Real-Time Optimization of Pulp Mill Operations with Wood Moisture Content Variation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Dynamic Na/S Balance of a Kraft Pulp Mill
A dynamic Na/S balance of a kraft pulp mill Modeling and simulation of a kraft pulp mill using WinGEMS En dynamisk Na/S balans av ett sulfatbruk Modellering och simulering av ett sulfatbruk i WinGEMS Per Andersson Faculty of Health, Science and Technology Department of Engineering and Chemical Science, Chemical Engineering, Karlstad University Master theisis, 30 credits Supervisors: Niklas Kvarnström (KAU), Maria Björk (Stora Enso), Rickard Wadsborn (Stora Enso) Examinat or: Lars Järnström (KAU) 2014 -01-08 Version : 2.0 Abstract The main scope of this thesis was to create a simulation model of a kraft pulp mill and produce a dynamic Na/S balance. The model was made in WinGEMS 5.3 and the method consisted of implementing a static Na/S balance from the mill and created a model that described this chemical balance. Input data from the mill was collected and implemented in the model. A number of different cases were simulated to predict the effects of different process changes over time, dynamic balances. The result from the static balance showed that the model can describes the mill case. The result from the dynamic simulation showed that the model can be used to predict the effect of process changes over shorter periods of time. Executive Summary In the kraft mill the chemical balance is of interest to minimize the production cost. Normally there is an excess of sulfur and low levels of sodium, compared to what the process requires. In the future, the pulp mill will most likely produce other products than just pulp. These new production processes will also most likely affect the sodium and sulfur balance and there is a need to be able to predict this change. -
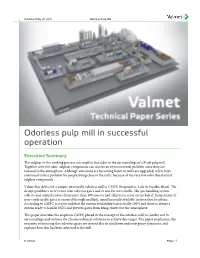
Odorless Pulp Mill in Operation
Published May 26, 2017 Odorless Pulp Mill Odorless pulp mill in successful operation Executive Summary The sulphur in the cooking process can result in bad odor in the surroundings of a Kraft pulp mill. Together with the odor, sulphur compounds can also be an environmental problem since they are released to the atmosphere. Although emissions are becoming lower as mills are upgraded, odors have continued to be a problem for people living close to the mills, because of the very low odor threshold of sulphur compounds. Valmet has delivered a unique, practically odorless mill to CMPC Riograndese Ltda in Guaíba, Brazil. The design guidelines were to not vent odorous gases and to aim for zero smells. The gas handling system collects and controls odors from more than 100 sources and all process areas are included. Incineration of non-condensable gases is ensured through multiple, simultaneously available incineration locations. According to CMPC it can be said that the system availability is practically 100% and there is always a system ready to handle NCG and prevent gases from being emitted to the atmosphere. This paper describes the emphasis CMPC placed in the concept of the odorless mill in Guaíba and its surroundings and outlines the chosen technical solutions to achieve this target. The paper emphasizes the necessity of ensuring that odorous gases are treated also in shutdown and emergency situations, and explains how this has been achieved at the mill. © Valmet Page | 1 Published May 26, 2017 Odorless Pulp Mill Background No venting of odorous gases and a "zero smell" pulp mill. -

Construction Health and Safety Manual: Pulp and Paper Mills
PULP AND PAPER MILLS 33 PULP AND PAPER MILLS The two common forms of chemical pulping are 1) the dominant “alkaline” or “kraft” process, and Processes 2) the “acid pulping” or “sulphite” process. Acid pulping has generally declined but is still in use. The A number of processes, grouped by type as mechanical, digester liquor is a solution of sulphurous acid, H SO , chemical, and semi-chemical (or hybrid), are used in 2 3 mixed with lime (CaO) or other base (magnesium, the preparation of wood pulp. In 1990 (according to sodium, or ammonium) to form bisulphites. Lockwood’s Directory) the distribution of pulp mills in Ontario and Quebec was as follows: Mechanical processes produce the highest yield from the wood, but have high energy demands. Mechanical pulping Process Type generally incorporates thermal or chemical pre-softening Chemical Processes Semi-chemical Mechanical Total of the wood chips, resulting in lower energy requirements. Kraft Sulphite Some chemical processes include mechanical features. Ontario 94 2 15 30 The division is not distinct and is generally based on Quebec 10 8241 61 efficiency of production from dry wood. Figure 22.1: Number of pulp mills by type in Ontario and Quebec Figure 22.2 provides a flow diagram for a semi-chemical pulp mill. In chemical pulping, the wood chips are cooked, using heat and a chemical solution that depends on the type of Of the chemical processes , alkaline pulping – the kraft process being used. The lignin binder, a natural glue that or sulphite process – is the most common and is shown in holds the wood cells (fibres) together, is dissolved. -
Pre-Feasibility Study for a Pulpwood Using Facility Siting in the State Of
Wisconsin Wood Marketing Team July 31, 2020 Pre-Feasibility Study for a Pulpwood-Using Facility Siting in the State of Wisconsin Project Director: Donald Peterson Funded by: State of Wisconsin U.S. Forest Service Wood Innovations Table of Contents Project Team ................................................................................................................................................. 5 Acknowledgements ....................................................................................................................................... 7 Foreword ....................................................................................................................................................... 8 Executive Summary ..................................................................................................................................... 10 Chapter 1: Introduction and Overview ....................................................................................................... 12 Scope ....................................................................................................................................................... 13 Assessment Process ................................................................................................................................ 14 Identify potential pulp and wood composite panel technologies ...................................................... 15 Define pulpwood availability ............................................................................................................. -

