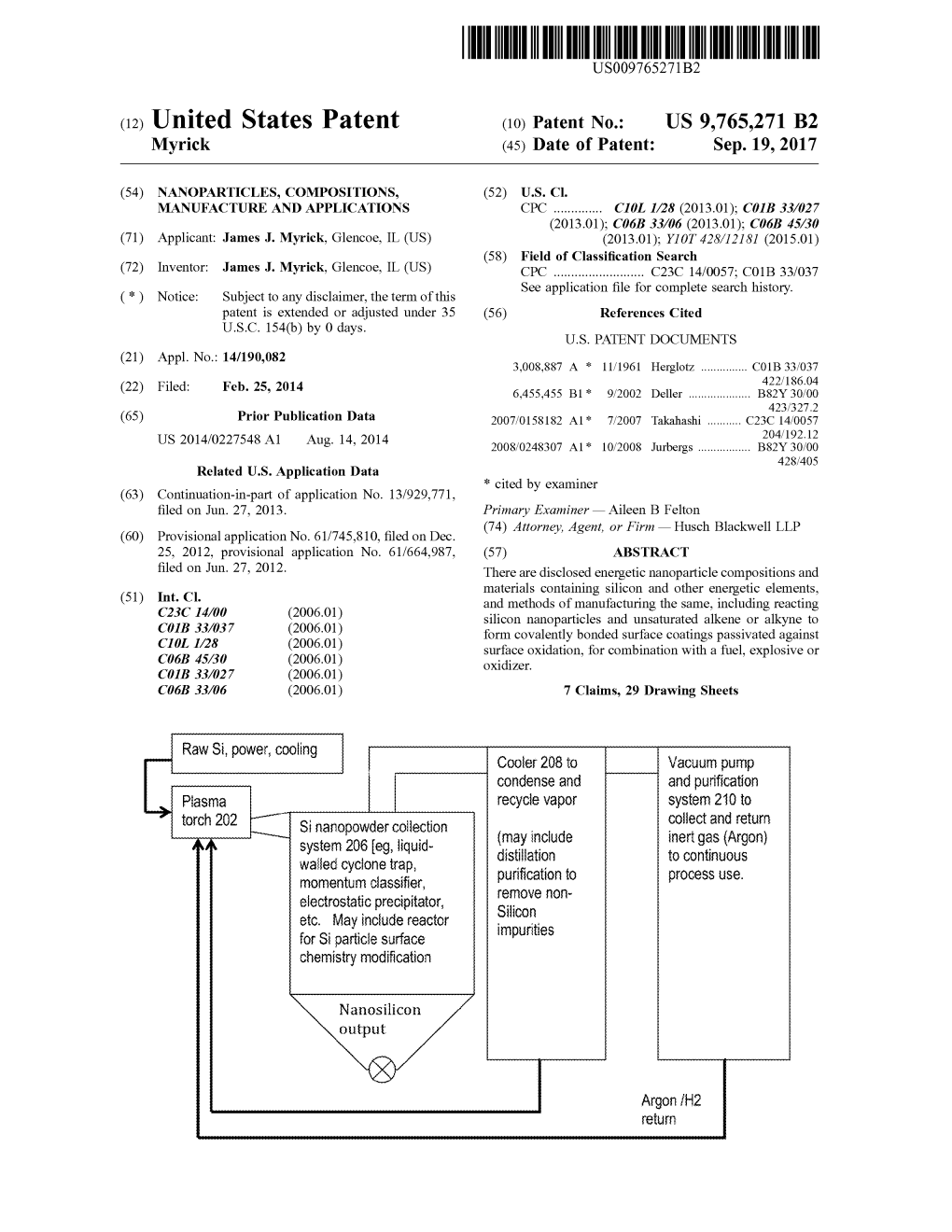
That the Ultimine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Basic Description for Ground and Air Hazardous
BASIC DESCRIPTION FOR GROUND AND AIR GROUND AND AIR HAZARDOUS MATERIALS SHIPMENTS GROUND SHIPMENTS AIR SHIPMENTS SHIPMENTS HAZARD DOT DOT CLASS OR MAXIMUM EXEMPTION, GROUND EXEMPTION, HAZARDOUS MATERIALS DESCRIPTIONS DIVISION I.D. NUMBER LABEL(S) REQUIRED OR QUANTITY PER SPECIAL SERVICE TO LABEL(S) REQUIRED OR MAXIMUM NET CARGO SPECIAL NON-BULK AND PROPER SHIPPING NAME (Subsidiary if (ALSO MARK PACKING EXEMPTION, SPECIAL PERMIT INNER PERMIT CANADA EXEMPTION, SPECIAL PERMIT QUANTITY PER AIRCRAFT PERMIT SPECIAL EXCEPTIONS PACKAGING (ALSO MARK ON PACKAGE) applicable) ON PACKAGE) GROUP OR EXCEPTION RECEPTACLE OR 173.13 PERMITTED OR EXCEPTION PACKAGE** QUANTITY OR 173.13 PROVISIONS §173.*** §173.*** (1) (2) (3) (4) (5) (6) (7) (8) (9) (10) (11) (12) (13) (14) (15) Accellerene, see p-Nitrosodimethylaniline Accumulators, electric, see Batteries, wet etc Accumulators, pressurized, pneumatic or hydraulic (containing non-flammable gas), see Articles pressurized, pneumatic or hydraulic (containing non-flammable gas) FLAMMABLE FLAMMABLE Acetal 3 UN1088 II LIQUID * YES LIQUID * 5 L 150 202 FLAMMABLE Acetaldehyde 3 UN1089 I LIQUID YES Forbidden None 201 May not be regulated when shipped via UPS Acetaldehyde ammonia 9 UN1841 III ground YES CLASS 9 * 30 kg 30 kg 155 204 FLAMMABLE FLAMMABLE Acetaldehyde oxime 3 UN2332 III LIQUID * YES LIQUID * 25 L 150 203 CORROSIVE, CORROSIVE, Acetic acid, glacial or Acetic acid solution, FLAMMABLE FLAMMABLE A3, A6, with more than 80 percent acid, by mass 8 (3) UN2789 II LIQUID * YES LIQUID * 1 L A7, A10 154 202 Acetic -
2020 Emergency Response Guidebook
2020 A guidebook intended for use by first responders A guidebook intended for use by first responders during the initial phase of a transportation incident during the initial phase of a transportation incident involving hazardous materials/dangerous goods involving hazardous materials/dangerous goods EMERGENCY RESPONSE GUIDEBOOK THIS DOCUMENT SHOULD NOT BE USED TO DETERMINE COMPLIANCE WITH THE HAZARDOUS MATERIALS/ DANGEROUS GOODS REGULATIONS OR 2020 TO CREATE WORKER SAFETY DOCUMENTS EMERGENCY RESPONSE FOR SPECIFIC CHEMICALS GUIDEBOOK NOT FOR SALE This document is intended for distribution free of charge to Public Safety Organizations by the US Department of Transportation and Transport Canada. This copy may not be resold by commercial distributors. https://www.phmsa.dot.gov/hazmat https://www.tc.gc.ca/TDG http://www.sct.gob.mx SHIPPING PAPERS (DOCUMENTS) 24-HOUR EMERGENCY RESPONSE TELEPHONE NUMBERS For the purpose of this guidebook, shipping documents and shipping papers are synonymous. CANADA Shipping papers provide vital information regarding the hazardous materials/dangerous goods to 1. CANUTEC initiate protective actions. A consolidated version of the information found on shipping papers may 