. Eng. 27 035006 View the article online for updates and enhancements. This content was downloaded from IP address 128.255.19.185 on 29/06/2019 at 22:20 Modelling and Simulation in Materials Science and Engineering Modelling Simul. Mater. Sci. Eng. 27 (2019) 035006 (23pp) https://doi.org/10.1088/1361-651X/ab044b Predicting microstructure evolution for friction stir extrusion using a cellular automaton method Reza Abdi Behnagh1, Avik Samanta2, Mohsen Agha Mohammad Pour1, Peyman Esmailzadeh1 and Hongtao Ding2 1 Faculty of Mechanical Engineering, Urmia University of Technology, Urmia, Iran 2 Department of Mechanical Engineering, University of Iowa, Iowa City, United States of America E-mail: [email protected] Received 7 November 2018, revised 24 January 2019 Accepted for publication 4 February 2019 Published 6 March 2019 Abstract Friction stir extrusion (FSE) offers a solid-phase synthesis method consolidating discrete metal chips or powders into bulk material form. In this study, an FSE machine tool with a central hole is driven at high rotational speed into the metal chips contained in a chamber, mechanically stirs and consolidates the work material. The softened consolidated material is extruded through the center hole of the tool, during which material microstructure undergoes significant trans- formation due to the intensive thermomechanical loadings. Discontinuous dynamic recrystallization is found to have played as the primary mechanism for microstructure evolution of pure magnesium chips during the FSE process. -

Effect of Friction Stir Processing on Microstructural, Mechanical
metals Article Effect of Friction Stir Processing on Microstructural, Mechanical, and Corrosion Properties of Al-Si12 Additive Manufactured Components Ghazal Moeini 1,*, Seyed Vahid Sajadifar 2 , Tom Engler 3, Ben Heider 3 , Thomas Niendorf 2 , Matthias Oechsner 3 and Stefan Böhm 1 1 Department for Cutting and Joining Processes, University of Kassel, Kurt-Wolters-Str. 3, 34125 Kassel, Germany; [email protected] 2 Institute of Materials Engineering, University of Kassel, Moenchebergstraße 3, 34125 Kassel, Germany; [email protected] (S.V.S.); [email protected] (T.N.) 3 Center for Structural Materials (MPA-IfW), Technical University of Darmstadt, Grafenstraße 2, 64283 Darmstadt, Germany; [email protected] (T.E.); [email protected] (B.H.); [email protected] (M.O.) * Correspondence: [email protected]; Tel.: +49-561-804-7443 Received: 12 December 2019; Accepted: 31 December 2019; Published: 3 January 2020 Abstract: Additive manufacturing (AM) is an advanced manufacturing process that provides the opportunity to build geometrically complex and highly individualized lightweight structures. Despite its many advantages, additively manufactured components suffer from poor surface quality. To locally improve the surface quality and homogenize the microstructure, friction stir processing (FSP) technique was applied on Al-Si12 components produced by selective laser melting (SLM) using two different working media. The effect of FSP on the microstructural evolution, mechanical properties, and corrosion resistance of SLM samples was investigated. Microstructural investigation showed a considerable grain refinement in the friction stirred area, which is due to the severe plastic deformation and dynamic recrystallization of the material in the stir zone. -

Friction Stir Processing of Magnesium Alloys- Review J.P
Journal of Chemical and Pharmaceutical Sciences ISSN: 0974-2115 Friction Stir Processing of Magnesium Alloys- Review J.P. Lalith Gnanavel, S. Vijayan Department of Mechanical Engineering, SSN College of Engineering, Kalavakkam-603 110 Corresponding author: E-Mail: [email protected] ABSTRACT Recently, Friction stir processing (FSP) is one of the solid state surface processing techniques used to produce surface composites. The FSP which doesn’t affects the bulk properties of the material but improves the surface properties of the material concern such as hardness, strength, ductility, corrosion resistance and formability etc. Magnesium alloy is one among the major raw materials used due to their low density and high strength-to-weight ratio. Alloys of magnesium are processed successful by FSP which are difficult by other processes. The review offers better understanding of Friction Stir Processed alloys of Magnesium. This article reviews the various mechanical and metallurgical properties along with analysis of microstructure on different magnesium alloys and FSP magnesium alloys for better understandings. KE YWORDS: Magnesium Alloys, Friction Stir Processing (FSP), Scanning Electron Microscope (SEM), Mechanical properties, Microstructure, Hardness, Wear properties. 1. INTRODUCTION Magnesium alloys: Magnesium with mixture of other metals is called as magnesium alloys. The major alloying elements are aluminium, zinc, manganese, silicon, copper, rare earths and zirconium. Magnesium alloys have a hexagonal lattice structure and is the lightest structural metal Cast alloys of magnesium are used in components of automobiles, bodies of camera and lenses. Heat treatment is used to harden alloys of magnesium containing 0.5% to 3% zinc. Sand castings mostly use alloys AZ92 and AZ63, die castings use AZ91 magnesium alloy and permanent mold castings generally use AZ92 alloy. -

