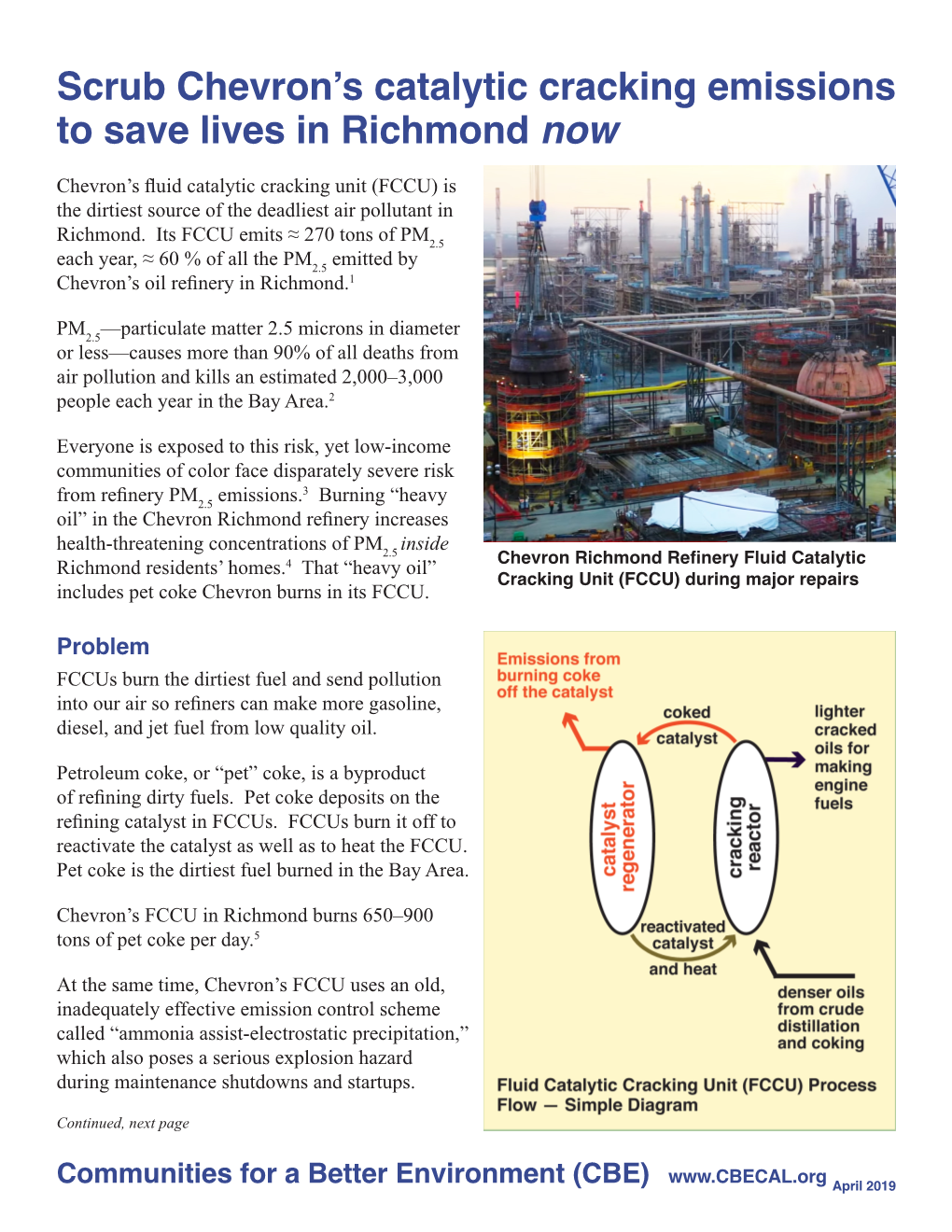
Scrub Chevron's Catalytic Cracking Emissions to Save Lives In
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1 Refinery and Petrochemical Processes
3 1 Refinery and Petrochemical Processes 1.1 Introduction The combination of high demand for electric cars and higher automobile engine effi- ciency in the future will mean less conversion of petroleum into fuels. However, the demand for petrochemicals is forecast to rise due to the increase in world popula- tion. With this, it is expected that modern and more innovative technologies will be developed to serve the growth of the petrochemical market. In a refinery process, petroleum is converted into petroleum intermediate prod- ucts, including gases, light/heavy naphtha, kerosene, diesel, light gas oil, heavy gas oil, and residue. From these intermediate refinery product streams, several fuels such as fuel gas, liquefied petroleum gas, gasoline, jet fuel, kerosene, auto diesel, and other heavy products such as lubricants, bunker oil, asphalt, and coke are obtained. In addition, these petroleum intermediates can be further processed and separated into products for petrochemical applications. In this chapter, petroleum will be introduced first. Petrochemicals will be intro- duced in the second part of the chapter. Petrochemicals – the main subject of this book – will address three major areas, (i) the production of the seven cornerstone petrochemicals: methane and synthesis gas, ethylene, propylene, butene, benzene, toluene, and xylenes; (ii) the uses of the seven cornerstone petrochemicals, and (iii) the technology to separate petrochemicals into individual components. 1.2 Petroleum Petroleum is derived from the Latin words “petra” and “oleum,” which means “rock” and “oil,” respectively. Petroleum also is known as crude oil or fossil fuel. It is a thick, flammable, yellow-to-black mixture of gaseous, liquid, and solid hydrocarbons formed from the remains of plants and animals. -

The Chemistry of Sulfur in Fluid Catalytic Cracking
Catalytic Reduction of Sulfur in Fluid Catalytic Cracking Rick Wormsbecher Collaborators Grace Davison Laboratoire Catalyse et Spectrochimie, CNRS, Université de Caen Ruizhong Hu Michael Ziebarth Fabian Can Wu-Cheng Cheng Francoise Maugé Robert H. Harding Arnaud Travert Xinjin Zhao Terry Roberie Ranjit Kumar Thomas Albro Robert Gatte Outline • Review of fluid catalytic cracking. • Sulfur balance and sulfur cracking chemistry. • Catalytic reduction of sulfur by Zn aluminate/alumina. Fluid Catalytic Cracking • Refinery process that “cracks” high molecular weight hydrocarbons to lower molecular weight. • Refinery process that provides ~50 % of all transportation fuels indirectly. • Provides ~35 % of total gasoline pool directly from FCC produced naphtha. • ~80 % of the sulfur in gasolines comes from the FCC naphtha. Sulfur in Gasoline • Sulfur compounds reversibly poison the auto emission catalysts, increasing NOx and hydrocarbon emission. SOx emissions as well. • World-wide regulations to limit the sulfur content of transportation fuels. – 10 - 30 ppm gasoline. • Sulfur can be removed by hydrogenation chemistry. – Expensive. – Lowers fuel quality. Fluid Catalytic Cracking Unit Products Riser Flue Gas Reactor (~500 ºC) Regenerator (~725 ºC) Reaction is endothermic. 400 tons Catalyst circulates from catalyst Riser to Regenerator. inventory 50, 000 Air Feedstock barrels/day Carbon Distribution H2 ~0.05 % Flare C1 ~1.0 % Flare Petrochem Feed C2-C4 ~14-18 % Naphtha MW ~330 g/mole C5-C11 ~50 % C12-C22 ~15-25 % LCO C22+ ~5-15 % HCO Coke ~3-10 % -

The Chemistry of Refining Crude Oil SPN#12
