Total Design’ and the Evolution of the Automobile: the Significance and Application of Holistic Design Methods in Automotive Design, Manufacture and Operation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Annual Report 2018/19 (PDF)
JAGUAR LAND ROVER AUTOMOTIVE PLC Annual Report 2018/19 STRATEGIC REPORT 1 Introduction THIS YEAR MARKED A SERIES OF HISTORIC MILESTONES FOR JAGUAR LAND ROVER: TEN YEARS OF TATA OWNERSHIP, DURING WHICH WE HAVE ACHIEVED RECORD GROWTH AND REALISED THE POTENTIAL RATAN TATA SAW IN OUR TWO ICONIC BRANDS; FIFTY YEARS OF THE EXTRAORDINARY JAGUAR XJ, BOASTING A LUXURY SALOON BLOODLINE UNLIKE ANY OTHER; AND SEVENTY YEARS SINCE THE FIRST LAND ROVER MOBILISED COMMUNITIES AROUND THE WORLD. TODAY, WE ARE TRANSFORMING FOR TOMORROW. OUR VISION IS A WORLD OF SUSTAINABLE, SMART MOBILITY: DESTINATION ZERO. WE ARE DRIVING TOWARDS A FUTURE OF ZERO EMISSIONS, ZERO ACCIDENTS AND ZERO CONGESTION – EVEN ZERO WASTE. WE SEEK CONSCIOUS REDUCTIONS, EMBRACING THE CIRCULAR ECONOMY AND GIVING BACK TO SOCIETY. TECHNOLOGIES ARE CHANGING BUT THE CORE INGREDIENTS OF JAGUAR LAND ROVER REMAIN THE SAME: RESPONSIBLE BUSINESS PRACTICES, CUTTING-EDGE INNOVATION AND OUTSTANDING PRODUCTS THAT OFFER OUR CUSTOMERS A COMPELLING COMBINATION OF THE BEST BRITISH DESIGN AND ENGINEERING INTEGRITY. CUSTOMERS ARE AT THE HEART OF EVERYTHING WE DO. WHETHER GOING ABOVE AND BEYOND WITH LAND ROVER, OR BEING FEARLESSLY CREATIVE WITH JAGUAR, WE WILL ALWAYS DELIVER EXPERIENCES THAT PEOPLE LOVE, FOR LIFE. The Red Arrows over Solihull at Land Rover’s 70th anniversary celebration 2 JAGUAR LAND ROVER AUTOMOTIVE PLC ANNUAL REPORT 2018/19 STRATEGIC REPORT 3 Introduction CONTENTS FISCAL YEAR 2018/19 AT A GLANCE STRATEGIC REPORT FINANCIAL STATEMENTS 3 Introduction 98 Independent Auditor’s report to the members -