1-888-CANUTEC (226-8832) or 613-996-6666 * be found as follows: *666 (STAR 666) cellular (in Canada only) • Road – kept in the cab of a motor vehicle • Rail – kept in possession of a crew member UNITED STATES • Aviation – kept in possession of the pilot or aircraft employees • Marine – kept in a holder on the bridge of a vessel 1. CHEMTREC 1-800-424-9300 Information provided: (in the U.S., Canada and the U.S. Virgin Islands) • 4-digit identification number, UN or NA (go to yellow pages) For calls originating elsewhere: 703-527-3887 * • Proper shipping name (go to blue pages) • Hazard class or division number of material 2. -

Chemistry & Chemical Biology 2013 APR Self-Study & Documents
Department of Chemistry and Chemical Biology Self Study for Academic Program Review April, 2013 Prepared by Prof. S.E. Cabaniss, chair Table of Contents Page Executive Summary 4 I. Background A. History 5 B. Organization 8 C. External Accreditation 9 D. Previous Review 9 II. Program Goals 13 III. Curriculum 15 IV. Teaching and Learning 16 V. Students 17 VI. Faculty 21 VII. Resources and Planning 24 VIII. Facilities A. Space 25 B. Equipment 26 IX. Program Comparisons 27 X. Future Directions 31 Academic Program Review 2 Appendices A1. List of former CCB faculty A2. Handbook for Faculty Members A3. ACS Guidelines and Evaluation Procedures for Bachelor’s Degree Programs A4. Previous (2003) Graduate Review Committee report A5. UNM Mission statement A6. Academic Program Plans for Assessment of Student Learning Outcomes A7. Undergraduate degree requirements and example 4-year schedules A8. Graduate program handbook A9. CHEM 121 Parachute course A10. CHEM 122 course re-design proposal A11. Student graduation data A12. Faculty CVs A13. Staff position descriptions A14. Instrument Survey A15. CCB Annual report 2011-2012 A16. CCB Strategic Planning documents Academic Program Review 3 Executive Summary The department of Chemistry and Chemical Biology (CCB) at UNM has been in a period of transition and upheaval for several years. Historically, the department has had several overlapping missions and goals- service teaching for science and engineering majors, professional training of chemistry majors and graduate students and ambitions for a nationally-recognized research program. CCB teaches ~3% of the student credit hours taught on main campus, and at one point had over 20 tenured and tenure track faculty and ~80 graduate students. -

Appendix a Reports the Determination Regarding Whether Or Not Domestic
APPENDIX A DETERMINATIONS OF DOMESTIC PRODUCTION AND OBJECTION FROM DOMESTIC PRODUCER Appendix A reports the determination regarding whether or not domestic production of articles that are the subject of petitions exists and whether a domestic producer of the article objects to the petition. The information is in tabular format of four columns listing the USITC-assigned petition number (“Petition Number”), the petition article description (“Article