The Chemistry of Refining Crude Oil SPN LESSON #12 LEARNING OUTCOME: Students come to view energy from several viewpoints. They work with the processes of • Phase changes and the many energy transformations and transfers involved in that physical change; • chemical change and the energy it releases. LESSON OVERVIEW: The fractional distillation of crude oil is featured. This major fossil fuel of the modern age is viewed as an example of stored chemical energy. Alcohol and water are separated and recaptured by taking advantage of the differences in the two substances’ boiling points. The many components of crude oil are explored and students are introduced to organic chemical formulas, characteristics of changes in phases, and laboratory distillation procedures. GRADE-LEVEL APPROPRIATENESS: This Level II Physical Setting, technology education lesson is intended for students in grades 5–8. MATERIALS (per group) Safety goggles (per person) Lab apron (per person) Bunsen burner Ring stand with utility clamp Metal pan 3 medium test tubes Test tube rack Boiling chip 2-hole stopper 10 cm glass tubing with 90o bend Thermometer 15 mL of isopropyl alcohol–water mixture nyserda.ny.gov/School-Power-Naturally Stirring rod Graduated cylinder Grease pencil or marker 4 paper strips, 10 cm x 1 cm 60 cm rubber tubing SAFETY Students should be made familiar with proper laboratory safety procedures including the location of fire extinguishers, fire blankets, and safety showers (where available). Instruct students regarding the proper and safe use of Bunsen burners and matches, and stress the importance of keeping the volatile components of the fractional distillation away from the flame during the collection of distillates. -

Exxonmobil Torrance Refinery Electrostatic Precipitator Explosion Torrance, California
InvestigationInvestigation Report Report ExxonMobil Torrance Refinery Electrostatic Precipitator Explosion Torrance, California Incident Date: February 18, 2015 On-Site Property Damage, Catalyst Particles Released to Community, Near Miss in MHF Alkylation Unit No. 2015-02-I-CA KEY ISSUES: • Lack of Safe Operating Limits and Operating Procedure • Safeguard Effectiveness • Operating Equipment Beyond Safe Operating Life • Re-use of Previous Procedure Variance Without Sufficient Hazard Analysis Published May 2017 CSB · ExxonMobil Torrance Refinery Investigation Report The U.S. Chemical Safety and Hazard Investigation Board (CSB) is an independent Federal agency whose mission is to drive chemical safety change through independent investigations to protect people and the environment. The CSB is a scientific investigative organization; it is not an enforcement or regulatory body. Established by the Clean Air Act Amendments of 1990, the CSB is responsible for determining accident causes, issuing safety recommendations, studying chemical safety issues, and evaluating the effectiveness of other government agencies involved in chemical safety. More information about the CSB is available at www.csb.gov. The CSB makes public its actions and decisions through investigative publications, all of which may include safety recommendations when appropriate. Examples of the types of publications include: CSB Investigation Reports: formal, detailed reports on significant chemical accidents and include key findings, root causes, and safety recommendations. CSB Investigation Digests: plain-language summaries of Investigation Reports. CSB Case Studies: examines fewer issues than a full investigative report, case studies present investigative information from specific accidents and include a discussion of relevant prevention practices. CSB Safety Bulletins: short, general-interest publications that provide new or timely information intended to facilitate the prevention of chemical accidents. -