A Historical Geography of the Paper Industry in the Wisconsin River Valley
A HISTORICAL GEOGRAPHY OF THE PAPER INDUSTRY IN THE WISCONSIN RIVER VALLEY By [Copyright 2016] Katie L. Weichelt Submitted to the graduate degree program in Geography& Atmospheric Science and the Graduate Faculty of the University of Kansas in partial fulfillment of the requirements for the degree of Doctor of Philosophy. ________________________________ Chairperson Dr. James R. Shortridge ________________________________ Dr. Jay T. Johnson ________________________________ Dr. Stephen Egbert ________________________________ Dr. Kim Warren ________________________________ Dr. Phillip J. Englehart Date Defended: April 18, 2016 The Dissertation Committee for Katie L. Weichelt certifies that this is the approved version of the following dissertation: A HISTORICAL GEOGRAPHY OF THE PAPER INDUSTRY IN THE WISCONSIN RIVER VALLEY ________________________________ Chairperson Dr. James R. Shortridge Date approved: April 18, 2016 ii Abstract The paper industry, which has played a vital social, economic, and cultural role throughout the Wisconsin River valley, has been under pressure in recent decades. Technology has lowered demand for paper and Asian producers are now competing with North American mills. As a result, many mills throughout the valley have been closed or purchased by nonlocal corporations. Such economic disruption is not new to this region. Indeed, paper manufacture itself emerged when local businessmen diversified their investments following the decline of the timber industry. New technology in the late nineteenth century enabled paper to be made from wood pulp, rather than rags. The area’s scrub trees, bypassed by earlier loggers, produced quality pulp, and the river provided a reliable power source for new factories. By the early decades of the twentieth century, a chain of paper mills dotted the banks of the Wisconsin River. -

Print This Article
PEER-REVIEWED ARTICLE bioresources.com The Influence of Different Types of Bisulfite Cooking Liquors on Pine Wood Components Raghu Deshpande,a,* Lars Sundvall,b Hans Grundberg,c and Ulf Germgård a In this laboratory study, the initial phase of a single-stage sodium bisulfite cook was observed and analyzed. The experiments were carried out using either a lab- or a mill-prepared cooking acid, and the cooking temperature used in these experiments was 154 °C. Investigated parameters were the chemical consumption, the pH profile, and the pulp yield with respect to cellulose, lignin, glucomannan, xylan, and finally extractives. Cooking was extended down to approximately 60% pulp yield and the pulp composition during the cook, with respect to carbohydrates and lignin, was summarized in a kinetic model. The mill-prepared cooking acid had a higher COD (Chemical Oxygen Demand) and TOC (Total Organic Carbon) content than the lab-prepared cooking acid and this influenced the pH and the formation of thiosulfate during the cook. It was found that the presence of dissolved carbohydrates and lignin in the bisulfite cooking liquor affected the extractives removal and the thiosulfate formation. Keywords: Bisulfite pulping; Cellulose; Extractives; Glucomannan; Kinetics; Lignin; Pine; Sulfate; Thiosulfate; Xylan Contact information: a: Karlstad University, SE-65188 Karlstad, Sweden; b: MoRe Research, SE-89122 Örnsköldsvik, Sweden; c: Domsjö Fabriker, SE-89186 Örnsköldsvik, Sweden; *Corresponding author: [email protected] INTRODUCTION The sulfite pulping process was developed by B. C. Tilgman in 1866-1867, using calcium as the base to manufacture paper pulp from wood (Rydholm 1965; Sixta 2006). The first sulfite mill was started in Bergvik, Sweden in 1874, using magnesium as the base (Sjöström 1993). -

