Download Instructions for Mk.IV Fret
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

Micro-Ruler MR-1 a NPL (NIST Counterpart in the U.K.)Traceable Certified Reference Material
Micro-Ruler MR-1 A NPL (NIST counterpart in the U.K.)Traceable Certified Reference Material . ATraceable “Micro-Ruler”. Markings are all on one side. Mirror image markings are provided so right reading numbers are always seen. The minimum increment is 0.01mm. The circles (diameter) and square boxes (side length) are 0.02, 0.05, 0.10, 0.50, 1.00, 2.00 and 5.00mm. 150mm OVERALL LENGTH 150mm uncertainty: ±0.0025mm, 0-10mm: ±0.0005mm) 0.01mm INCREMENTS, SQUARES & CIRCLES UP TO 5mm TED PELLA, INC. Microscopy Products for Science and Industry P. O. Box 492477 Redding, CA 96049-2477 Phone: 530-243-2200 or 800-237-3526 (USA) • FAX: 530-243-3761 [email protected] www.tedpella.com DOES THE WORLD NEED A TRACEABLE RULER? The MR-1 is labeled in mm. Its overall scale extends According to ISO, traceable measurements shall be over 150mm with 0.01mm increments. The ruler is designed to be viewed from either side as the markings made when products require the dimensions to be are both right reading and mirror images. This allows known to a specified uncertainty. These measurements the ruler marking to be placed in direct contact with the shall be made with a traceable ruler or micrometer. For sample, avoiding parallax errors. Independent of the magnification to be traceable the image and object size ruler orientation, the scale can be read correctly. There is must be measured with calibration standards that have a common scale with the finest (0.01mm) markings to traceable dimensions. read. We measure and certify pitch (the distance between repeating parallel lines using center-to-center or edge-to- edge spacing. -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -
Verification Regulation of Steel Ruler
ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 1 of 15 Effective Date Revision Calibration of Micrometers 2002 00 ITTC Quality System Manual Sample Work Instructions Work Instructions Calibration of Micrometers 7.6 Control of Inspection, Measuring and Test Equipment 7.6-02 Sample Work Instructions 7.6-02-04 Calibration of Micrometers Updated / Edited by Approved Quality Systems Group of the 28th ITTC 23rd ITTC 2002 Date: 07/2017 Date: 09/2002 ITTC – Recommended 7.6-02-04 Procedures and guidelines Page 2 of 15 Effective Date Revision Calibration of Micrometers 2002 00 Table of Contents 1. PURPOSE .............................................. 4 4.6 MEASURING FORCE ......................... 9 4.6.1 Requirements: ............................... 9 2. INTRODUCTION ................................. 4 4.6.2 Calibration Method: ..................... 9 3. SUBJECT AND CONDITION OF 4.7 WIDTH AND WIDTH DIFFERENCE CALIBRATION .................................... 4 OF LINES .............................................. 9 3.1 SUBJECT AND MAIN TOOLS OF 4.7.1 Requirements ................................ 9 CALIBRATION .................................... 4 4.7.2 Calibration Method ...................... 9 3.2 CALIBRATION CONDITIONS .......... 5 4.8 RELATIVE POSITION OF INDICATOR NEEDLE AND DIAL.. 10 4. TECHNICAL REQUIREMENTS AND CALIBRATION METHOD ................. 7 4.8.1 Requirements .............................. 10 4.8.2 Calibration Method: ................... 10 4.1 EXTERIOR ............................................ 7 4.9 DISTANCE -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Common Saw Types
Common Saw Types “Basic” Handsaw This is the most recognizable and the simplest to operate of all of saws. It works on wood of all types but is best for “soft” woods. Can be used for all types of cuts. Hack Saw This type of handsaw features a fine-toothed replaceable blade on a C-frame. Commonly used for cutting metals and plastics. Japanese Saws A saw type with a thinner blade with crosscut teeth on one side and rip teeth on the other. These saws are more often found in a fine woodworking or furniture making situation. Coping Saw Popular with artists, this simple but useful cutting tool consists of a thin replaceable blade in a C-shaped frame that uses interchangeable blades for both metal and wood. It can cut tight radiuses but perhaps its most useful feature is the ability to remove the blade and thread it through a drilled hole to cut inside profiles. Jigsaw/Reciprocating Saw If you’ve ever needed to cut a custom shape out of a sheet of plywood or even plastic, this is a great saw. If a perfectly straight line is what you need, then leave this tool on the shelf. Even in the hands of a skilled operator the blade will drift easily. Circular Saw This saw is the standard for making cross and rip cuts. If you van only have one powered saw, this is the one. When it is paired with a saw guide it can make surprisingly accurate cuts. Table Saw Ripping and beveling are the things the table saw does best. -

