Masonry Heating on the Internet
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Masonry Heating on the Internet
Volume 9 Number 1 Spring 1996 Masonry Heating on the Internet browsers should encounter minimal delays in MHA in Cyberspace downloading information. It is hoped that images will be storable at a high enough resolution to enable magazine by Norbert Senf publishers to get masonry heater images electronically HA voting members will soon find their for publication. No more waiting for your slides to be creations displayed on the Internet. The returned by magazine writers. executive has agreed to fund an MHA site on M The MHA page will also provide links to members who the World Wide Web that will tentatively have the have their own sites. These links are the essence of the address http://MHA-Net.org. Net surfers will initially Internet. By simply pointing to an item with a mouse find an interactive homepage that will have links to a and clicking the mouse button, you are taken almost membership list, an archive of back issues of MHA instantaneously to whichever computer the information News, as well as information about individual members. happens to reside on. It could be on the same machine, Your editor will be the “webmaster” administering the or on a machine on another continent. This feature is site. Members are each requested to send one high completely transparent to the user and is what has quality color photo, which will be scanned in as a high largely been responsible for the explosive growth of the resolution image that will be available online to any one “Web” in the last year. of the estimated 30,000,000 computers that currently Members who wish to set up their own sites will be able have Internet access. -

(RIA) for Proposed Residential Wood Heaters NSPS Revisions
Regulatory Impact Analysis (RIA) for Proposed Residential Wood Heaters NSPS Revision Final Report January 2014 EPA-452/R-13-004 U.S. Environmental Protection Agency Office of Air and Regulation Office of Air Quality Planning and Standards Health and Environmental Impacts Division The EPA wishes to acknowledge the contributions of the Research Triangle Institute (RTI) International in the preparation of the industry profile and economic impact analysis, and EC/R, Inc. in the preparation of the emissions and cost estimates included in this report. CONTENTS Section Page Section 1 Executive Summary ............................................................................................... 1-1 1.1 Analysis Summary ............................................................................................... 1-3 1.2 Organization of this Report .................................................................................. 1-5 Section 2 Introduction ............................................................................................................ 2-1 2.1 Background for Proposed Rule ............................................................................ 2-1 2.2 Room Heaters....................................................................................................... 2-1 2.3 Central Heaters: Hydronic Heaters and Forced-Air Furnaces ........................... 2-10 2.4 New Residential Masonry Heaters ..................................................................... 2-16 Section 3 Industry Profile ..................................................................................................... -

Consumer Guide Home Heating 121211
The Alaska Consumer Guide to HOME HEATING An introduction to safe, efficient, and cost-effective heating systems. Alaska Housing Finance Corporation 4300 Boniface Parkway ● Anchorage, Alaska 99504 ● P.O. Box 101020 ● Anchorage, Alaska 99510 907-338-6100 or 800-478-AHFC (2432) ● www.ahfc.us This document was funded by the Alaska Housing Fi- nance Corporation, located in Anchorage, AK. It is the mission of AHFC to provide Alaskans access to safe, quality, affordable housing. www.ahfc.us This document was authored by the Cold Climate Housing Research Center, located in Fairbanks, AK. It is the mission of CCHRC to promote and advance the development of healthy, durable, and sustainable shelter for Alaskans and other circumpolar people. www.cchrc.org The decision to purchase or upgrade a heating system depends on many factors including the availability of fuel, building specifics, costs, and personal preferences. This Consumer Guide presents information on several types of heating appli- ances, distribution systems, hot water heaters and controls. It does not constitute an endorsement or approval for any of these systems. 2 The Alaska Consumer Guide to Home Heating TABLE OF CONTENTS ools for Homeowners What is a heating system? p. 4 How safe is my heating system? p. 5 How efficient is my heating system? p. 6 How much will my heating system cost me? p. 12 Is my heating system the correct size for my house? p. 15 Should I replace my existing heating system? p. 17 How do I choose a contractor? p. 19 Heating Systems Furnaces p. 20 Solar Thermal p. -