Bulletin of the Veteran Car Club of South Australia, Inc
Bulletin of the Veteran Car Club of South Australia, Inc. www.vccsa.org.au Vol. 8, No. 2 – September 2013 Chairman: Phil Keane 8277 2468 Treasurer: Tim Rettig 8338 2590 Secretary: Hamish McDonald 8556 2271 Rallymaster: Neil Francis 8373 4992 Committee: Peter Allen 8353 3438 Terry Parker 8331 3445 Public Officer Dudley Pinnock 8379 2441 Website Coordinator : Frank Cord-Udy. [email protected] Address for Correspondence: P.O.Box 193, Unley Business Centre, Unley 5061 Email: [email protected] Website: www.vccsa.org.au Bulletin editor : Tony Beaven 0407 716 162 [email protected] Club Annual Dinner A Fun Birthday Evening Dinner. The prawns were delicious and the Coffin Bay oysters were amazing. The steak was excellent and the salmon was fantastic. Our 7 th Birthday on Saturday 13 th July at the Earl of Leicester Hotel was a great success. It was good to see the attendance of our new young members, Ilona Flockhart and Nick McNeil, representing the new generation of Veteran vehicle enthusiasts. Our other latest member Jeff Parish was also there with his wife Halina. Bill and Kath Austin celebrated their sixtieth wedding anniversary on the evening with their long time friends present. Our near country members Michael and Shirley Sheehan and David and Minetta Laubsch were also in attendance. The number of single persons attending on the evening shows that they know they will be among like minded friends on an evening out with club members. Chairman Phil spoke of the short, but proud, history of the Club, and a toast to its continuing success was met with gusto. -
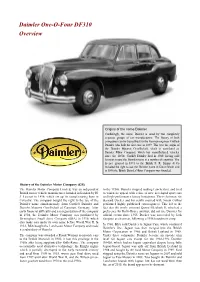
Daimler One-O-Four DF310 Overview
Daimler One-O-Four DF310 Overview Origins of the name Daimler Confusingly, the name Daimler is used by two completely separate groups of car manufacturers. The history of both companies can be traced back to the German engineer Gottlieb Daimler who built the first cars in 1889. This was the origin of the Daimler Motoren Gesellschaft, which is translated as Daimler Motor Company, which has manufactured vehicles since the 1890s. Gottlieb Daimler died in 1900, having sold licences to use the Daimler name in a number of countries. The licence granted in 1891 to the British F. R. Simms & Co included the right to use the Daimler name in Great Britain and in 1896 the British Daimler Motor Company was founded. History of the Daimler Motor Company (GB) The Daimler Motor Company Limited, was an independent In the 1950s, Daimler stopped making Lanchesters, and tried British motor vehicle manufacturer founded in London by H. to widen its appeal with a line of new developed sport cars J. Lawson in 1896, which set up its manufacturing base in and high-performance luxury limousines. Their chairman, Sir Coventry. The company bought the right to the use of the Bernard Docker and his newly married wife Norah Collins Daimler name simultaneously from Gottlieb Daimler and performed highly publicised extravagances. This led to the Daimler Motoren Gesellschaft of Cannstatt, Germany. After fact that the newly crowned Queen Elizabeth II, who had a early financial difficulty and a reorganization of the company preference for Rolls-Royce anyway, did not use Daimler for in 1904, the Daimler Motor Company was purchased by official events since 1955. -

Prospectus (PDF)
ELECTRONIC TRANSMISSION DISCLAIMER STRICTLY NOT TO BE FORWARDED TO ANY OTHER PERSONS IMPORTANT: You must read the following disclaimer before continuing. This electronic transmission applies to the attached document and you are therefore advised to read this disclaimer carefully before reading, accessing or making any other use of the attached combined prospectus and circular (the “Prospectus”) relating to Aston Martin Lagonda Global Holdings plc (the “Company”) dated 18 November 2020 received by means of electronic communication. In accessing or making any other use of the attached document, you agree to be bound by the following terms and conditions, including any modifications to them from time to time, each time you receive any information from us as a result of such access. Capitalised terms in this disclaimer, if not otherwise defined herein, have the same meaning as in the attached Prospectus. You acknowledge that this electronic transmission and the delivery of the attached document is confidential and intended for you only and you agree you will not forward, reproduce, copy, download or publish this electronic transmission or the attached document to any other person. This Prospectus comprises (i) a circular prepared in accordance with the Listing Rules of the UK Financial Conduct Authority (the “FCA”) made under section 73A of the FSMA and (ii) a prospectus relating to the Company prepared in accordance with the Prospectus Regulation Rules of the FCA made under section 73A of the FSMA and has been prepared as a simplified prospectus in accordance with Article 14 of Regulation (EU) 2017/1129 (the “Prospectus Regulation”). This Prospectus has been approved by the FCA (as competent authority under the Prospectus Regulation in accordance with section 85 of the FSMA. -