Description”), the determination on whether domestic production exists (“Existence of Domestic Production”), and whether a domestic producer objected to the petition (“Objection from a Domestic Producer”). Petition-specific findings begin on the following page, A-2. * * * * * A‐1 APPENDIX A DETERMINATIONS OF DOMESTIC PRODUCTION AND OBJECTION FROM DOMESTIC PRODUCER Objection Existence of Petition from a Article Description Domestic Number Domestic Production Producer Mixtures of benzamide, 2‐[[[[(4,6‐dimethoxy‐2‐pyrimidinyl)‐amino]carbonyl]amino]sulfonyl]‐4‐ 1900007 (formylamino) ‐N,N‐ methyl‐ (Foramsulfuron) (CAS No. 173159‐57‐4) and application adjuvants (provided No No for in subheading 3808.93.15) (RS)‐α‐cyano‐4‐fluoro‐3‐phenoxybenzyl(1RS,3RS;1RS,3SR)‐3‐ (2,2‐dichlorovinyl)‐2,2‐ 1900008 dimethylcyclopropanecarboxylate (β‐Cyfluthrin) (CAS No. 68359‐37‐5) (provided for in subheading No No 2926.90.30) 1900009 Sodium Fluorosilicate; Sodium Silicofluoride. Sodium Hexafluorosilicate Yes Yes Flame resistant viscose rayon fiber suitable for yarn spinning with minimum fiber tenacity of 25 cN/tex, -

New York City Department of Environmental Protection Community Right-To-Know: List of Hazardous Substances
New York City Department of Environmental Protection Community Right-to-Know: List of Hazardous Substances Updated: 12/2015 Definitions SARA = The federal Superfund Amendments and Reauthorization Act (enacted in 1986). Title III of SARA, known as the Emergency Planning and Community Right-to-Act, sets requirements for hazardous chemicals, improves the public’s access to information on chemical hazards in their community, and establishes reporting responsibilities for facilities that store, use, and/or release hazardous chemicals. RQ = Reportable Quantity. An amount entered in this column indicates the substance may be reportable under §304 of SARA Title III. Amount is in pounds, a "K" represents 1,000 pounds. An asterisk following the Reporting Quantity (i.e. 5000*) will indicate that reporting of releases is not required if the diameter of the pieces of the solid metal released is equal to or exceeds 100 micrometers (0.004 inches). TPQ = Threshold Planning Quantity. An amount entered in this column reads in pounds and indicates the substance is an Extremely Hazardous Substance (EHS), and may require reporting under sections 302, 304 & 312 of SARA Title III. A TPQ with a slash (/) indicates a "split" TPQ. The number to the left of the slash is the substance's TPQ only if the substance is present in the form of a fine powder (particle size less than 100 microns), molten or in solution, or reacts with water (NFPA rating = 2, 3 or 4). The TPQ is 10,000 lb if the substance is present in other forms. A star (*) in the 313 column= The substance is reportable under §313 of SARA Title III. -

Substance Number Common Name Chemical Name CAS DOT SHHC