Innovation and Its Role in the Evolution of Radiant Heating and Cooling Systems
Brian M. Ford Brian M. Ford Innovation and Its Role in the Evolution of Radiant Heating and Cooling Systems. Agenda • Evolution of Radiant Heating & Cooling Systems through the ages • Emergence of Radiant Panels • Recent Innovations & Looking Forward Popular Mechanics Issue: Sep, 1949 Chinese Kang & Dikang • The Chinese kang (bed-stove) is said to be derived from the concept of a heated bed floor called a huoqiang found in China in the Neolithic period, according to analysis of archeological excavations of building remains in Banpo Xi'an. However, archeleogical sites in Shenyang, Liaoning, show humans using the heated bed floor as early as 7,200 years ago. • Typically, a kang occupies one-third to one half the area the room, and is used for sleeping at night and for other activities during the day. A kang which covers the entire floor is called a dikang (literally "ground kang"). Chinese Kang & Dikang • "The interior of an inn". In illustration in H.E.M. James book. It is followed by a couple of pages where he described an inn in the Hunjiang River valley east of Tonghua, in an area that was very much a "frontier" of Chinese settlement. Note a long kang (bed-stove) along the wall, shared by the guests. Korean Ondol • An ondol, also called gudeul, in Korean traditional architecture, is underfloor heating which uses direct heat transfer from wood smoke to the underside of a thick masonry floor. The earliest use of ondol has been found at an archaeological site in present-day North Korea. A Bronze Age archaeological find, 1000 BC, discovered in Unggi, Hamgyeongbuk-do, in present-day North Korea Roman Hypocaust • A hypocaust (Latin hypocaustum, Greek hypocauston) was an ancient Roman system of underfloor heating. -

The Heat-Kit Planning Guide
The Heat-Kit Planning Guide Masonry Heating 2 What’s a Masonry Heater? 2 The Benefits of Radiant Heating 3 Environmental Benefits 5 The Heat-Kit System 7 Introduction 7 Description 7 Components 7 Gas flow 8 Technical Features 9 Options 10 Domestic Bakeoven 10 Domestic Hot Water 11 Layout Guide 15 Standard dimensions 15 Clearances 15 Heater 15 Chimney 15 Layout Examples 16 Heated Benches 16 Examples of high output systems 18 Completing Your System 19 Working with a local mason 19 Foundation plans 20 Frequently asked questions 21 Finding More Information 23 Our Products and Services 24 Products 24 Services — consulting and design 24 Costs 24 Masonry Stove Builders Norbert and Leila Senf, proprietors Voice 819.647.5092 Fax 819.647.6082 e-mail [email protected] RR 5, Shawville, Québec J0X 2Y0 Visit our website at www.heatkit.com printed on 8/25/2010 The Heat-Kit Planning Guide Masonry Heating What’s a Masonry Heater? masonry heater allows you to heat your home with wood in a unique way. It’s main distinction is the ability to store a large amount of heat. This means that you can rapidly burn a large charge of wood without Aoverheating your house. The heat is stored in the masonry thermal mass, and then slowly radiates into your house for the next 18 to 24 hours. You get a number of benefits, described in more detail below. If you burn wood fairly rapidly, it is a clean fuel. If you try to burn it too slowly, the fire will change from flaming to smoldering combustion. -

