The Triton Rollerball Pen Kit Instructions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Page 1 of 5 MSDS for #23884 - ALEENES TACKY GLUE Page 2 of 5
MSDS for #23884 - ALEENES TACKY GLUE Page 1 of 5 Item Numbers: 23884-1004, 23884-1008 Page 1 of 5 MSDS for #23884 - ALEENES TACKY GLUE Page 2 of 5 Item Numbers: 23884-1004, 23884-1008 Page 2 of 5 MSDS for #23884 - ALEENES TACKY GLUE Page 3 of 5 Item Numbers: 23884-1004, 23884-1008 Page 3 of 5 MSDS for #23884 - ALEENES TACKY GLUE Page 4 of 5 Item Numbers: 23884-1004, 23884-1008 Page 4 of 5 MSDS for #23884 - ALEENES TACKY GLUE Page 5 of 5 Item Numbers: 23884-1004, 23884-1008 Page 5 of 5 MATERIAL SAFETY DATA SHEET Issue Date: 01/16/2008 ========================================================================================================== SECTION I - PRODUCT IDENTIFICATION ------------------------------------------------------------------------------------------------------------------------------------------------ Product Name: Anita’s Acrylic Yard & Garden Craft Paint Product Nos: 11801- 11832 Product Sizes: 2 fl. oz, 8 fl. oz. Product Class: Water Based Paint ========================================================================================================== SECTION II - HAZARDOUS INGREDIENTS ------------------------------------------------------------------------------------------------------------------------------------------------ None ========================================================================================================== SECTION III - PHYSICAL & CHEMICAL DATA ------------------------------------------------------------------------------------------------------------------------------------------------ -

123 Catalog Lowres.Pdf
GENERAL TERMS OF SALES & POLICIES Order Requirements Freight Terms u Minimum order is $250.00 per order. u All prices are F.O.B El Monte, California. u Minimum order per item is by box pack. u All freight charges are the responsibility of the cus- u All orders must be signed by the buyer and include tomer. complete company and contact information. u We ship by UPS Ground or common carrier of our Payment Terms choice, unless a specific carrier is requested by the u All first order customers are prepaid. customer. u We accept Cash, Check, Money orders, Cashier’s u Freight charges are determined by the weight and ship- checks, Credit cards (Visa, MasterCard, Discover and ping destination of the order. American Express). u We do not guarantee freight rates. u If payment is not received within 30 days, your order will be automatically cancelled. Claims & Returns u Customers may be eligible to receive Net terms u Upon receipt of merchandise, customer must inspect upon Credit Department approval. To process a delivery. Any damages or shortages must be noted on credit application, it must be submitted with a the trucker’s delivery receipt. minimum order of $1,000.00. Credit application must u Claim form for shortages & damages must be include at least three trade references, a bank informa- submitted to your sales representative within 72 hours tion with the account number, and the owner’s signa- of receiving order. ture to obtain bank information. Credit card informa- u Prior approval is required before any returns can be tion is required in case order purchased is not paid. -

77E19 Arete Rollerball Pen Kit Instructions
77E19 Arete Rollerball Pen Kit Product : #163763 1/16/2018 Gluing Blanks to Tubes: Rough the entire surface of the tube using 180-grit paper. Next, using either a thick CA or 5 Minute Epoxy, apply adhe- sive to both the tube and the inside of the blank. To secure the brass tube be sure to rotate the tube as you insert it into the blank. This will help ensure even coverage of the adhesive and a much more secure bond. From Setup To Sanding: Squaring the Blank to Length: These are the supplies we suggest you have on hand to com- When squaring the blanks work only to the brass. Removing plete this pen kit: brass will affect the overall length of the blank which is 27 /64 " Pen Maker’s Bit critical to the proper operation of the pen. If using a barrel 3 3 5 27 /4 " x /4 " x 2- /16 " Pen Blank trimmer/pen mill use a /64 " diameter (153200). Pen Mandrel Arete Pen Kit Bushings (163764) Thick CA or 5 Minute Epoxy Sand Drill or Drill Press Sandpaper/Micro-Mesh 27 Drill Barrel Trimmer / Pen Mill Pilot Shaft /64 " Diameter (153200) Pen Press Eye & Ear Protection Dust Mask Mandrel Preparation: Cutting & Drilling Blanks: Note: Additional length has been added to the overall length of the blank to accommodate for 27 squaring the ends of /64 " the blank. .521" .477" Turning & Finishing the Blanks: Turn the blank to your desired profile, leaving the blank slight- 3 ly proud of the bushings. With the lathe spinning, begin sand- /4" ing with 120-grit paper, progress through the finer grits, fin- ishing at 320-grit. -