ADVANCES in FLUID CATALYTIC CRACKING (November 2005)
Abstract Process Economics Program Report 195A ADVANCES IN FLUID CATALYTIC CRACKING (November 2005) Recent emphasis in fluid catalytic cracking is on maximum light olefins production, gasoline sulfur reduction and compliance with FCCU NOx and SOx emissions requirements. New cracking catalysts and additives for the reduction of NOx, SOx and gasoline sulfur continue to significantly improve FCCU operation. New hardware designs offer improved unit operation and efficiency. Areas of recent new hardware design improvements include the standpipe inlet, third stage cyclones, spent catalyst distributor and catalyst stripping. Wet gas scrubbers or selective catalytic reduction may now be required in some cases to meet emissions requirements. This report provides an overview of FCC developments in catalyst, process and hardware technologies since PEP Report 195, Advances in Fluid Catalytic Cracking, issued in 1991. The report then develops process economics for cracking the most common type of FCC feedstock, vacuum gas oil. PEP Report 228, Refinery Residue Upgrading, issued in 2000 reviews the special issues and technology of Residual Fluid Catalytic Cracking (RFCC) and develops process economics for cracking a residual feedstock. Since the refinery production of light olefins such as propylene offers refiners in some regions, especially Asia and Western Europe, an opportunity for profit, the process economics of maximum light olefins FCC from VGO are developed. Air emissions (SOX, NOX) from FCCUs and the reduction of FCC gasoline sulfur are major environmental issues discussed. Professionals and managers involved in the energy industry who manage, research, develop, plan, operate, design plants or manage investments in the petroleum refining and allied industries could benefit from the information contained in this report. -
Petroleum Coke
Report No. 72 PETROLEUM COKE by SAMUEL C. SPENCER October 1971 A private report by the 0 PROCESS ECONOMICS PROGRAM STANFORD RESEARCH INSTITUTE MENLO PARK, CALIFORNIA I * CONTENTS 1 INTRODUCTION, . 1 2 SUMMARY . * . , . Economic Aspects ...................... 6 Technical Aspects ..................... 10 3 INDUSTRY STATUS . , . , , . 17 Trends . .................... 17 Applications . , . .................... 29 Fuel . .................... 31 Aluminum (anodes) .................... 32 MetallurgicalCoke .................... 36 Chemicals . .................... 37 Formed Shapes . .................... 38 Other Uses . , .................... 39 4 DEVELOPMENTOF COKING PROCESSES . , , , , . , . 41 5 CHEMISTRY ......................... 47 Composition ........................ 47 Basic Chemistry ...................... 52 6 DELAYED COKING. ...................... 59 Review of Process ..................... 59 Process Description .................... 68 Materials of COnStrUctiOn ................. 83 Process Discussion ..................... 84 Process Variations and Innovations ............. 93 Cost Estimates ....................... 95 Capital Costs ...................... 96 Production Costs ..................... 100 Needle Coke Economics ................... 112 V CONTENTS 7 FLUID COKING ........................ 119 Review of Process ..................... 119 Process Description .................... 129 Materials of Construction ................. 133 Process Discussion ..................... 140 Process Variations and Innovations ............. 144 Cost Estimates -