Guide to Residential Wood Heating 62310 Pub
~=ÖìáÇÉ=íç=êÉëáÇÉåíá~ä= ïççÇ=ÜÉ~íáåÖ `je`ÔeçãÉ=íç `~å~Çá~åë Canada Mortgage and Housing Corporation (CMHC) has been Canada’s national housing agency for more than 60 years. Together with other housing stakeholders, we help ensure that the Canadian housing system remains one of the best in the world. We are committed to helping Canadians access a wide choice of quality, environmentally sustainable and affordable homes – homes that will continue to create vibrant and healthy communities and cities across the country. For more information, visit our website at www.cmhc.ca You can also reach us by phone at 1-800-668-2642 or by fax at 1-800-245-9274. Outside Canada call 613-748-2003 or fax to 613-748-2016. Canada Mortgage and Housing Corporation supports the Government of Canada policy on access to information for people with disabilities. If you wish to obtain this publication in alternative formats, call 1-800-668-2642. ^=ÖìáÇÉ=íç=êÉëáÇÉåíá~ä= ïççÇ=ÜÉ~íáåÖ Library and Archives Canada Cataloguing in Publication Guide to Residential Wood Heating 62310 Pub. aussi en français sous le titre : Le guide du chauffage résidentiel 62311 Priced, separate English and French - print publication. Sent request to Library Archives - George Duck. MB ISBN 978-0-660-19848-4 Cat. no.: NH15-436/2008E 1. Stoves, Wood--Handbooks, manuals, etc. 2. Stoves, Wood--Safety measures. 3. Dwellings--Heating and ventilation--Canada. 4. Fuelwood. 5. Fireplaces. I. Canada Mortgage and Housing Corporation. TH7437G84 2008 697'.04 C2008-980309-4 © 1993 Canada Mortgage and Housing Corporation and Energy, Mines and Resources (Her Majesty the Queen in Right of Canada) © 2002 Canada Mortgage and Housing Corporation and Natural Resources Canada ((Her Majesty the Queen in Right of Canada) © 2008 Canada Mortgage and Housing Corporation All rights reserved. -
Chapter 4: Operation and Maintenance
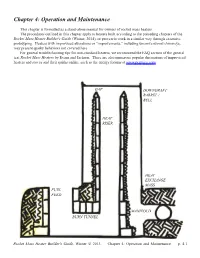
Chapter 4: Operation and Maintenance This chapter is formatted as a standalone manual for owners of rocket mass heaters. The procedures outlined in this chapter apply to heaters built according to the preceding chapters of the Rocket Mass Heater Builder's Guide (Wisner, 2014), or proven to work in a similar way through extensive prototyping. Heaters with improvised alterations or "improvements," including unconventional chimneys, may present quirky behaviors not covered here. For general troubleshooting tips for nonstandard heaters, we recommend the FAQ section of the general text Rocket Mass Heaters by Evans and Jackson. There are also numerous popular discussions of improvised heaters and stoves and their quirks online, such as the energy forums at www.permies.com. GAP DOWNDRAFT BARREL / BELL HEAT RISER HEAT EXCHANGE MASS FUEL FEED MANIFOLD BURN TUNNEL Rocket Mass Heater Builder's Guide, Wisner © 2013 — Chapter 4: Operation and Maintenance — p. 4.1 Rocket Mass Heater Operation and Maintenance Manual Original Authors: Erica & Ernie Wisner, www.ErnieAndErica.info [email protected] Contributors:______________________ _________________________________ Note to Readers: This Manual describes the operation and maintenance of residential rocket mass heaters as described in the Rocket Mass Heater Builders' Guide. Each mass heater is built with a sitespecific layout and features. This manual may contain information about features or methods that are not relevant to your particular heater. Builders and owners may need to include additional information to complete an accurate, unique manual for each particular heater. Throughout the manual, blank sections are provided to prompt additional information. These may be filled in by the owner or builder. -
Could a Masonry Heater Be the Main Heat Source in a Tight House?
Jonas Kasiliauskas T6616KA COULD A MASONRY HEATER BE THE MAIN HEAT SOURCE IN A TIGHT HOUSE? Bachelor’s Thesis Double Degree Program in Building Services Engineering January 2017 DESCRIPTION Date of the bachelor's thesis Author(s) Degree programme and option JONAS KASILIAUSKAS DOUBLE DEGREE PROGRAMME IN BUILDING SERVICES ENGINEERING Name of the bachelor's thesis COULD A MASONRY HEATER BE THE MAIN HEAT SOURCE IN A TIGHT HOUSE? Abstract Masonry heaters are the oldest heating method for one family houses. Earlier houses had high leakage air- flow rates because thermal efficient insulation material was combustible by that time /20/. The masonry heater perfectly fits for air leaky houses. Nowadays, houses are more insulated and have an air tight enve- lope. People don’t want to spend time for supervising heating systems, that’s the reason they choose a heat- ing system with automatism. The main aim of my thesis is to evaluate if it’s possible to use masonry heating in tight envelope houses. With help of the literature sources I consulted and the interview with a professional masonry heater builder I will try to give an answer to that question. The secondary aim is to select a ventilation system to one family house, which has a masonry heater. The example house I will use in this thesis will be a one family house, with a floor area of 95.4 m2 located in Vilnius, Lithuania. I chose this house and location because of the popularity to use gas in this country. I’m going to evaluate installation and ten-year exploitation costs to have more reasonable results. -