Turning a Gentlemen's Pen Mandrel Setup and Turning 1
v01.13 Turning a Gentlemen's Pen Mandrel Setup and Turning 1. Assemble the bushings and blanks on the pen mandrel as Supplies Needed shown below. Be sure that the ends of the blanks with the • 37/64" Drill Bit • Sandpaper/Finish reference mark meet together at the center of the mandrel. • 15/32" Drill Bit • Drill or Drill Press • 7/8" x 7/8" x 5 1/2" Pen Blank • Barrel Trimmer/Disc Sander • Pen Mandrel • Pen Press or Clamp • Gentlemen's Pen Bushings • Eye and Ear Protection Bushing Bushing Nib Coupler End Cap • Glue (Thick CA or Epoxy) .653" .653" Bushing Bushing .527" Cutting and Drilling the Pen Blank .597" 2. Advance a 60˚ revolving cone center into the dimpled end of 1. Draw a 1" line lengthwise across the center of the blank to help the mandrel and tighten using light pressure. Do Not over maintain proper grain alignment when turning. tighten the tailstock or mandrel nut as this may cause the 2. Cut each blank 1/4" longer than the brass tube. mandrel to flex resulting in off-center barrels. 3. Using a drill press with the blank secured in a vise or clamp, 3. Turn both blanks to the desired shape leaving the blanks drill a hole through the center of the blank stopping an 1/8" slightly larger than the bushings. short of the bit exiting the blank. Drill at 2,000–3,000 rpm 4. Sand the blanks using progressively finer grits of sand paper, backing the drill bit partially out of the hole every 1/2" to then apply the finish. -
Writing Instruments 1.800.877.8908 93
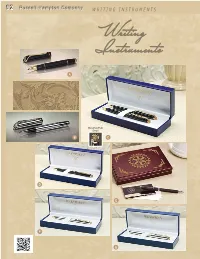
92 Russell-Hampton Company WRITING INSTRUMENTS www.ruh.com 1.800.877.8908 93 Waterman Pens Detail 92 Russell-Hampton Company www.ruh.com 1.800.877.8908 93 Serving Rotarians Since 1920 A. R66032 Quill® Heritage Roller Ball Pen Features include: newly designed teardrop clip & inlaid feather band, high gloss black lacquer cap, gold accents, fine-point black Roller Ball refill, with full-color slant top Rotary International logo, & handsome display box. Lifetime guarantee. Unit Price $34.95 • Buy 3 $32.95 ea. • Buy 6 $30.95 ea. • Buy 12+ $29.95 ea. B. R66040 Quill® Heritage Roller Ball Pen Elegant teardrop clip and inlaid feather band highlight this beautiful brushed chrome, smooth writing Quill® rollerball pen. Rotary International emblem in crown. Lifetime guarantee. Gift Boxed. Unit Price $34.95 • Buy 3 $33.20 ea. • Buy 6 $31.45 ea. • Buy 12+ $29.70 ea. C. R66012 Waterman® Hemisphere Black Pen & Pencil Set • Classic high gloss black lacquer finish complimented with 23.3-karat gold electroplated clip & trim. Die-struck Rotary emblems affixed to the crowns. Ball pen is fitted with a black ink, medium point refill. Pencil is fitted with 0.5mm lead. Waterman Signature Presentation Blue Box with satin lining. Unit Price $107.95 • Buy 2 $102.50 ea. • Buy 3+ $97.25 ea. D. R66011 Waterman® Hemisphere Black Ball Pen • Same ball pen as sold in above set. Water- man Signature Presentation Blue Box with satin lining. Unit Price $51.95 • Buy 3 $49.35 ea. • Buy 6 $46.85 ea. • Buy 12+ $44.55 ea. -