1. Introduction Friction Stir Processing (FSP) Is a Promising Grain
Arch. Metall. Mater., Vol. 61 (2016), No 3, p. 1555–1560 DOI: 10.1515/amm-2016-0254 J. IwasZKO*,#, K. Kudła*, K. Fila*, M. StrzelecKa* THE EFFECT OF FRICTION STIR PROCESSING (FSP) ON THE MICROSTRUCTURE AND PROPERTIES OF AM60 MAGNESIUM ALLOY The samples of the as-cast AM60 magnesium alloy were subjected to Friction Stir Processing (FSP). The effect of FSP on the microstructure of AM60 magnesium alloy was analyzed using optical microscopy and X-ray analysis. Besides, the investigation of selected properties, i.e. hardness and resistance to abrasion wear, were carried out. The carried out investigations showed that FSP leads to more homogeneous microstructure and significant grain refinement. The average grain size in the stirred zone (Sz) was about 6-9 μm. in the thermomechanically affected zone (tMaz), the elongated and deformed grains distributed along flow line were observed. The structural changes caused by FSP lead to an increase in microhardness and wear resistance of AM60 alloy in comparison to their non-treated equivalents. Preliminary results show that friction stir processing is a promising and an effective grain refinement technique. Keywords: Friction stir processing; Magnesium alloy 1. Introduction front surface of the retaining collar [7]. At this point, it is worth mentioning that during the treatment of the surface with the Friction stir processing (FSP) is a promising grain FSP method or the joining of materials in the FSW method the refinement technique. This method comes from the FSW melting temperature of the materials being modified or joined (Friction Stir Welding) technology developed in 1991 by is not exceeded (the temperatures occurring in the FSP and/ Wayne Thomas from the Welding Institute (TWI Ltd.) in or FSW process constitute 70-90% of the melting temperature Cambridge. -
Use of Friction Stir Processing and Friction Stir Welding for Nitinol
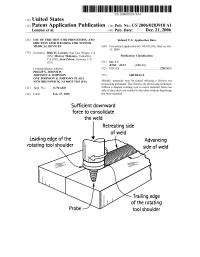
111111111111111111111111111111111111111111111111111111111111111111111111111111111111111111 us 20060283918Al (19) United States (12) Patent Application Publication (10) Pub. No.: US 2006/0283918 Al London et al. (43) Pub. Date: Dec. 21, 2006 (54) USE OF FRICTION STIR PROCESSING AND Related U.S. Application Data FRICTION STIR WELDING FOR NITINOL MEDICAL DEVICES (60) Provisional application No. 60/652,104, filed on Feb. 11, 2005. (76) Inventors: Blair D. London, San Luis Obispo, CA (US); Murray Mahoney, Camarillo, Publication Classification CA (US); Alan Pelton, Fremont, CA (US) (51) Int. Cl. B23K 20/12 (2006.01) Correspondence Address: (52) U.S. Cl. 2281112.1 PHILIP S. JOHNSON JOHNSON & JOHNSON (57) ABSTRACT ONE JOHNSON & JOHNSON PLAZA NEW BRUNSWICK, NJ 08933-7003 (US) Metallic materials may be joined utilizing a friction stir processing teclmique. The friction stir processing technique (21) Appl. No.: 111341,828 utilizes a shaped, rotating tool to move material from one side of the joint to be welded to the other without liquefying (22) Filed: Jan. 27, 2006 the base material. Sufficient downward force to consolidate the weld Retreating side of weld Leading edge of the 1 Advancing rotating tool shoulder side of weld Trailing edge of the rotating tool shou Ider Patent Application Publication Dec. 21, 2006 Sheet 1 of 2 US 2006/0283918 Al FIG. 1 Sufficient downward force to consolidate the weld Retreati ng side of weld Leading edge of the 1 Advancing rotating tool shoulder side of weld Trailing edge of the rotating tool shoulder Patent Application Publication Dec. 21, 2006 Sheet 2 of 2 US 2006/0283918 Al FIG. 2 Processing direction It US 2006/0283918 Al Dec.