Rocket Mass Heater Overview and Terms
Chapter 1 Rocket Mass Heater Overview and Terms What is a Rocket Mass Heater? designs incorporate can heat multiple rooms ROCKET MASS HEATER is a heavy, slow- from a central location, providing overnight A release radiant heater. It is designed heat without the danger and difficulty of an primarily to heat people, secondarily to warm all-night fire. Rocket mass heaters are most the areas in the line-of-sight around it. Modest effective in “line-of-sight” and by direct tertiary functions include cooking, heating contact (built-in benches or sleeping plat- pots of water, and producing some warm air forms), although they do warm some air for for distribution to other nearby areas. heating distant rooms. Annex 6” A rocket mass heater is not a furnace or Not all builders of rocket mass heaters Heater photo boiler; it should not be located in a hidden use the same design. This book shows our © 2009 by space, nor left to burn unattended. most popular “J-style” firebox design and a Kacy Ritter. The “rocket” in the name comes from a line of clean-burning cook stoves developed in the 1970s, using an insulated heat riser, to produce a very clean and efficient fire. “Mass” refers to the mass of masonry where it stores its heat. An RMH heater always in- cludes an insulated, vertical, chimney-like heat riser as part of its clean-burning com- bustion chamber and a thermal mass to extract heat from its clean exhaust. An RMH can warm a home using a fraction of the firewood required by other common heaters, such as woodstoves and boilers. -

Heating with Wood
Heating with Wood Part 2 Advanced Combustion Woodburning FIREPLACE Advanced Combustion Woodburning Fireplace Fireplace & Woodstove Emissions 50 45 40 35 Conventional Fireplace 30 Dirty Woodstove 25 20 Advanced Combustion 15 Fireplace 10 5 0 Air Requirements of Furnaces & Fireplaces 1.4 1.2 1 Conventional Fireplace 0.8 Conv Gas/Oil 0.6 Furnace Hi-Effic Gas/Oil 0.4 Furnace 0.2 Adv Combust Woodstove 0 Efficiencies of Advanced Combustion Fireplace & Stoves vs Conventional Fireplace 80 70 60 50 40 Room Air 30 Outside Air 20 10 0 Adv Stove Adv Conventional Fireplace Fireplace Characteristics of Efficient, Safe, Advanced Wood Fireplace • Tested to EPA 1990 • Preheated prim & sec air • Ceramic glass door • Insulated comb. chamber & baffle • Air wash for door • Good circulating fan • Insulated outer casing • Extremely attractive fire Advanced Combustion Fireplace Insert Advanced Combustion Insert for Existing Fireplace Masonry Heaters Masonry (Fireplace) Heater • Concept common in Europe • Large mass with convoluted flue path to extract heat • Short periods of high burn to generate heat, which is stored in masonry for slow later release • May or may not be clean burning and efficient, depending on system - simple combustion air flow changes nearly doubled efficiency Masonry Heater Characteristics of Good Masonry Heater • Should follow MHA guidelines for design and installation • Installed inside house envelope, usually in centre with most/all sides exposed • Dampered outside air supply • Operates at high burn for relatively short period, potentially with good excess air, storing heat for slow release into house However, with evening burn, uncontrolled release of heat into house overnight may counter potential savings of thermostat cutback What combustion systems offer the greatest potential for renewable energy in new and existing homes ? The Advanced Combustion woodburning appliances of today ! If harvesting is done properly, forests can be self-sustaining. -

