Gunsmithing Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Appendix D – Machining Guidelines
Appendix D – Machining Guidelines A. Holding and Chucking When holding any composite billet or part it is important to remember that, unlike metallic materials, polymers will deform/distort under excessive holding pressures. This is very important when machining parts/billets with a thin cross-section (0.250 in / 6.35 mm or under) and for finish machining. Parts/billets that are held too tightly may spring back after release from the holding mechanism and result in parts that are not concentric and/or undesirable dimensions. 1. Standard Jaw Chucking Four or six jaw chucks are acceptable for thick cross-section parts and billets. Ensure medium chucking jaw pressure to prevent material distortion. 2. Pie Jaw Chucking Pie jaw chucking, contacting as close to 90% of the OD as possible, is a superior holding method over standard jaw chucking. This works well for any operation and is preferred over standard chucking for finish machine operations. 3. Adhesive Bonding / Gluing As an alternate to standard chucking directly to the composite, a billet can be glued to a fixture of alternate material prior to machining operations. If this method is used, it is recommended that guidelines from the adhesive manufacturer be followed to ensure sufficient quantity and coverage. Both Loctite® 4090 and 3MTM Scotch-WeldTM Acrylic Adhesive 8405NS have been successfully used. 4. Holding Fixtures Use holding fixtures to grip composite components during finish machining operations. Holding fixtures shall contact 100%of either the OD or ID and should be a snug fit (in/out by hand). PTFE is the best material of construction for fixtures with PVC being a close (slightly more rigid) second choice. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

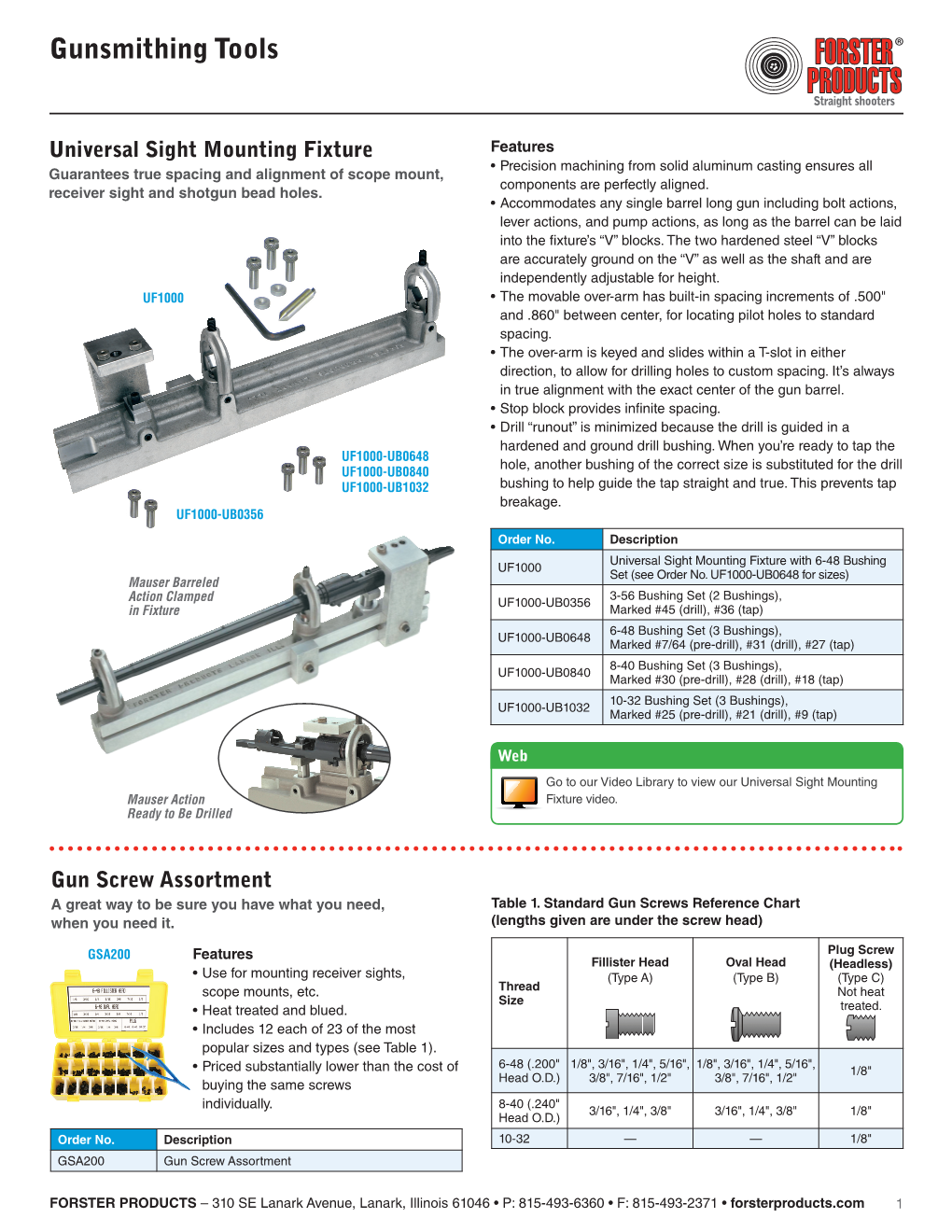
General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -

Improvement of Grain Retentivity of Electroplated Diamond Tools by Ni-Based Cnt Composite Coatings
16TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPROVEMENT OF GRAIN RETENTIVITY OF ELECTROPLATED DIAMOND TOOLS BY NI-BASED CNT COMPOSITE COATINGS Tsunehisa Suzuki*, Takashi Konno**, Hikaru Ibukuro** *Yamagata Research Institute of Technology, **Just Corporation Keywords: CNT, Electroplated Diamond Tool, Grain Retentivity Abstract composites of metallic and non-metallic constituents. Some recent researches have investigated Ni-based Grain retentivity of Ni-based coatings of CNT composite coating methods by using electroplated diamond tools were improved by electroless codeposition [1] and electrocodeposition codepositing Carbon nanotubes (CNTs) into Ni- [2] and have reported that friction and wear based coatings for developing electroplated properties are improved by codepositing CNTs in diamond tools having a long tool life for machining the matrix. These properties of CNT composite hard, brittle materials such as fused silica into coatings seem to be effective in improving grain microstructures. Ni-based CNT composite coatings retentivity; however, there are no experimental data were electroplated in a nickel sulphamate plating in the literature on the grain retentivity of CNT bath containing CNTs. Surface roughness of the composite coatings. coatings was extremely improved by ultrasonic In the present work, electroplated CNT vibration of the bath during electroplating, and the composite coatings were applied for improving grain minimum value of the roughness was 0.28 μm Ra. retentivity. It is very important that the coatings have When more than 1 g/l of CNTs was added to the bath, good surface roughness for micro electroplated the coatings had a Vickers hardness of more than diamond tools. The effects of agitation methods on 500 and about twice the grain retentivity than surface roughness were investigated. -

Molding & Machining: Metalwork in Geneva
MOLDING & MACHINING: METALWORK IN GENEVA This is a story of change. In the mid-1800s, Geneva claimed the most foundries in western New York State. The metal industry accounted for almost 70% of the city’s jobs in the 1950s and remained strong until the 1970s. Today, Geneva has only one major metal fabrication company. Geneva was not near iron ore or coal but 19th-century canals and railroads allowed access to raw materials. Demand for new products, from farm equipment to heating systems, allowed foundries to flourish. New factories changed Geneva’s landscape and affected its environment. Ultimately, 20th-century changes in technology and economics – and failure to adapt to change – caused most of the city’s metal industry to disappear. A foundry melts refined iron and pours it into molds to create cast iron. It is brittle but, unlike wrought iron pounded out by a blacksmith, objects can be mass produced in intricate shapes. Molding room at Phillips & Clark Stove Company Machining is the shaping of metal, and other materials, through turning, drilling, and milling. Machining tools were powered by steam engines in the 19th century and later by electricity. Machinists bent sheet metal to make cans, stamped metal for tableware, and milled stock to create machine components. Tool Room at Herendeen Manufacturing Company, 1907 This is a companion exhibit to Geneva’s Changing Landscapes in the next gallery, which has more information and artifacts about local industry. Support for this exhibit is provided by Rosalind Nester Heid in memory of her grandfather Samuel K. Nester, Sr. The First Geneva Foundries Refineries require iron, sand, water, fuel, and people. -

Advanced Manufacturing Processes (Amps) Electrochemical Machining
Advanced Manufacturing Processes (AMPs) Electrochemical Machining by Dr. Sunil Pathak Faculty of Engineering Technology [email protected] ECM Process By Dr. Sunil Pathak Chapter Description • Aims – To provide and insight on advanced manufacturing processes – To provide details on why we need AMP and its characteristics • Expected Outcomes – Learner will be able to know about AMPs – Learner will be able to identify role of AMPs in todays sceneries • Other related Information – Student must have some basic idea of conventional manufacturing and machining – Student must have some fundamentals on materials • References Neelesh Kumar Jain, Sunil Pathak (2016), “Chapter 30028: “Electrochemical Processing and Surface Finish” in Comprehensive Materials Finishing Vol. 3 (Volume Editor: Bakir Sami Yilbas; Editor-in-Chief: S. Hashmi) Elsevier Inc. Oxford (UK). (DOI: 10.1016/B978-0-12-803581-8.09182-7; online since 29 April 2016). (ISBN: 978-0-12-803581-8) ECM Process By Dr. Sunil Pathak 1. INTRODUCTION . Initially developed to machine hard and tough materials for aircraft and rocket industry. Among electrical machining processes, ECM involves highest material removal. As in electroplating, ECM employs electrolytic principles to dissolve work material. Work materials must be electrical conductors. ECM is the reverse of electroplating. In electroplating, metal is deposited on workpiece, While in ECM, metal is removed from workpiece. ECM Process By Dr. Sunil Pathak 3 2. ELECTROLYSIS . Electroplating and ECM are based on Faraday’s Laws of Electrolysis: Amount of material produced in electrolysis is directly proportional to: a) Current flowing through - m α I m α It b) Duration of electrolysis - m α t c) Equivalent weight of deposited material - m α G . -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555 -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -
Monte Carlo Stock
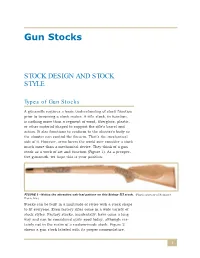
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired.