Tm 55-203 Technical Manual Maintenance of Railway Car
Total Page:16
File Type:pdf, Size:1020Kb

Load more
Recommended publications
-
Private Freight Car System and Special Equipment Cars
UNIVERSITY OF ILLINOIS LIBRARY Class Book Volume Je 07-10M 4 wfcr •*, -aft Mi. # - 4 PRIVATE FREIGHT CAR SYSTEM AND SPECIAL EQUIPMENT CARS BY LOUIS DWIGHT HARVELL WELD, A. B. (BOWDOIN), '05 THESIS FOR THE DEGREE OF MASTER OF ARTS IN THE GRADUATE SCHOOL University of Illinois 1907 UNIVERSITY OF ILLINOIS June 1 1907 THIS IS TO CERTIFY THAT THE THESIS PREPARED UNDER MY SUPERVISION BY Louis Dwight Haryell Weld, A.B., Bqwdoin College, 1906 entitled THE PRIVATE FREIGHT CAR SYSTEM AND SPECIAL EQUIPJPJNT CARS IS APPROVED BY ME AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF . ARTS d£^<L^-^^*r^^^^ o 102074 Digitized by the Internet Archive in 2013 http://archive.org/details/privatefreightcaOOweld . I f o f BIBLIOGRAPHY ON PRIVATE CARS Araour, J. Ogden. The Packers, the Private Oar Lines and the People. (This book is practically the same as the articles published in the Saturday Evening Post.) Baker, Ray Stannard .Railroads on Trial. McClure's Magazine, Jan- uary, *06. Beemer, D. B * Cold Storage Construction. Ice and Refriger- ation, September, 1894. Commercial and Financial Chronicle. Editorial on private cars. October 28, 1905. Commissioner of Corporations. Report on the Beef Industry. Government Printing Office, Washington, 1905. Drew, D. P. Private Cars from an Owner's Standpoint. Railway Age, Vol. 35, P. 150. Earle, P. S. Development of the Trucking Interests. Year- book, Department of Agriculture, 1900. Interstate Commerce Commission. Annual Reports. Interstate Commerce Commission. Hearing on Private Cars at Chicago October, 1904. Also, hearings on Private Cars in Washington October 18, and November 1, 1905. -

WU Advertorials
volume three, number three a supplement to walthers ho, n&z and big trains reference books Bachmann Unveils New E-Z Command® System Digital Command Control (DCC) is features one-button, main track opening new frontiers for model programming and plug-in wiring to railroaders, providing more realistic make getting started quick and easy. operations on any layout. For many And, it’s compatible with all DC and modelers however, choosing a starter DCC systems. system can be the most difficult part of The basic starter set (#160-44902) getting started. includes a Control Center, Wall Answering the need for a system that’s Transformer and Plug-In Wire. easy to use, affordable and incorporates Modelers who are just getting started the latest technology, Bachmann has can choose three complete sets (#160- teamed with Lenz to produce the new 44904 - ATSF, #160-44905 – Chessie EZ-Command System for HO scale. or #160-44906 - NS) that include a decoder-equipped GP40 diesel. Designed for modelers of any skill level, the system provides 128-step speed control for smooth A new series of decoder-equipped, ready-to-run FT-A and B performance, with independent control of lighting and direction unit diesels will also be available separately to expand for multiple locos. Unlike some starter systems, EZ-Command operations. Nuremberg Toy Fair Showcases Exciting New Models Highlights for HO modelers this year include new American GMC “Fishbowl” city buses from Busch. These models are typical of those used in most major American cities and will be offered in two colors, and decorated for a Los Angeles city bus. -

Chapter 5 Logistics--Su Pply
CHAPTER 5 LOGISTICS--SU PPLY Section i. GENERAL 5.1. Use of Logistical Data 5.2. General Supply Factors The logistical data contained in this and the a. The following broad general factors are succeeding four chapters (Logistics-Evacua- useful for very long-range planning where the tion and Hospitalization; Logistics-Transpor- figures in the remainder of this chapter are too tation; Logistics-Service ; Logistics-Manage- detailed. They should be used only in forming ment) are of the type suitable for first approxi- rough estimates in logistical planning or as mation planning. They are, in the most part, "rule of thumb" checks against the calculations based on World War IL and Korean experience, of technical planners. The overall theater fac- modified to reflect changes in concept and tors given below include only military require- organization. Detailed logistical planning ments and are based on the following ratios be- should be based upon the references listed in tween ground and air: For each division slice the foreword. of approximately 40,000 men, there will be 2 air-wing slices of 5,000 men each ( par. 5.47a). b. Initial Equipment and Initial 30 Days of Maintenance.' 3 5 6 1 7 Total requirement per man Procured in in the theater Shipped from Z12 theater of2 (Army plus Air)' operations 1 Item --- Meas Short Long Meas Short Long Short Long tons tons tons tons tons tons tons tons per man per man per man per man per man per man per man per man 2 Initial equipment------------------------ 4.0 1.50 1.33 4.0 1.50 1.33 30 days' maintenance: 3 Dry cargo----------------------------1.0 .68 .60 .8 .54 .48 .14 .12 4 Bulk POL----------------------------3.43 .30 .26 3.43 .3 .26 0. -
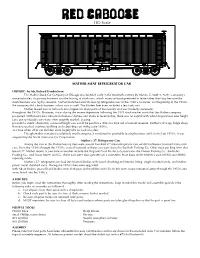
Mather Refrigerator Instructions
HO Scale MATHER MEAT REFRIGERATOR CAR HISTORY - by Mr, Richard Hendrickson The Mather Stock Car Company of Chicago was founded early in the twentieth century by Alonzo C. Mather. As the company's name indicates, its primary business was the leasing of stock cars, which many railroads preferred to lease rather than buy because the stock business was highly seasonal. Mather branched out into leasing refrigerator cars in the 1920's. however, and beginning in the 1930's the company did a brisk business in box cars as well. The Mather fleet even included a few tank cars. Mather leased cars to railroads and shippers in many parts of the country and was modestly successful throughout the 1920's. However, it was during the severe depression following the 1929 stock market crash that the Mather company prospered. With most new railroads in financial distress and many in receivership, there was no capital with which to purchase new freight cars, yet serviceable cars were often urgently needed. Leasing provided a viable alternative, as leased freight cars could be paid for a little at a time out of current revenue. Mather's Chicago Ridge shops therefore worked overtime building and rebuilding cars in the early 1930's, at a time when other car builders were largely idle for lack of orders. Though Mather remained a relatively small company, it contained its profitable leasing business until, in the late 1950's, it was acquired by the North American Car Corporation. Mather's 37' Refrigerator Cars Among the cars in the Mather leasing fleet were several hundred 37' meat refrigerator cars which had been converted from stock cars. -

The History of Transportation at Colgate University: an Analysis Of
The History of Transportation at Colgate University: An Analysis of the Environmental, Economic, and Social Impacts By Marisa Chiodo, Kathryn Deaton, and Jonathan Morales Colgate University i Executive Summary This report looks at how students, faculty, administrators, and staff from Colgate University have traveled to and from campus and around campus over the last two hundred years. With this data, we consider how transportation practices have been sustainable considering the environmental, social, and economic pillars. We operationalized sustainability by looking at fuel emissions and landscape changes for the environmental pillar, money expenditures, feasibility, and affordability for the economic pillar, and accessibility, time efficiency, and passenger health for the social pillar. We focused on four modes of transportation from the early 1800s to the late 1900s. These include stage lines on country roads and turnpikes, packet boats on the Chenango Canal, railroads, and automobiles. Stage lines on country roads and turnpikes were the primary mode of transportation in the early 1800s when traveling around Hamilton, but the region first really began to change with the introduction of the Chenango Canal. While the Chenango Canal was ultimately a financial failure for New York State, it moved the Chenango Valley away from subsistence agriculture to a commercial economy. The Canal influenced Colgate by bringing students in from farther states, and had a small impact in increasing the student population. The Chenango Canal was abandoned because railroads provided a much more attractive alternative as a faster, more economically feasible transportation mode. In the mid-19th century, the first railroad was built through Hamilton, to be followed by two more in the upcoming years. -