The Rover Task Force: a Case Study in Proactive and Reactive Policy Intervention?
Bailey and MacNeil final author version for Regional Science Policy and Practice The Rover Task Force: A Case Study in Proactive and Reactive Policy Intervention? David Bailey and Stewart MacNeill1 Abstract The paper examines the policy responses in the UK West Midlands to the successive crises at the car maker MG-Rover. Whilst the firm’s eventual collapse in 2005 was a substantial shock to the west Midlands economy, the impact was been much less than was anticipated when the firm was first threatened with closure in 2000 at the time of its break-up and sale by BMW. Although the firm struggled as an independent producer, the five years of continued production until 2005 and the work of the initial Rover Task Force (RTF I), enabled many suppliers to adjust and diversify away from their hitherto dependence on MG-Rover resulting in as many as 10,000-12,000 jobs being ‘saved’. This first intervention was later followed by a programme to help ex- workers to find new jobs or re-train and assist supply firms to continue trading in the short term. Examination of the effectiveness of these emergency initiatives enables a wider discussion about the nature of industrial policy in the region and the work of the local RDA’s cluster based approach to economic development and business support. Whilst the actions taken were successful in a number of aspects there were a number of significant ‘failures’ at both national and local level. The MG-Rover case also illustrates a number of critical issues pertaining to regionally based cluster policies and the organisation of cluster management groups where the ‘cluster’ in question not only crosses both administrative and ‘sector’ boundaries but is also subject to the imperatives of the global market car market. -

Plant Closures and Taskforce Responses: an Analysis of the Impact of and Policy Response to MG Rover in Birmingham David Bailey
Plant Closures and Taskforce Responses: An Analysis of the Impact of and Policy Response to MG Rover in Birmingham David Bailey*, Gill Bentley+, Alex de Ruyter± and Stephen Hall╪ *Aston Business School, Birmingham, UK. Email: [email protected] +Birmingham Business School, Birmingham, UK. Email: [email protected] ±Glasgow Caledonian University, Scotland. Email: [email protected] ╪University of the West of England, Bristol, UK. Email: [email protected] Abstract This paper explores the socio-economic impacts and the associated policy responses to the collapse of MG Rover at Longbridge in Birmingham. Critically, it attempts to move beyond a ‘standard’ Taskforce narrative which emphasises the role of the regional response. While recognising that significant policy ‘successes’ were indeed evident at the regional level in anticipating and responding to the crisis, a wider perspective is required that situates this Taskforce response in (i) a fuller understanding of labour market precariousness (that in turn mitigates some of its policy ‘successes’), and (ii) more local perspectives that highlight the local impacts of closure, the role of the neighbourhood level officials and the third sector in mediating these. Taking this broader perspective suggests that longer term, workers face a precarious situation and the need for policies to create and sustain ‘good quality’ jobs remains paramount. Adding in more local perspectives, a key lesson from the Longbridge experience for dealing with closures more generally is that the public policy responses must be: multi-dimensional in that they transcend narrow sector based concerns and addresses broader spatial impacts; inclusive in that they build on a broad coalition of economic and social stakeholders; and, long-term in that they acknowledge that adaptation takes many years. -

Geschichte Des MG
Geschichte des MG In Kürze: Zusammenschlüsse 1910 Daimler wird von BSA gekauft 1931 BSA kauft Lanchester. (1956 gibt es den letzten Lanchester) 1938 Morris, Wolseley und Riley fusionieren zur Nuffield Organisation 1944 Standard kauft Triumph Cars und wird zu Standard Triumph 1946 Austin kauft Vanden Plas 1952 Die Nuffield Organisation und Austin fusionieren zu British Motor Corporation (BMC) 1960 Jaguar kauft von BSA die Autonamen, allen voran Daimler 1961 Leyland Motors kauft Standard Triumph 1965 Rover kauft Alvis 1966 BMC und Jaguar fusionieren zur British Motor Holdings 1967 Leyland übernimmt Rover 1968 Leyland fusioniert mit British Motor Holdings zur British Leyland Motor Corporation 1975 Aufgrund massiver finanzieller Probleme wird das Unternehmen verstaatlicht und in British Leyland Limited umbenannt. Abspaltungen 1978 Land Rover wird als eigenständiges Unternehmen innerhalb von BL etabliert. 1979 Zusammenarbeit mit Honda 1981 Alvis wird an die United Scientific Holdings verkauft 1982 British Leyland wird zur Austin Rover Group (ARG), jedoch ohne Jaguar und Daimler die unter der Jaguar Car Holdings weitergeführt werden. 1983 Unterzeichnung eines Vertrages mit Honda zur Entwicklung eines gemeinsamen Mittelklassewagens 1984 Die Produktion von Morris Ital läuft aus, was das Ende des Morris Emblems bedeutet 1984 Jaguar spaltet sich ab (inklusive Daimler und den US-Rechten an Vanden Plas). 1986 Austin Rover nennt sich in Rover Group um, das Austin Emblem verschwindet im Jahr darauf 1987 Leyland Bus spaltet sich ab und wird von Volvo -