Changes in Print Paper During the 19Th Century
Purdue University Purdue e-Pubs Charleston Library Conference Changes in Print Paper During the 19th Century AJ Valente Paper Antiquities, [email protected] Follow this and additional works at: https://docs.lib.purdue.edu/charleston An indexed, print copy of the Proceedings is also available for purchase at: http://www.thepress.purdue.edu/series/charleston. You may also be interested in the new series, Charleston Insights in Library, Archival, and Information Sciences. Find out more at: http://www.thepress.purdue.edu/series/charleston-insights-library-archival- and-information-sciences. AJ Valente, "Changes in Print Paper During the 19th Century" (2010). Proceedings of the Charleston Library Conference. http://dx.doi.org/10.5703/1288284314836 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] for additional information. CHANGES IN PRINT PAPER DURING THE 19TH CENTURY AJ Valente, ([email protected]), President, Paper Antiquities When the first paper mill in America, the Rittenhouse Mill, was built, Western European nations and city-states had been making paper from linen rags for nearly five hundred years. In a poem written about the Rittenhouse Mill in 1696 by John Holme it is said, “Kind friend, when they old shift is rent, Let it to the paper mill be sent.” Today we look back and can’t remember a time when paper wasn’t made from wood-pulp. Seems that somewhere along the way everything changed, and in that respect the 19th Century holds a unique place in history. The basic kinds of paper made during the 1800s were rag, straw, manila, and wood pulp. -

Energy Generation and Use in the Kraft Pulp Industry
ENERGY GENERAnON AND USE IN THE KRAFT PULP INDUSTRY Alex Orr, H.A.Simoos Ltd INTRODUCTION The pulp and paper industry is one of the largest users of energy among the process industries, but most of its requirements, both steam and electrical power, can be produced from by-product and waste material produced within the process. This paper will discuss energy utilisation and generation in kraft pulp mills, and briefly describe the basic kraft pulping process. THE KRAFT PROCESS The kraft process is the most widely used chemical pulping process for a number of reasons: it produces the strongest pulp; it can handle a wide range of furnish: softwood, hardwood, bagasse and bamboo; the cooking chemicals can be recovered economically; it is energy efficient Figure 1 shows a simplified schematic of a kraft mill. The wood furnish supplied to the mill can be in the form of logs (roundwood) or by-product chips from sawmills.. The source of the wood supply has a significant affect on the energy production.. Ifroundwood is chipped the waste wood produced per ton ofchips will be around 200 kg, but when sawmill by-product chips are used the waste wood produced in the sawmill will be in the range of 450 kg/ton chips, as most of the log goes to produce lumbero This waste wood may be available to the pulp mill at a low cost, or even negative cost, allowing the production of low cost steam and electrical power" The chips are mixed with white liquor (NaOH and N~S) and cooked, using steam, in a large pressure vessel called a digester, either in a continuous or batch process. -

Volume 19, Year 2015, Issue 2
Volume 19, Year 2015, Issue 2 PAPER HISTORY Journal of the International Association of Paper Historians Zeitschrift der Internationalen Arbeitsgemeinschaft der Papierhistoriker Revue de l’Association Internationale des Historiens du Papier ISSN 0250-8338 www.paperhistory.org PAPER HISTORY, Volume 19, Year 2015, Issue 2 International Association of Paper Historians Contents / Inhalt / Contenu Internationale Arbeitsgemeinschaft derPapierhistoriker Dear members of IPH 3 Association Internationale des Historiens du Papier Liebe Mitglieder der IPH, 4 Chers membres de l’IPH, 5 Making the Invisible Visible 6 Paper and the history of printing 14 Preservation in the Tropics: Preventive Conservation and the Search for Sustainable ISO Conservation Material 23 Meetings, conferences, seminars, courses and events 27 Complete your paper historical library! 27 Ergänzen Sie Ihre papierhistorische Bibliothek! 27 Completez votre bibliothèque de l’Histoire du papier! 27 www.paperhistory.org 28 Editor Anna-Grethe Rischel Denmark Co-editors IPH-Delegates Maria Del Carmen Hidalgo Brinquis Spain Dr. Claire Bustarret France Prof. Dr. Alan Crocker United Kingdom Dr. Józef Dąbrowski Poland Jos De Gelas Belgium Elaine Koretsky Deadline for contributions each year1.April and USA 1. September Paola Munafò Italy President Anna-Grethe Rischel Präsident Stenhoejgaardsvej 57 Dr. Henk J. Porck President DK- 3460 Birkeroed The Netherlands Denmark Dr. Maria José Ferreira dos Santos tel + 45 45 81 68 03 Portugal +45 24 60 28 60 [email protected] Kari Greve Norway Secretary -