2010 Right to Know Hazardous Substance List CAS Substance Common Name CAS Number Order DOT SHHC Sources Number Chemical Name 50-00-0 0946 # FORMALDEHYDE 1198 CA CO MU F4 1 2 3 4 5 6 7 8 15 17 18 19 20 FORMALDEHYDE 21 22 50-07-7 1307 # MITOMYCIN C 3077 CA 3 6 7 17 19 20 21 AZIRINO[2',3':3,4]PYRROLO[1,2-a]INDOLE-4,7-DIONE, 6-AMINO-8-[[(AMINOCARBONYL)OXY]METHYL]-1,1a,2,8,8a,8b- HEXAHYDRO-8a-METHOXY-5-METHYL-,(1aS,8S,8aR,8bS)- 50-14-6 2391 ERGOCALCIFEROL 2811 3 6 17 19 9,10-SECOERGOSTA-5,7,10(19),22-TETRAEN-3-OL, (3.beta.,5Z,7E,22E)- 50-29-3 0596 # DDT 2761 CA TE 1 2 3 4 5 6 7 8 17 20 21 BENZENE, 1,1'-(2,2,2-TRICHLOROETHYLIDENE)BIS[4-CHLORO- 50-31-7 1776 2,3,6-TBA 2769 3 14 17 BENZOIC ACID, 2,3,6-TRICHLORO- 50-32-8 0207 # BENZO(a)PYRENE 3077 CA MU 1 2 3 4 5 6 7 8 17 18 20 21 BENZO[a]PYRENE 51-03-6 3732 PIPERONYL BUTOXIDE 6 18 1,3-BENZODIOXOLE, 5-[[2-(2-BUTOXYETHOXY)ETHOXY]METHYL]-6-PROPYL- 51-21-8 1966 # 5-FLUOROURACIL TE 6 7 18 19 2,4(1H,3H)-PYRIMIDINEDIONE, 5-FLUORO- 51-28-5 2950 # 2,4-DINITROPHENOL 1320 R4 3 6 8 17 18 20 21 PHENOL, 2,4-DINITRO- Page 1 of 268 2010 Right to Know Hazardous Substance List CAS Substance Common Name CAS Number Order DOT SHHC Sources Number Chemical Name 51-75-2 1377 # NITROGEN MUSTARD 2810 CA MU TE 3 6 7 17 18 19 ETHANAMINE, 2-CHLORO-N-(2-CHLOROETHYL)-N-METHYL- 51-79-6 1986 # URETHANE 3077 CA MU TE 3 5 6 7 8 17 18 20 21 22 CARBAMIC ACID, ETHYL ESTER 51-83-2 2209 CARBACHOL CHLORIDE 6 19 ETHANAMINIUM, 2-[(AMINOCARBONYL)OXY]-N,N,N-TRIMETHYL-, CHLORIDE 52-24-4 1515 # TRIS(1-AZIRIDINYL)PHOSPHINE SULFIDE CA 5 7 AZIRIDINE, -

Metathesis of Functionalized Alkanes: Understanding the Unsolved Problem
Metathesis of functionalized alkanes: understanding the unsolved problem Dissertation by Mykyta Tretiakov In Partial Fulfillment of the Requirements For the Degree of Doctor of Philosophy King Abdullah University of Science and Technology Thuwal, Kingdom of Saudi Arabia October, 2019 EXAMINATION COMMITTEE PAGE The dissertation of Mykyta Tretiakov is approved by the examination committee. Committee Chairperson: Professor Jean-Marie Basset Committee Members: Professor Kuo-Wei Huang, Professor Osman Bakr, Professor Pascal Saikaly, Professor Didier Astruc © October 2019 Mykyta Tretiakov All Rights Reserved ABSTRACT The aim of this dissertation is to discover the metathesis of functionalized alkane. The first chapter describes an overview of the catalysis field, the role of surface organometallic chemistry (SOMC) and the history of metathesis. The second chapter studies the decomposition of the alkane metathesis catalyst precursor based on WMe6 grafted on partially dehydroxylated at 700 °C silica (SiO2-700) [≡Si-O-WMe5] and its activity in the metathesis of non-coordinating substrates. We used thermal programmed desorption (TPD), in situ infrared-mass spectrometry (IRMS) and chemical techniques with nuclear magnetic resonance. We found evidence of decomposition of the catalyst by coordinating substrates (ester and alcohol) and its inactivity in the metathesis of siloxanes and silanes. [≡Si-O-WMe5] catalyzes