Mcthimwuh 4.Andlamg 1.Meom?. , Eamo?Lrmbv Amthugcab
US005333601A United States Patent [19] [11] Patent Number: 5,333,601 [45] Date of Patent: Aug. 2, 1994 [54] MASONRY HEATER “Finnish Fireplace Construction Manual 1984”, Albert A. Barden, III, pp. 53-57. [75] Inventor: Kerry Hill, Wain?eet, Canada “Finnish Fireplaces, Heart of the Home”, A. Barden et al., pp. 33, 41, 51 and 101. [73] Assignees: Christy Brianna Hill; Andrea Kirsty Brochure by Hearth Warmers. Lee Hill, Wain?eet, Canada Brochure by Dietmeyer, Ward & Stroud, Inc. [21] Appl. No.: 27,493 Primary Examiner-Larry Jones Attorney, Agent, or Firm-Riches, McKenzie & Herbert [22] Filed: Mar. 5, 1993 [57] ABSTRACT [51] Int. Cl.5 F24B 1/ 188 This invention relates to A contra-?ow masonry heater [52] 126/523; 126/500; comprising: a ?rebox having a front opening, an air 126/503; 126/8 intake communicating with a source of fresh air and an [58] Field of Search 126/523, 500, 502, 503 ’ upper flue outlet; at least one vertical contra-?ow heat 126/512, 8 exchange channel communicating between the flue [56] References Cited outlet and an exhaust port, the ?rebox and channel having walls of refractory material for mass absorption U.S. PATENT DOCUMENTS of heat energy from a burning fuel and combustion wemaaf.wa hC mcmwaoasegml?o bP mdnm?s dmha,dmt rf wuwmmmmMm” 439.1R Bm@mweaH Unanrnm \e%@./m .Igoemdoe d616y dtgm?bm5 chmndPmh dmmdamwn dhmnpocf 2gQueen Edccv 3,,O,7,4,wfai enema mm“mEsBsP .ngmnmntnm Fmhedm?mQto amthugcab . .andlamg1 mtC.Va.Cd t‘‘ @eTT lme 68mm 4.4.4.5 cnummnmmm nn.comefum;o eamo?lormbV.mmeommm?. -

The Korean Onggi Potter
Frontispiece. Korean onggi peddlers, ca. 1900. (Courtesy Library of Congress, Carpenter Collection no. 25259.) Smithsonian Folklife Studies • Number 5 SO A The Korean Onggi Potter Robert Sayers with Ralph Rinzler ISSUED JUL 1 5 1S87 SMITHSONIAN INSTITUTION Smithsonian Institution Press Washington, D.C. 1987 Abstract Sayers, Robert. The Korean Onggi Potter. Smithsonian Folklife Studies, num ber 5, 292 pages, frontispiece plus 117 figures, 1987.—Korea's onggi potters, producers of a class of domestic food jars used to prepare and store soy sauce, kimch'i, and other diet staples, work even yet in circumstances reminiscent of those prevailing during the Yi dynasty (1392-1910). Not only their repertoire of tools and techniques but the very conditions by which they live and organize themselves into work groups mirror those described in nineteenth century accounts. In this study, we consider the history of the onggi industry, exploring a link between the artisans and a community of religious dissenters driven into hiding nearly 200 years ago. We also discuss the extant ware forms and their practical uses and report on the state of the contemporary industry as indicated in field survey data collected at 11 workshops in six South Korean provinces. A bibliography of Korean, Japanese, and Western language sources on onggi accompanies the text. OFFICIAL PUBLICATION DATE is handstamped in a limited number of initial copies and is recorded in the Institution's annual report, Smithsonian Year. Library of Congress Cataloging in Publication Data Sayers, Robert The Korean onggi potter (Smithsonian folklife studies ; no. 5) Bibliography: p. Supt. of Docs, no.: SI 1.43:5 1.