New Items 2021 Locomotives and Wagons in Gauge H0 and N
* NEW ITEMS 2021 LOCOMOTIVES AND WAGONS IN GAUGE H0 AND N 2021A PASSION FOR DETAIL DISCOVER NUMEROUS NEW PRODUCTS PACKED WITH FASCINATING DETAILS BRAWA HAS In the 2021 New Items Brochure, BRAWA once again introduces a number comes to freight cars, the new SSt 125 heavy-duty wagons – rail giants EXCITING NEWS of new locomotives and wagons in H0 and N gauges. In H0, for example, that were used for unusual transports – will be added to the BRAWA the new TRAXX 3 electric locomotive of the BR 147/187 series in the range. These mighty wagons could carry a payload of up to 168 tons, current IC livery of Deutsche Bahn AG will be available from specialist which was distributed over 18 axles. Other new types include the Kds FOR 2021 retailers. The BRAWA models feature true-to-the-original ribbed side 54/56 powdered container cars, which feature numerous true-to-life panels and the BR 147 is faithfully equipped with an illuminated train details, as well as the K 25 lidded freight car, which were developed in destination display. the 1920s to transport moisture-sensitive goods. Among the wagons in H0 gauge there are numerous new types, such as In N gauge, BRAWA is introducing three new variants of the BR 132 diesel 02 GAUGE H0 08 Passenger coaches 62 GAUGE N the yl passenger coaches of the DB, which were used in numerous variants locomotive, which was put into service by the East-German Deutsche 02 Steam locomotives 30 Freight cars 62 Diesel locomotives as veritable workhorses in express train and city express traffic. -
Class I Railroad Annual Report
OEEAA – R1 OMB Clearance No. 2140-0009 Expiration Date 08-31-15 Class I Railroad Annual Report Norfolk Southern Combined Railroad Subsidiaries Three Commercial Place Norfolk, VA 23510-2191 Full name and address of reporting carrier Correct name and address if different than shown (Use mailing label on original, copy in full on duplicate) To the Surface Transportation Board For the year ending December 31, 2015 NOTICE 1. This report is required for every class I railroad operating within the United States. Three copies of this Annual Report should be completed. Two of the copies must be filed with the Surface Transportation Board, Office of Economics, Environmental Analysis, and Administration, 395 E Street, S.W. Suite 1100, Washington, DC 20423, by March 31 of the year following that for which the report is made. One copy should be retained by the carrier. 2. Every inquiry must be definitely answered. Where the word "none" truly and completely states the fact, it should be given as the answer. If any inquiry is inapplicable, the words "not applicable" should be used. 3. Wherever the space provided in the schedules in insufficient to permit a full and complete statement of the requested information, inserts should be prepared and appropriately identified by the number of the schedule. 4. All entries should be made in a permanent black ink or typed. Those of a contrary character must be indicated in parenthesis. Items of an unusual character must be indicated by appropriate symbols and explained in footnotes. 5. Money items, except averages, throughout the annual report form should be shown in thousands of dollars adjusted to accord with footings. -
Modeling a Post-War Empire State Express J-3 in N-Scale by Tom Long 56
Modeling NYCS Depots By Dave Mackay 1st Quarter 2018 Volume 8 Number 41 Table of Contents NYC’s West Side Freight On the Cover of This Issue By Bruce Ryan 32 Building the NYCS Four-Track Main – Part 1 By Mark Sklar 42 Potential Lines West Brick & Stone Station Model By Ralph Schiring 51 Modeling a Post-War Empire State Express J-3 in N-Scale By Tom Long 56 NYCSHS member Bruce Ryan models the NYC in HO-scale. He models New York City’s West Side Modeling the Taconic Division – Operations – Part 2 Fright Line railroad. Page 32 By Dan Howard 65 Refurbishing Vintage Vehicles & 77 From the Cab 5 Tom Long has promised several articles on his Extra Board 6 modeling