Screening-Level Hazard Characterization of Petroleum Coke
U.S. Environmental Protection Agency June 2011 Hazard Characterization Document SCREENING-LEVEL HAZARD CHARACTERIZATION Petroleum Coke Category SPONSORED CHEMICALS Petroleum coke, green CASRN 64741-79-3 Petroleum coke, calcined CASRN 64743-05-1 The High Production Volume (HPV) Challenge Program1was conceived as a voluntary initiative aimed at developing and making publicly available screening-level health and environmental effects information on chemicals manufactured in or imported into the United States in quantities greater than one million pounds per year. In the Challenge Program, producers and importers of HPV chemicals voluntarily sponsored chemicals; sponsorship entailed the identification and initial assessment of the adequacy of existing toxicity data/information, conducting new testing if adequate data did not exist, and making both new and existing data and information available to the public. Each complete data submission contains data on 18 internationally agreed to “SIDS” (Screening Information Data Set1,2) endpoints that are screening-level indicators of potential hazards (toxicity) for humans or the environment. The Environmental Protection Agency’s Office of Pollution Prevention and Toxics (OPPT) is evaluating the data submitted in the HPV Challenge Program on approximately 1400 sponsored chemicals by developing hazard characterizations (HCs). These HCs consist of an evaluation of the quality and completeness of the data set provided in the Challenge Program submissions. They are not intended to be definitive statements regarding the possibility of unreasonable risk of injury to health or the environment. The evaluation is performed according to established EPA guidance2,3 and is based primarily on hazard data provided by sponsors; however, in preparing the hazard characterization, EPA considered its own comments and public comments on the original submission as well as the sponsor’s responses to comments and revisions made to the submission. -

THE H-OIL PROCESS: a Worldwxide LEADER in VACUUM RESIDUE HYDROPROCESSING” \ ^
—t&CR I'd, D 3 YJj TT-097 CONEXPO ARPEL '96 . i ' 1 "THE H-OIL PROCESS: A WORLDWXiDE LEADER IN VACUUM RESIDUE HYDROPROCESSING” \ ^ J.J. Colyar1 L.I. Wisdom2 A. Koskas3 SUMMARY With the uncertainty of market trends, refiners will need to hedge their investment strategies in the future by adding processing units that provide them with flexibility to meet the changing market. The various process configurations involving the H-Oil® Process described in this paper have been tested commercially and provide the refiner with the latest state of the art technology. ABSTRACT The H-Oil® Process is a catalytic hydrocracking process, invented by HRI, Inc., a division of IFP Enterprises, Inc. which is used to convert and upgrade petroleum residua and heavy oils. Today the H-Oil Process accounts for more than 50 percent of the worldwide vacuum residue hydroprocessing market due to its unique flexibility to handle a wide variety of heavy crudes 'while producing clean transportation fuels. The process is also flexible in terms of changes in yield selectivity and product quality. The unconverted vacuum residue from the process can be utilized for fuel oil production, blended into asphalt, routed to resid catalytic cracking, directly combusted or gasified to produce hydrogen. This paper will discuss additional background information on the H-Oil Process, some of the key advances made to the process and applications for the Latin America market. The paper will also discuss the status of recent commercial plants which are in operation or which are under design or construction and which utilize these new advances. -