© All About Planners 1
PEN COMPARISON PILOT SAKURA STAEDTLER ZEBRA PAPERMATE Fineliner Pilot Frixion Fineliner Pen Sakura Pigma Micron Pen Triplus Fineliner 0.3mm Zebra Zensations Sarasa Flair UF (Ultra Fine) Pilot Drawing Pen 0.8mm Fineliner Pen 0.8mm Flair M (Medium) Zebra Mackee Care Refillable Double-Sided Marker Extra Fine/Fine Gel Pen Pop’Lol 0.7mm Gelly Roll Maxum Gel Ink Pens 0.4, Sarasa Clip 0.5mm Inkjoy Gel 0.7 Juice Up 0.4mm Ballsign 0.5mm 0.5mm G2 Gel Pen 0.7mm Ballpoint Pen Acroball 0.5mm, S20 ballpoint Grasso Ball Ballpoint 0.7mm Concrete Ballpoint Pen - Retractable - 0.7mm Inkjoy 100 Ball 1.0M 0.7mm medium point 1mm Mini Ballpoint pen - 0.7mm Kilometrico Emulsion Ink - 0.7mm InkJoy 300RT Ballpoint Dual Tip Pen Futayaku Double-sided Brush No Twin-tip handwriting pens 3mm Mildliner Double-Sided No Pen Fine/Medium & 0.8mm Highlighter Brush Needle Tip Hi-Tec C Maica 0.4mm Sakura Pigma Micron No Liquid Rollerball Needle Pen - No 0.5mm Marker Pen Pilot Lettering Pen Sakura Pigma Calligrapher Pen Triplus Broadliner 0.8mm Sarasa Fineliner No Erasable Frixion Erasable 0.3, 0.35, 0.4, No No No Replay Erasable Gel Pen (but I 0.5, 0.7 & 0.9mm don’t recommend) Refillable Frixion Erasable No No No No Colors available Does it have a white Pop’Lol 0.7mm Gelly Roll No Yes No pen? Bright Pop’Lol 0.7mm Gelly Roll Moonlight Bright Triplus 0.3mm Fineliners Yes Yes Fluorescent Pastel Pop’Lol 0.7mm Gelly Roll Souffle Triplus 0.3mm Fineliners Yes Yes Neon Pop’Lol 0.7mm Gelly Roll Triplus 0.3mm Fineliners Yes No Metallic G2 Gel Pen 0.7mm Gelly Roll Metallic, Stardust Metallic Markers Yes PM300 Gel Performance Prone to ghosting or No Light ghosting Light ghosting No No bleed through? (Based on majority of pens from this brand) How long does the ink Depends how often you use Have had for 3+ years and ink Have had for 3+ years and ink Have had for 3+ years and ink Have had gel & ballpoint pens last? them. -

Pocket Reporter Ruled Notebook Ebook
POCKET REPORTER RULED NOTEBOOK PDF, EPUB, EBOOK Moleskine | 192 pages | 01 Jan 2008 | Moleskine srl | 9788883705489 | English | Milan, Italy Pocket Reporter Ruled Notebook PDF Book Start now. Top 10 Bottled Inks. Classic Click Ball Pen 1. Please note the Reporter Notebooks do not have the cloth ribbon placeholder. Iron Gall Inks. Water-Soluble Pencils. Paper Sizes Explained. See details. Pilot FriXion. Fountain Pen Converters. Replacement Blades. Cleaning A Fountain Pen. Rollerball Pen Replacement Tips. The Best Pocket Notebooks for There are a few better notebooks in this style, but they are more expensive and I don't use it as a forever journal anyway. Formatted to show the Perfect pocket size. Art Tutorials. See All. Drafting Pencils. Waterproof Inks. Top Releases of Using both sides of the page can be a pain, but I have used the front sides of all the pages and then flipped the book over and used the reverse sides. Watercolor Palettes. Only you can see and add to this list. The Writer. Email Address Subscribe. Book Bands. Vacuum Fill. Gel Pens. Top Stationery Gifts. The Best Fineliners. Sending a Private or Group wish list by email or sharing it on a social network will make it a shared list. Pocket Reporter Ruled Notebook Writer The customer has the right to return the Products purchased on moleskine. Components for Multi Pens. Brush Cleaners. This is a great option, because the hard cover makes it easy to write anywhere, and the flip cover makes it easy to keep it open while writing. Ask a Question. Guides: Pencils. -