in HO-scale. His fisrt article tells us about What’s New 11 his creating the NYC Empire State Express J-3 from NYCSHS RPO 20 an old Con-Cor model Page 56 The Observation Car 85 NYCentral Modeler The NYCentral Modeler focuses on providing information about modeling of the railroad in all scales. This issue features articles, photos, and reviews of NYC-related models and layouts. The objective of the publication is to help members improve their ability to model the New York Central and promote modeling interests. Contact us about doing an article for us. mailto:[email protected] NYCentral Modeler 1st Quarter 2018 2 New York Central System Historical Society The New York Central System Central Headlight, the official Historical Society (NYCSHS) was publication of the NYCSHS. organized in March 1970 by the The Central Headlight is only combined efforts of several available to members, and former employees of the New each issue contains a wealth Board of Directors York Central Railroad. -

HO 40' Wood Reefer Bangor & Aroostook Dairy Shippers Despatch
Announced 4.28.17 HO 40’ Wood Reefer Available for Backorder Bangor & Aroostook ETA: March 2018 Era: 1943+ RND85566 HO 40’ Wood Reefer, BAR # 6530 RND85567 HO 40’ Wood Reefer, BAR #6535 RND85568 HO 40’ Wood Reefer, BAR #6538 Dairy Shippers Despatch Era: 1926+ RND85569 HO 40’ Wood Reefer, DSDX #301 RND85571 HO 40’ Wood Reefer, DSDX #304 RND85572 HO 40’ Wood Reefer, DSDX #307 Erie Era: 1930+ RND85573 HO 40’ Wood Reefer, Erie #URTX 39404 RND85574 HO 40’ Wood Reefer, Erie #URTX 39406 RND85575 HO 40’ Wood Reefer, Erie #URTX 39412 Missouri Kansas Texas Era: 1943+ RND85576 HO 40’ Wood Reefer, MKT #GARX 50212 RND85577 HO 40’ Wood Reefer, MKT #GARX 50217 $24.98SRP RND85578 HO 40’ Wood Reefer, MKT #GARX 50218 Visit Your Local Retailer | Visit www.athearn.com | Call 1.800.338.4639 Announced 4.28.17 HO 40’ Wood Reefer Available for Backorder Nickel Plate Road ETA: March 2018 8 8 ASSIGNED TO SERVICE OF 8 VENTILATED REFRIGERATOR CAP Y. 80000 LD LMT 82700 . PERMANENT CU. FT. 2082 ICE CAPY CHUNK 8000 LT WT 54200 E C 2 45 . - FLOOR RACKS BUILT 4-24 CRUSHED 9 1 00 Era: 1930+ RND85579 HO 40’ Wood Reefer, NKP #GARX 50508 RND85628 HO 40’ Wood Reefer, NKP #GARX 50510 RND85629 HO 40’ Wood Reefer, NKP #GARX 50515 New York Central / Michigan Central Era: 1891+ RND85630 HO 40’ Wood Reefer, NYC/MC #18502 RND85631 HO 40’ Wood Reefer, NYC/MC #18504 RND85632 HO 40’ Wood Reefer, NYC/MC #18509 All Road Names PRoToTYPe ANd BACKGRoUNd INFo: Model FeATUReS: The use of ice to refrigerate and preserve food dates back to • All models are representative of prototypical paint schemes prehistoric times. -

Deflection Estimation of Edge Supported Reinforced Concrete
STATUS OF RAILWAY TRACKS AND ROLLING STOCKS IN BANGLADESH Md. Tareq Yasin DEPARTMENT OF CIVIL ENGINEERING BANGLADESH UNIVERSITY OF ENGINEERING AND TECHNOLOGY May, 2010 STATUS OF RAILWAY TRACKS AND ROLLING STOCKS IN BANGLADESH by Md. Tareq Yasin MASTER OF ENGINEERING IN CIVIL ENGINEERING (Transportation) Department of Civil Engineering BANGLADESH UNIVERSITY OF ENGINEERING AND TECHNOLOGY, DHAKA 2010 ii The thesis titled “STATUS OF RAILWAY TRACKS AND ROLLING STOCKS IN BANGLADESH”, Submitted by Md. Tareq Yasin, Roll No: 100504413F, Session: October-2005, has been accepted as satisfactory in partial fulfilment of the requirement for the degree of Master of Engineering in Civil Engineering (Transportation). BOARD OF EXAMINERS 1. __________________________ Dr. Hasib Mohammed Ahsan Chairman Professor (Supervisor) Department of Civil Engineering BUET, Dhaka-1000 2. __________________________ Dr. Md. Zoynul Abedin Member Professor & Head Department of Civil Engineering BUET, Dhaka-1000 3. __________________________ Dr. Md. Mizanur Rahman Member Associate Professor Department of Civil Engineering BUET, Dhaka-1000 iii CANDIDATE’S DECLARATION It is hereby declared that this project or any part of it has not been submitted elsewhere for the award of any degree or diploma. ____________________ (Md. Tareq Yasin) iv ACKNOWLEDGEMENTS First of all, the author wishes to convey his profound gratitude to Almighty Allah for giving him this opportunity and for enabling him to complete the project successfully. This project paper is an accumulation of many people’s endeavor. For this, the author is acknowledged to a number of people who helped to prepare this and for their kind advices, suggestions, directions, and cooperation and proper guidelines for this. The author wishes to express his heartiest gratitude and profound indebtedness to his supervisor Dr. -

Transportation: Past, Present and Future “From the Curators”
Transportation: Past, Present and Future “From the Curators” Transportationthehenryford.org in America/education Table of Contents PART 1 PART 2 03 Chapter 1 85 Chapter 1 What Is “American” about American Transportation? 20th-Century Migration and Immigration 06 Chapter 2 92 Chapter 2 Government‘s Role in the Development of Immigration Stories American Transportation 99 Chapter 3 10 Chapter 3 The Great Migration Personal, Public and Commercial Transportation 107 Bibliography 17 Chapter 4 Modes of Transportation 17 Horse-Drawn Vehicles PART 3 30 Railroad 36 Aviation 101 Chapter 1 40 Automobiles Pleasure Travel 40 From the User’s Point of View 124 Bibliography 50 The American Automobile Industry, 1805-2010 60 Auto Issues Today Globalization, Powering Cars of the Future, Vehicles and the Environment, and Modern Manufacturing © 2011 The Henry Ford. This content is offered for personal and educa- 74 Chapter 5 tional use through an “Attribution Non-Commercial Share Alike” Creative Transportation Networks Commons. If you have questions or feedback regarding these materials, please contact [email protected]. 81 Bibliography 2 Transportation: Past, Present and Future | “From the Curators” thehenryford.org/education PART 1 Chapter 1 What Is “American” About American Transportation? A society’s transportation system reflects the society’s values, Large cities like Cincinnati and smaller ones like Flint, attitudes, aspirations, resources and physical environment. Michigan, and Mifflinburg, Pennsylvania, turned them out Some of the best examples of uniquely American transporta- by the thousands, often utilizing special-purpose woodwork- tion stories involve: ing machines from the burgeoning American machinery industry. By 1900, buggy makers were turning out over • The American attitude toward individual freedom 500,000 each year, and Sears, Roebuck was selling them for • The American “culture of haste” under $25. -

Introduction ...4 History Of
Contents Introduction ......................................... 4 Chapter 1 History of railroads and the produce industry ............... 5 Chapter 2 Refrigerator cars ..................................... 12 Chapter 3 Car fleets and owners ................................ 28 Chapter 4 Packing houses, harvesting, and loading .................. 52 Chapter 5 Perishable operations ................................. 66 Chapter 6 Making ice and icing reefers ........................... 85 Chapter 7 Produce terminals and final customers ................... 98 Bibliography ....................................... 109 About the author ................................... 111 Acknowledgments .................................. 111 1 2 California Fruit Express was an 1890s private car operator. This all-wood Wickes Patent car, built in 1892, was 36 feet long with a 30-ton capacity and held 7,500 pounds of ice. Trains magazine collection CHAPTER TWO Although the idea for an ice-cooled 20,000 cars, the majority of which of a car, with vents above the tanks car was no longer novel by the late were actually leased to carry perishable providing air circulation to the interior. 1800s, railroads of the period were traffic (mainly from the West). The The basic design—with modifications reluctant to invest money in them. company also owned icing stations and upgrades—would last through the Refrigerator cars Railroads had substantial fleets of throughout the country. end of the ice-bunker era. boxcars and did not want to invest in Railroads soon found the way to A number of companies and rolling stock designed for specialty acquire refrigerator cars was to form individuals began building cars, and commodities. separate subsidiary companies to among the most common early cars Not only were refrigerator cars more own and manage them (more on this were the Tiffany Patent and Wickes expensive to build than boxcars, they in chapter 3).