the disproportionation of n-butyl-ferrocene to ferrocene and dibutylferrocene. The third chapter is dedicated to the strategy of protection of the catalyst active site by modification of the catalyst support. We modified conventional silica which was partially dehydroxylated at 500 °C, and KCC-1 supports by octyltriethoxysilane as well as 1,1,2,2- tetrahydro-perfluorooctyl-triethoxysilane and grafted the alkane metathesis catalyst precursor – W(CH3)6. -
Synthesis and Reactivity of Organometallic Complexes of Scandium and Titanium
University of Calgary PRISM: University of Calgary's Digital Repository Graduate Studies The Vault: Electronic Theses and Dissertations 2019-09-11 Synthesis and Reactivity of Organometallic Complexes of Scandium and Titanium Beh, Daniel Wei Ming Beh, D. W. M. (2019). Synthesis and Reactivity of Organometallic Complexes of Scandium and Titanium (Unpublished doctoral thesis). University of Calgary, Calgary, AB. http://hdl.handle.net/1880/110922 doctoral thesis University of Calgary graduate students retain copyright ownership and moral rights for their thesis. You may use this material in any way that is permitted by the Copyright Act or through licensing that has been assigned to the document. For uses that are not allowable under copyright legislation or licensing, you are required to seek permission. Downloaded from PRISM: https://prism.ucalgary.ca UNIVERSITY OF CALGARY Synthesis and Reactivity of Organometallic Complexes of Scandium and Titanium by Daniel Wei Ming Beh A THESIS SUBMITTED TO THE FACULTY OF GRADUATE STUDIES IN PARTIAL FULFILMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY GRADUATE PROGRAM IN CHEMISTRY CALGARY, ALBERTA SEPTEMBER, 2019 © Daniel Wei Ming Beh 2019 Abstract Rare-earth metal alkyl and hydrides are highly reactive species that can act as a metal precatalyst or reactive intermediate in a variety of homogeneous catalytic reactions such as hydroelementation and polymerization of olefins. Rare-earth metal hydrides play an important role for researchers to study sigma bond metathesis reactions and develop better homogeneous catalysts. However, these complexes tend to oligomerize in order to stabilize the highly polarizable, soft hydride at the Lewis acidic metal center. This thesis presents the synthesis various scandium complexes supported by the tetrapodal pentadentate B2Pz4Py ligand with the aim to stabilize these reactive intermediates and to isolate their monomeric species. -

Metal (Boro-) Hydrides for High Energy Density Storage and Relevant Emerging Technologies L.J