Plant Closures and Taskforce Responses: an Analysis of the Impact of and Policy Response to MG Rover in Birmingham
Regional Studies, Regional Science ISSN: (Print) 2168-1376 (Online) Journal homepage: https://www.tandfonline.com/loi/rsrs20 Plant closures and taskforce responses: an analysis of the impact of and policy response to MG Rover in Birmingham David Bailey, Gill Bentley, Alex de Ruyter & Stephen Hall To cite this article: David Bailey, Gill Bentley, Alex de Ruyter & Stephen Hall (2014) Plant closures and taskforce responses: an analysis of the impact of and policy response to MG Rover in Birmingham, Regional Studies, Regional Science, 1:1, 60-78, DOI: 10.1080/21681376.2014.899477 To link to this article: https://doi.org/10.1080/21681376.2014.899477 © 2014 The Author(s). Published by Regional Published online: 17 Apr 2014. Studies Association Submit your article to this journal Article views: 4696 View related articles View Crossmark data Citing articles: 19 View citing articles Full Terms & Conditions of access and use can be found at https://www.tandfonline.com/action/journalInformation?journalCode=rsrs20 Regional Studies, Regional Science, 2014 Vol. 1, No. 1, 60–78, http://dx.doi.org/10.1080/21681376.2014.899477 Plant closures and taskforce responses: an analysis of the impact of and policy response to MG Rover in Birmingham David Baileya*, Gill Bentleyb, Alex de Ruyterc and Stephen Halld aAston Business School, Birmingham, UK; bBirmingham Business School, Birmingham, UK; cGlasgow Caledonian University, Glasgow, UK; dUniversity of the West of England, Bristol, UK (Received 17 January 2014; accepted 25 February 2014) This paper explores the socio-economic impacts and associated policy responses to the collapse of MG Rover at Longbridge in Birmingham. -

NEWSLETTER from the CHAIRMAN to Make a Voluntary Donation of and Valuable Collection of £2.50 for Attending Meetings
WARWICKSHIRE Industrial Archaeology Society NUMBER 61 September 2017 WIAS PUBLISHED QUARTERLY NEWSLETTER FROM THE CHAIRMAN to make a voluntary donation of and valuable collection of £2.50 for attending meetings. These photographs, plus the care with he start of a new season unchanged rates for subscriptions which he had prepared his material, of meetings finds the and guest contributions were made an enjoyable and effective TWarwickshire Industrial approved by the AGM. contribution to the evening. Archaeology Society in good heart. The Chairman placed consider- To finish the evening the Chairman Local industrial archaeology and able emphasis on the role played by took a reflective view on the past industrial history societies vary the committee and other volunteers year, some of which will appear considerably in size and activity, in ensuring the smooth running of in the next issue of the Newsletter, with WIAS making the monthly the Society. John Selby - after many but he did make a reference to the meeting a real focus of its efforts. years of service – has decided to latest edition of IA News, edited by Attendance figures at these take a well-earned rest from com- one of our members Chris Barney. meetings are the envy of many other mittee affairs, with the proviso that In it there was to be found two societies, and a high proportion he can be co-opted if necessary, articles written by members – John of those attending are members of whilst Colin Brookes is stepping Copping’s report on the ‘Heritage WIAS. Long may this continue! down for personal reasons. -