A Chinese Paper Maker Commits to Green Production in Virginia
Paulson Papers on Investment Case Study Series A Chinese Paper Maker Commits to Green Production in Virginia May 2016 Paulson Papers on Investment Case Study Series Preface or decades, bilateral investment manufacturing—to identify tangible has flowed predominantly from the opportunities, examine constraints FUnited States to China. But Chinese and obstacles, and ultimately fashion investments in the United States have sensible investment models. expanded considerably in recent years, and this proliferation of direct Most of the case studies in this investments has, in turn, sparked new Investment series look ahead. For debates about the future of US-China example, our agribusiness papers economic relations. examine trends in the global food system and specific US and Chinese Unlike bond holdings, which can be comparative advantages. They propose bought or sold through a quick paper prospective investment models. transaction, direct investments involve people, plants, and other assets. They But even as we look ahead, we also are a vote of confidence in another aim to look backward, drawing lessons country’s economic system since they from past successes and failures. And take time both to establish and unwind. that is the purpose of the case studies, as distinct from the other papers in this The Paulson Papers on Investment aim series. Some Chinese investments in to look at the underlying economics— the United States have succeeded. They and politics—of these cross-border created or saved jobs, or have proved investments between the United States beneficial in other ways. Other Chinese and China. investments have failed: revenue sank, companies shed jobs, and, in some Many observers debate the economic, cases, businesses closed. -
Development of ENERGY STAR Performance Indicators for Pulp, Paper, and Paperboard Mills
SPONSORED BY THE U.S. ENVIRONMENTAL DEVELOPMENT OF PROTECTION AGENCY AS PART OF THE ENERGY STAR ENERGY STAR® ENERGY PROGRAM. PERFORMANCE INDICATORS FOR PULP, PAPER, AND PAPERBOARD MILLS GALE A. BOYD AND YI FANG GUO DUKE UNIVERSITY DEPARTMENT OF ECONOMICS BOX 90097, DURHAM, NC 27708 DRAFT – DO NOT QUOTE OR CITE ACKNOWLEDGMENTS This work was sponsored by the U.S. EPA Climate Protection Partnerships Division’s ENERGY STAR program. The research has benefited from comments by participants involved with the ENERGY STAR Pulp, Paper, and Paperboard Industry Focus meetings. The research in this paper was conducted while the author was a Special Sworn Status researcher of the U.S. Census Bureau at the Triangle Census Research Data Center. Research results and conclusions expressed are those of the authors and do not necessarily reflect the views of the Census Bureau or the sponsoring agency. The results presented in this paper have been screened to insure that no confidential data are revealed. CONTENTS ACKNOWLEDGMENTS ............................................................................................................................. 1 Abstract ................................................................................................................................................... 2 1 Introduction ......................................................................................................................................... 3 2 Benchmarking the Energy Efficiency of Industrial Plants ................................................................... -

A Posthumanist Account of the Río Cruces Disaster in Valdivia, Chile
SWANS, ECOLOGICAL STRUGGLES AND ONTOLOGICAL FRACTURES: A Posthumanist Account of the Río Cruces Disaster in Valdivia, Chile by Claudia Sepúlveda A Dissertation Submitted in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy in The Faculty of Graduate and Postdoctoral Studies (Geography) THE UNIVERSITY OF BRITISH COLUMBIA (Vancouver) February 2016 © Claudia Sepúlveda, 2016 Abstract This is a dissertation on ontological struggles –that is, struggles between competing ways of performing the world. More precisely, I study the ontological opening resulting from such struggles once what I call dominant performations are exposed to revision and room is made for non-dominant ontologies, such as alternative human/nature entanglements. I analyze the ontological opening provoked by a landmark event in Valdivia, Chile: the Río Cruces ecological disaster that since 2004 has affected a protected wetland and its colony of black-necked swans. The disaster, that followed the installation of a new pulp-mill by ARAUCO, one of the world’s largest pulpwood companies, sparked an unprecedented mobilization with long-lasting effects. Staying close to the “doings” of the actors, my political ontological interpretation describes, first, how the disaster exposed ARAUCO’s environmental practices as constitutive of its way of performing the forest business and, doing so, also fractured Chile’s until then dominant business model. Second, I describe how the disaster revealed the workings of environmental procedures and the techno-scientific knowledges upon which they were based provoking the breakdown of Chile’s environmental edifice and its ensuing reform. Third, I follow the ontological struggle that the disaster unleashed around Valdivia’s identity once dominant performations tied to the city’s industrial past were confronted.