MICHIGAN STATE COLLEGE Paul W
A STUDY OF RECENT DEVELOPMENTS AND INVENTIONS IN ENGINEERING INSTRUMENTS Thai: for III. Dean. of I. S. MICHIGAN STATE COLLEGE Paul W. Hoynigor I948 This]: _ C./ SUPP! '3' Nagy NIH: LJWIHL WA KOF BOOK A STUDY OF RECENT DEVELOPMENTS AND INVENTIONS IN ENGINEERING’INSIRUMENTS A Thesis Submitted to The Faculty of MICHIGAN‘STATE COLLEGE OF AGRICULTURE AND.APPLIED SCIENCE by Paul W. Heyniger Candidate for the Degree of Batchelor of Science June 1948 \. HE-UI: PREFACE This Thesis is submitted to the faculty of Michigan State College as one of the requirements for a B. S. De- gree in Civil Engineering.' At this time,I Iish to express my appreciation to c. M. Cade, Professor of Civil Engineering at Michigan State Collegeafor his assistance throughout the course and to the manufacturers,vhose products are represented, for their help by freely giving of the data used in this paper. In preparing the laterial used in this thesis, it was the authors at: to point out new develop-ants on existing instruments and recent inventions or engineer- ing equipment used principally by the Civil Engineer. 20 6052 TAEEE OF CONTENTS Chapter One Page Introduction B. Drafting Equipment ----------------------- 13 Chapter Two Telescopic Inprovenents A. Glass Reticles .......................... -32 B. Coated Lenses .......................... --J.B Chapter three The Tilting Level- ............................ -33 Chapter rear The First One-Second.Anerican Optical 28 “00d011 ‘6- -------------------------- e- --------- Chapter rive Chapter Six The Latest Type Altineter ----- - ................ 5.5 TABLE OF CONTENTS , Chapter Seven Page The Most Recent Drafting Machine ........... -39.--- Chapter Eight Chapter Nine SmOnnB By Radar ....... - ------------------ In”.-- Chapter Ten Conclusion ------------ - ----- -. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

FIELD EXTENSIONS and the CLASSICAL COMPASS and STRAIGHT-EDGE CONSTRUCTIONS 1. Introduction to the Classical Geometric Problems 1
FIELD EXTENSIONS AND THE CLASSICAL COMPASS AND STRAIGHT-EDGE CONSTRUCTIONS WINSTON GAO Abstract. This paper will introduce the reader to field extensions at a rudi- mentary level and then pursue the subject further by looking to its applications in a discussion of some constructibility issues in the classical straight-edge and compass problems. Field extensions, especially their degrees are explored at an introductory level. Properties of minimal polynomials are discussed to this end. The paper ends with geometric problems and the construction of polygons which have their proofs in the roots of field theory. Contents 1. introduction to the classical geometric problems 1 2. fields, field extensions, and preliminaries 2 3. geometric problems 5 4. constructing regular polygons 8 Acknowledgments 9 References 9 1. Introduction to the Classical Geometric Problems One very important and interesting set of problems within classical Euclidean ge- ometry is the set of compass and straight-edge questions. Basically, these questions deal with what is and is not constructible with only an idealized ruler and compass. The ruler has no markings (hence technically a straight-edge) has infinite length, and zero width. The compass can be extended to infinite distance and is assumed to collapse when lifted from the paper (a restriction that we shall see is irrelevant). Given these, we then study the set of constructible elements. However, while it is interesting to note what kinds objects we can create, it is far less straight forward to show that certain objects are impossible to create with these tools. Three famous problems that we will investigate will be the squaring the circle, doubling the cube, and trisecting an angle. -

Verification Regulation of Steel Ruler
ITTC – Recommended 7.6 - 02- 01 Procedures and Guidelines Page 1 of 7 Sample Work Instructions Effective Date Revision 2002 00 Calibration of Steel Rulers Table of Contents PURPOSE…………………………………...2 Edges………………………………….4 3.5.1 Requirements ...............................4 WORK INSTRUCTION……………………2 3.5.2 Method of Calibration..................4 3.6 Thickness of the Side Edge………….5 1 Introduction…………………………2 3.6.1 Method of Calibration..................5 2 Items and Condition of Calibration…..2 3.7 Arc Radius at the Intersecting Position of the End and the Side 3 Technical Requirements and Calibration Edges………………………………….5 Method……………………………………….2 3.7.1 Requirements ...............................5 3.1 Exterior………………………………2 3.7.2 Method Calibration......................5 3.1.1 Requirements ...............................2 3.8 Width and Difference Between the 3.2 Flatness of ruler face………………..3 Lines…………………………………..5 3.2.1 Requirements ...............................3 3.8.1 Requirements ...............................5 3.2.2 Method of Calibration..................4 3.8.2 Method of Calibration..................5 3.3 Elasticity……………………………..4 3.9 Error of Indication…………………..5 3.3.1 Requirements ...............................4 3.9.1 Requirements ...............................5 3.3.2 Method of Calibration..................4 3.9.2 Method of Calibration..................6 3.4 Linearity of the Ruler End and Side 4 Treatment of the Calibration Result and Edges………………………………….4 the Calibration Period………………….7 3.4.1 Requirements ...............................4 -
Marking Gauge
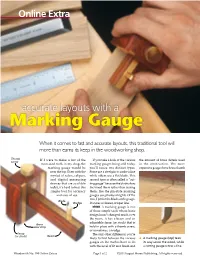
Online Extra accurate layouts with a Marking Gauge When it comes to fast and accurate layouts, this traditional tool will more than earns its keep in the woodworking shop. Thumb If I were to make a list of the If you take a look at the various the amount of brass details used screw most-used tools in my shop, the marking gauges being sold today, in the construction. The more marking gauge would be you’ll notice two distinct types. expensive gauges have brass thumb near the top. Even with the Some use a steel pin to scribe a line myriad of rulers, calipers, while others use a flat blade. This and digital measuring second type is often called a “cut- devices that are available ting gauge” because the blade slices today, it’s hard to beat this the wood fibers rather than tearing simple tool for accuracy them, like the pin-style marking and ease of use. gauges (see photos at right). Of the two, I prefer the blade-style gauge. Blade Wedge It scores a cleaner, crisper line. DESIGN. A marking gauge is one of those simple tools whose basic design hasn’t changed much over the years. It has a beam and an adjustable fence (or stock) that is Brass wear strip held in place with a thumb screw, or sometimes, a wedge. Fence The only other differences you’re (or stock) Beam likely to find between the various { A marking gauge (top) tears gauges on the market have to do its way across the wood, while with the level of fit and finish and a cutting gauge scores a line. -

Technical Information
Technical Information ID and OD Circular and Helical Interpolation circular interpolation: Consists of a cutter rotating about its own axis circumference without any vertical shift during the operation. This while traveling in an orbiting motion about an ID or OD workpiece orbiting movement utilizes the “X” and “Y” axis. Inserts Face Mills End Mills ID circular interpolation OD circular interpolation helical interpolation: This application requires a milling machine with calculation of feed rate for circular and helical interpolation: three-axis control capability. The operation consists of a cutter rotating On most CNC machines, the feed rate required for programming about its own axis together in an orbiting motion about an ID or OD contour (circular or helical) milling is calculated based on the Die and Mold workpiece circumference in the “X” and “Y” plane. The circular centerline of the tool. When dealing with linear tool movement, the movement about the “X” and “Y” plane, with a simultaneous linear feed rate at the cutting edge and centerline are identical, but with movement in the Z-axis plane (which is perpendicular to the “X” and circular tool movement, this is not the case. “Y” plane), creates the helical movement. For example, the path from point A to point B on the envelope of the cylinder combines a circular Slotting movement in the “X” and “Y” plane with a linear movement in the “Z” calculate feed rate at the cutting edge: First calculate the tool feed direction. On most CNC systems, this function can be executed in two rate at the cutting edge with the following formula.