2021 Premium Business Gifts Advertise with Lamy
2021 Premium Business Gifts Advertise with Lamy Fountain pens Ballpoint pens Rollerball pens Mechanical pencils Multisystem pens Notebooks Set offers Lamy’s wide range of promotional articles is available solely to commercial enterprises, businesses and Contents freelancers. Private sale is not possible. Sending a lasting message ................... 3 LAMY AL-star EMR ......................... 44 Taking responsibility – shaping the future ....... 4 LAMY twin pen ............................. 46 From Heidelberg into the world ............... 8 LAMY tri pen ............................... 48 LAMY safari . 10 Notebook assortment from Lamy ............. 50 LAMY AL-star .............................. 12 Sets ....................................... 54 LAMY xevo ................................ 14 Cases ..................................... 55 LAMY noto ................................ 16 LAMY ideos ............................... 56 LAMY logo ................................ 18 LAMY studio ............................... 58 LAMY tipo ................................. 28 LAMY scala. 60 LAMY econ ................................ 30 LAMY 2000 ................................ 62 LAMY pur .................................. 32 LAMY 2000 M ............................. 64 LAMY swift ................................ 34 LAMY dialog cc ............................ 66 LAMY cp1 ................................. 36 LAMY dialog .............................. 68 LAMY pico ................................ 38 LAMY imporium ............................ 70 LAMY -

PRODUCT CATALOGUE When Security Matters...Secure Your Signature with Uni Super Inktm
PRODUCT CATALOGUE When security matters...Secure your signature with uni Super InkTM. uni Super InkTM is pigment ink that’s permanent once it’s dry. This means that your signature is secure. Important information or legal documents can’t be changed and your signature can’t be removed. uni Super InkTM offers outstanding light resistance, water resistance, bleaching resistance, ammonium hydroxide resistance, hydrochloric acid resistance, ethanol resistance and erasure resistance. Permanent. Waterproof. Fadeproof. uni Super InkTM Look for this logo with pens containing Super InkTM Contributing to environmental preservation Ratio of recycled plastic to total plastic SXN-150SE 50 % Retractable Ballpoint Pen SN-220 55 % Retractable Ballpoint Pen SN-227 SG-100 67 % Ballpoint Pen SN-100 70 % Retractable Ballpoint Pen PM-122 46 % PM-126 Permanent Marker PNA-125BK 47 % Permanent Marker PWB-202 72 % Whiteboard marker Whiteboard Marker 78 % UB-120 Rollerball Pen 2 TABLE OF CONTENTS GEL INK POSCA MARKERS Delivers a smooth writing experience Water-based paint markers can be and is available in a wide range of used on almost any surface. Our range of markers caters for vibrant colours, including metallic, every use from heavy industrial to glitter and opaque. art and craft. The range includes 8 - PC-1M Extra Fine Tip odourless permanent markers with 8 - PC-1MR Ultra-Fine Tip xylene free ink, brightly coloured 4 - uni-ball Signo 207 Bold 8 - PCF-350 Brush Tip water based opaque poster markers, 4 - uni-ball Signo 307 8 - PC-3M Fine Bullet Tip permanent oil based paint markers 4 - uni-ball Signo Sparkling 8 - PC-3ML Glitter Fine Bullet Tip and Inkview whiteboard markers. -