Metal (boro-) hydrides for high energy density storage and relevant emerging technologies L.J. Bannenberg, M. Heere, H. Benzidi, J. Montero, E.M. Dematteis, S. Suwarno, T. Jaroń, M. Winny, P.A. Orlowski, W. Wegner, et al. To cite this version: L.J. Bannenberg, M. Heere, H. Benzidi, J. Montero, E.M. Dematteis, et al.. Metal (boro-) hydrides for high energy density storage and relevant emerging technologies. International Journal of Hydrogen Energy, Elsevier, 2020, 10.1016/j.ijhydene.2020.08.119. hal-02954746 HAL Id: hal-02954746 https://hal.archives-ouvertes.fr/hal-02954746 Submitted on 7 Oct 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. *Revised Manuscript (Clean, unmarked, FINAL version) Click here to view linked References Metal (boro-) hydrides for high energy density hydrogen storage and relevant emerging technologies L.J. Bannenberg,a M. Heere,b,c H. Benzidi,d J. Montero,e E.M. Dematteis,e,f S. Suwarno,g T. Jaroń,h,* M. Winny,h,i P. A. Orłowski,h,j W. Wegner,h,i A. Starobrat,h,i K.J. Fijałkowski,h W. Grochala,h Z. Qian,k J.-P. -

Acronyms, Abbreviations and Definitions
XIV. Acronyms, Abbreviations and Definitions α-AlH3 Alpha polymorph of aluminum hydride AC Activated carbon ~ Approximately AC Alternating current @ At ACF Activated carbon fibers °C Degrees Celsius A/cm2 Amps per square centimeter °F Degrees Fahrenheit ACN Acetonitrile Δ Change, delta ACNT Aligned carbon nanotube ΔG Gibbs free energy of reaction AD Anaerobic digestion ΔH Enthalpy of reaction, Enthalpy of ADG Anaerobic digester gas hydrogenation ADM Air delivery module Δ ° H f standard heat of formation ADOPT Automotive Deployment Option Projection ΔK Stress intensity factor Tool ΔP Pressure drop, pressure change A&E Architecture and engineering ≈ Equals approximately AEO Annual Energy Outlook > Greater than AER Absorption-enhanced reforming, all-electric ≥ Greater than or equal to range < Less than AFM Atomic force microscopy; anti-ferromagnetic ≤ Less than or equal to AFP Automated fiber placement µCHX Microscale combustor/heat exchanger AFV Alternative fuel vehicle µc-Si Microcrystalline silicon Ag Silver µm Micrometer(s), micron(s) AGC Activated graphitic carbon η Viscosity AgCl Silver chloride # Number AGM Absorbed glass mat Ω Ohm(s) A-h Amp-hour Ω/cm2 Ohm(s) per square centimeter AHJ Authorities having jurisdiction Ω-cm2 Ohm-square centimeter AIBN Azobisisobutyl nitrile % Percent AISI American Iron & Steel Institute ® Registered trademark Al Aluminum $ United States dollars Al* Aluminum particles catalyzed with titanium 11 B-NMR Boron 11 Nuclear Magnetic Resonance Al2O3 Aluminum oxide 19FNMR 19Fluorine nuclear magnetic resonance -

Ammonia Borane: an Extensively Studied, Though Not Yet Implemented, Hydrogen Carrier
energies Review Ammonia Borane: An Extensively Studied, Though Not Yet Implemented, Hydrogen Carrier Umit Bilge Demirci Institut Européen des Membranes, IEM—UMR 5635, ENSCM, CNRS, Univ Montpellier, F-34095 Montpellier, France; [email protected]; Tel.: +33-4-6714-9160 Received: 14 May 2020; Accepted: 11 June 2020; Published: 13 June 2020 Abstract: Ammonia borane H N BH (AB) was re-discovered, in the 2000s, to play an important role 3 − 3 in the developing hydrogen economy, but it has seemingly failed; at best it has lagged behind. The present review aims at analyzing, in the context of more than 300 articles, the