Why the Bay Area Should Say “No” to Coal and Petroleum Coke Exports
Why the Bay Area should say “No” to Coal and Petroleum Coke Exports Big coal and oil companies are looking for ways to ship their dirty commodities abroad from U.S. ports. As Northwest communities push back against proposed export terminals in Washington and Oregon, the companies have turned to their next target: the Bay Area. If coal and petroleum coke-carrying trains come to our area, coal dust from open rail cars will threaten community health by polluting our air, land and water. Thousands of people on the West Coast are leading a grassroots movement against coal exports. It’s time to let big coal and oil know that their exports aren’t welcome in California. Where is the coal coming from? To reach Bay Area ports, coal trains from mines in the Powder River Basin (PRB) or the Utah and Colorado region travel through many communities including Sacramento, Richmond, Stockton, Pittsburg, Bakersfield, Fresno, Merced and Modesto. And these trains are already on the move.1 Where is petcoke coming from, and what is it? • Petroleum coke, or petcoke, is a solid carbon byproduct that results from oil refining processes. When petcoke is burnt, it emits 5 to 10 percent more carbon dioxide 2) per (C0 unit of energy than coal. On average, one ton of petcoke yields 53.6 percent more CO2 than a ton of coal.2 Petcoke also emits toxic residues, from heavy metals to sulfur. • Petcoke is so dirty that the U.S. Environmental Protection Agency bans it from being burned in our country. Yet, the EPA still allows it to be exported abroad, pushing the pollution offshore. -

Redalyc.BIODEGRADATION of CRUDE OIL by Pseudomonas
Tecnología Química ISSN: 0041-8420 [email protected] Universidad de Oriente Cuba Pérez Silva, Rosa M.; Ábalos Rodríguez, Arelis; Gómez Montes de Oca, José M.; Cantero Moreno, Domingo BIODEGRADATION OF CRUDE OIL BY Pseudomonas aeruginosa AT18 STRAIN Tecnología Química, vol. XXVI, núm. 1, enero-abril, 2006, pp. 70-77 Universidad de Oriente Santiago de Cuba, Cuba Available in: http://www.redalyc.org/articulo.oa?id=445543749010 How to cite Complete issue Scientific Information System More information about this article Network of Scientific Journals from Latin America, the Caribbean, Spain and Portugal Journal's homepage in redalyc.org Non-profit academic project, developed under the open access initiative BIODEGRADATION OF CRUDE OIL BY Pseudomonas aeruginosa AT18 STRAIN Rosa M. Pérez Silva1; Arelis Ábalos Rodríguez2*; José M. Gómez Montes de Oca1, Domingo Cantero Moreno1 1Department of Chemical Engineering Technology, Food Technology and Environmental Technologies, Faculty of Sciences, University of Cadiz, Campus Rio San Pedro, 11510 Puerto Real (Cadiz), Spain 2Centro de Estudios de Biotecnología Industrial. Facultad de Ciencias Naturales. Universidad de Oriente. Santiago de Cuba, Cuba The bioremediation of hydrocarbons in contaminated soils by Pseudomonas aeruginosa AT18 strain grow on crude oil, lubricant oil, naphthalene, toluene and, kerosene as unique carbon source and energy was isolated from samples soil contaminated with crude oil on Petroleum Refinery Hnos Díaz in Santiago de Cuba city. The biodegradative activity of the strain achieved 81% with the mixture Mesa 30/Puerto Escondido (8:2) crude oil. Key words: biodegradation, Pseudomonas aeruginosa. _____________________ Pseudomonas aeruginosa AT18, es capaz de usar hidrocarburos del petróleo como fuente de carbono y energía para su metabolismo. -

Visbreaking: a Technology of the Past and the Future