IVVCC SPRING 2016 WEB Layout 1
Classic Car insurance that comes with a well-polished service Your Classic Car insurance policy includes: Free agreed value1 Salvage retention rights1 Up to 15% off for membership of a recognised owners club1 Irish & European accident breakdown recovery, including Homestart assistance worth over €100 Up to €100,000 legal protection in the event of an accident which is not your fault European travel cover up to 45 days1 Dedicated Irish call centre2 1800Accept nothing less, call 930 for a Classic Car insurance801 quote Classic Bike Multi-Bike Custom Bike Performance Bike Scooter & Moped carolenash.ie / insidebikes @insidebikes 1 Subject to Terms & Conditions, call for details. 2 Whilst most calls are handled in Ireland sometimes your call may be answered by our UK call centre. Carole Nash Insurance consultants Ltd is authorised and regulated by the Financial Conduct Authority, firm reference number 307243. Carole Nash is a trading style of Carole Nash Insurance Consultants Ltd, registered in England and Wales No 2600841. In Ireland, it is subject to the Central Bank of Ireland’s conduct of business rules. EDITORIAL Dear Fellow Motoring Enthusiasts, elcome to the latest issue of the IVVCC Journal. Many of you have been enjoying your motors over the course of the season. Some of you have Wbeen abroad to motoring events too. I would like to ask you if you participate in any show, or are a visitor please share it with the rest of our members through the Journal. In this way your experiences will be recorded and other enthusiasts might even go along to that event in the future. -

The Daimler Motor Company Limited (GB) 1896 - 2011
The Daimler Motor Company Limited (GB) 1896 - 2011 Daimler Motor Company The Daimler Motor Company Limited (GB) 1896 - 2011 Daimler (GB) 1896-2011.doc 2 / 22 Daimler Motor Company The Daimler Motor Company Limited The Daimler Motor Company was a British motor vehicle manufacturing company, founded in 1896, and based in Coventry. The company became a subsidiary of Birmingham Small Arms Company (BSA) in 1910, and was acquired by Jaguar Cars in 1960. Ownership of the Daimler marque stayed with Jaguar Cars through subsequent mergers with British Motor Holdings and British Leyland, remaining with Jaguar when the company regained its independence in 1984. In 1989 the Daimler badge transferred to the ownership of the Ford Motor Company when Jaguar Cars became a subsidiary of the American giant, and was subsequently incorporated into Ford's Premier Automotive Group. In March 2008 the Daimler brand was included in Ford's sale of Jaguar Land Rover to Tata Motors of India. As of 2006, the use of the Daimler brand was limited to one model, the Daimler Super Eight. As of 2011, the brand appears to be dormant. Origins of the name Confusingly, the name Daimler is used by two completely separate groups of car manufacturers. The history of both companies can be traced back to the German engineer Gottlieb Daimler who built the first four- wheeled car in 1889. This was the origin of the Daimler Motoren Gesellschaft, which is translated as Daimler Motor Company (aka, Daimler Germany), which has manufactured vehicles since the 1890s. Gottlieb Daimler died in 1900, having sold licences to use the Daimler name in a number of countries. -

September 2020 Magazine
North Shore Vintage Car Club Your journal Your stories Your photos Your cars Progress: Your ideas Your committee The monthly journal of the North Shore Vintage Car Club September 2020 1 Editorial Progress September 2020 Mmmm, what a crazy month! I wonder if this is our new normal? As your new club delegate I had made all the arrangements to attend the AGM and Exec Meeting in Wanganui. Ross Moon had kindly offered to accompany me on my first meeting (at his own cost). We were ready to leave at first light on the Friday, when the PM announced the Auckland lockdown on the Thursday. Trip cancelled. We have a great edition for you this month with some fantastic articles from our club members. As I write the club is still closed. The group headcount limit of 10 persons places a severe restriction on our ability to function. I think we could have created two or maybe three separate zones at the club to open under the Letter of the Law. Given the average age of our membership and a well endowed helping of common sense I am pleased that we have decided to follow the Spirit of the Law and thus protect ourselves and our friends and loved ones. I think we have taken the correct decision. I’m afraid I missed the first meeting of the new committee, in part because we needed volunteers to step down and allow us to duck under the group limit of 10 but in the main because I’ve had a bad cold with lots of coughing and sniffing (Covid test completed and negative).