reasons why AB gives a sense that it has failed as an anodic fuel, a liquid-state hydrogen carrier and a solid hydrogen carrier. The key issues AB faces and the key challenges ahead it has to address (i.e., those hindering its technological deployment) have been identified and itemized. The reality is that preventable errors have been made. First, some critical issues have been underestimated and thereby understudied, whereas others have been disproportionally considered. Second, the potential of AB has been overestimated, and there has been an undoubted lack of realistic and practical vision of it. Third, the competition in the field is severe, with more promising and cheaper hydrides in front of AB. Fourth, AB has been confined to lab benches, and consequently its technological readiness level has remained low. This is discussed in detail herein. Keywords: ammonia borane; dehydrocoupling; direct fuel cell; electro-oxidation; energy carrier; hydrogen carrier; hydrogen generation; hydrogen storage; hydrolysis; thermolysis 1. -

Homogeneous Catalysis of Nickel Hydride Complexes Bearing a Bis (Phosphinite) Pincer Ligand
Homogeneous Catalysis of Nickel Hydride Complexes Bearing a Bis(phosphinite) Pincer Ligand A Dissertation Submitted to the Graduate School of the University of Cincinnati in Partial Fulfillment of the Requirements for the Degree of DOCTOR OF PHILOSOPHY (Ph.D.) in the Department of Chemistry of McMicken College of Arts and Sciences by Sumit Chakraborty Master of Science (M. S.), Chemistry Indian Institute of Technology, Kanpur, India, 2007 Bachelor of Science (B. S.), Chemistry Hooghly Mohsin College, Burdwan University, India, 2005 Dissertation Advisor: Hairong Guan, Ph.D. Homogeneous Catalysis of Nickel Hydride Complexes Bearing a Bis(phosphinite) Pincer Ligand ABSTRACT This dissertation is focused on the synthesis of well-defined nickel hydride complexes bearing a bis(phosphinite) pincer ligand (commonly known as a POCOP ligand) and utilities of these metal complexes in varieties of useful organic transformations such as reduction of carbonyl functionalities present in aldehydes, ketones and CO2, dehydrogenation of formic acid, isomerization of terminal olefins, and cyanomethylation of aldehydes. Aldehydes insert cleanly and selectively into the Ni-H bonds of (POCOP)NiH complexes to form nickel alkoxide complexes. These nickel alkoxide compounds further react with phenylsilane to regenerate (POCOP)NiH and produce silyl ethers. Based on these observations, an efficient and chemoselective hydrosilylation process has been developed utilizing nickel hydrides as catalysts. The process is highly compatible with varieties of functional groups in aldehydes. A nickel hydride complex with smaller substituents on the POCOP ligand proves to be more effective hydrosilylation catalyst. In case of ketones, partial hydrosilylation occurs. (POCOP)NiH complexes also react with CO2 to produce nickel formate complexes.