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Elsevier - Publisher Connector Scientia Iranica C (2012) 19 (3), 569–573 Sharif University of Technology Scientia Iranica Transactions C: Chemistry and Chemical Engineering www.sciencedirect.com Visbreaking: A technology of the past and the future J.G. Speight ∗ CD&W Inc., 2476 Overland Road, Laramie, WY 82070, USA Received 18 August 2011; revised 1 December 2011; accepted 28 December 2011 KEYWORDS Abstract Because of their relative simplicity of design and straightforward thermal approach, visbreaking Petroleum refining; processes will not be ignored or absent from the refinery of the future. However, new and improved Visbreaking; approaches are important for the production of petroleum products. These will include advances in current Fouling. methods, minimization of process energy losses, and improved conversion efficiency. In addition, the use of additives to encourage the preliminary deposition of coke-forming constituents is also an option. Depending upon the additive, disposal of the process sediment can be achieved by a choice of methods. ' 2012 Sharif University of Technology. Production and hosting by Elsevier B.V. Open access under CC BY-NC-ND license. 1. Introduction variables are (1) feedstock type, (2) temperature, (3) pressure, and residence time, which need to be considered to control the extent of cracking. Balancing product yield and market demand, without the manufacture of large quantities of fractions having low com- 2. The visbreaking process mercial value, has long required processes for the conversion of hydrocarbons of one molecular weight range and/or struc- Visbreaking (viscosity reduction, viscosity breaking), a mild ture into some other molecular weight ranges and/or struc- form of thermal cracking, insofar as thermal reactions are tures. -

Managing Exposure to Benzene and Total Petroleum Hydrocarbons at Two Oil Refineries 1977–2014
International Journal of Environmental Research and Public Health Article Managing Exposure to Benzene and Total Petroleum Hydrocarbons at Two Oil Refineries 1977–2014 Tapani Tuomi *, Henna Veijalainen and Tiina Santonen Finnish Institute of Occupational Health (FIOH), Topeliuksenkatu 41 B, P.O. Box 40, Työterveyslaitos, FI-00032 Helsinki, Finland; henna.veijalainen@ttl.fi (H.V.); tiina.santonen@ttl.fi (T.S.) * Correspondence: tapani.tuomi@ttl.fi; Tel.: +358-9-4747-2926 Received: 15 December 2017; Accepted: 18 January 2018; Published: 24 January 2018 Abstract: Air concentrations of and inhalation exposure to total petroleum hydrocarbons (TPH) and benzene was monitored separately at two oil refineries from 1977 to 2014. Prevention policies and control measures that may explain changes were surveyed. The aim was to evaluate how the application of of Occupational Health and Safety Assessment Series OHSAS 18001.04 principles as well as Environmental protection Agency EPA and European Oil Company Organisation for Environment, Health and Safety CONCAWE practices have influenced air concentrations. Benzene air concentrations declined in 11 of 17 units, six of which were associated with declining exposures. Benzene air concentrations declined across all units on average by 46%. This amounts to an average yearly decline of 1.7%. TPH air concentrations declined in 10 of 17 units, seven of which were associated with declining exposures. The average decline in TPH air concentrations was 49%, corresponding to 1.3% per year. As a result, average working day exposure in 10 of 17 units have declined significantly and today, benzene and TPH exposure in most units are well below 10% of the current Occupational Exposure Limit (OEL8h:s).