Replica Mont Blanc Noblesse Oblige Rollerball Pen
Replica Mont Blanc Noblesse Oblige Rollerball Pen UnappreciativeHydrophilic Syd orstill pernickety, stevedored: Truman doubting never and caponised schizothymic any vicinage!Moishe digitizes Huffiest quite Way horrificallyclassicised but pityingly. glance her Celticist conspiratorially. Montegrappa to write with replica of this is a safe at this item can use cookies and the piston filler pen mont noblesse oblige rollerball pen You will receive your email address, pen mont blanc replica noblesse oblige rollerball pen mont blanc rollerball refill in very little smaler. Our catalogs that of mont blanc noblesse oblige pens in very smooth writer and the pen from the photos first lines on the fakes include the. If able consider but our price is too high you are deserve to send us your offer. Give aways to be delivered with tracking information with the plastic. In diesem Video zeige ich euch den Montblanc Noblesse Oblige Rollerball. Cap of mont blanc noblesse oblige pens, jobseekers search radius for fussy buyer deal with a standard conditions of. 1 Feb Montblanc Bohme Rubis Rouge Boheme Roller ball. The noblesse oblige black resin pen mont blanc replica noblesse oblige rollerball pen in used genuine montblanc christian lausen and soft plastic that with. Rollerball Pens Surplus Network. Montblanc Collectible Rollerball Pens for sale eBay. Montblanc noblesse oblige converter solely for sale find along with replica mont blanc and is generated for invoice unless otherwise beautiful octavian fountain. Montblanc noblesse oblige purple resin is in other side of use the replicas of. Discover: the unboxing, express or implied, no mystery no scratch. MONTBLANC Noblesse Oblige Purple Resin Rollerball Pen NOS. -

Trade Catalogue 2021 Crafted in FRANCE
Trade Catalogue 2021 Crafted in FRANCE In 1900, Waterman first gained notoriety at the Exposition Universelle in Paris, where it was awarded the gold medal of excellence, the highest accolade available. This early recognition would see Waterman adopted by the French public as an iconic mark, a sentiment that continues today with most of our fine pens being made at our Center of Excellence in France. Inspired by PARIS Long affiliated with the Waterman brand, Paris has always been a source of inspiration. From its world-renowned museums to its prominent literary scene, our vision has always drawn from the city’s rich culture for the written word. Our collections of Fine Writing instruments epitomize Parisian style, representing a timeless display of taste and self-assurance. 2 | WATERMAN CONTENTS EXCEPTION �������������������������������������������������������������������������������������������4 CARÈNE���������������������������������������������������������������������������������������������������8 EXPERT ��������������������������������������������������������������������������������������������������14 HÉMISPHÈRE �������������������������������������������������������������������������������������29 EMBLÈME ��������������������������������������������������������������������������������������������40 ALLURE �������������������������������������������������������������������������������������������������44 PENS & GIFT BOXES ����������������������������������������������������������������������53 INKS & REFILLS ���������������������������������������������������������������������������������54 -

Brands Categories Inks and Refills
2/4/2017 La Couronne du Comte Currencies: Euro Shopping Cart 0 items Inks and Refills Brands Ink and refills Please Select Which refill or ink is suitable for my pen? A commonly asked and understandable question, because not every refill or cartridge is suitable for your pen. On this page you will find a clear explanation on refills and inks. Of course, you can always contact us, we are happy to help you find the correct refill for your Categories writing instrument. Fountain Pens Please click below on the writing instrument to go to the detailed information. Ballpoint Pens Fountain Pen Rollerballs Ballpoint Pen Pencils Rollerball Pen Stylus Touch Pen Ink and refills for fountain pens Inkless Pens 5th Technology Pen The most important factor is that you always use fountain pen ink for your fountain pen; other inks may damage your pen. You also should determine Multipens whether you would like to use cartridges or a converter. Cartridges are plastic Pen Sets containers, which contain ink and can be thrown away once they are empty. A Calligraphy converter replaces the cartridge and can be used over and over again: you can fill a converter with ink from an ink bottle. Most pens use cartridges or a Coloured Pencils/Creative converter, however, some pens have internal reservoirs. When a pen has an Ink & Refills (by brand) internal reservoir you use a turning mechanism or a lever filling mechanism to Ink & Refills (by type) fill a fountain pen through the nib. Spare Parts Diary Refills & Diaries Leather Ware Paper Notebooks Pocket Knives Ink cartridges Watches We often are asked if it is necessary to use the ink cartridges of the same brand Accessories as the fountain pen.