White Earth Biomass/Biogas Feasibility Study
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

1 Draft 9 May 12, 2006 This Document Is Not An
Draft 9 May 12, 2006 This document is not an ASTM standard; it is under consideration within an ASTM technical committee but has not received all approvals required to become an ASTM standard. It shall not be reproduced or circulated or quoted, in whole or in part, outside of ASTM committee activities except with the approval of the chairman of the committee having jurisdiction and the president of the society. Copyright ASTM, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959. All Rights Reserved. Test Method Manuscript ASTM Designation: DXXXX – XX OPEN ITEMS 1. Build Oil – It is understood that Mobil EF-411 may become unavailable. 2. Exxon Mobil 600N was to be used (on an interim basis) for builds for head, main cap, and rod bolt thread lubrication. 3. Inlet Air Pressure – set point was changed to 94.5, but no +/- was establish. Original spec was 92 – 98. 4. A maximum time response (Table 1) needs to be selected for flow measurement. Other HD areas have used 45 seconds. 5. Need two new photos: Fig A4.3 (showing new sensor locations) and Fig. A4.12 (showing fuel return line). 6. CO2 Measurements – Please read the new section 8.3.7 carefully. The original motion was to adopt T-12 methods for these measurements. However, both intake and exhaust locations need to be specified and new photos added. Also, the span gases for the T-12 may not be appropriate. The measurement frequency also needs to be specified. Standard Test Method for Caterpillar C13 Test1 1. Scope 1.1 This test method is commonly referred to as the Caterpillar C13 Heavy-Duty Engine Oil Test2. -
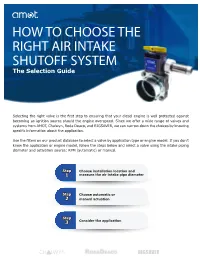
HOW to CHOOSE the RIGHT AIR INTAKE SHUTOFF SYSTEM the Selection Guide
HOW TO CHOOSE THE RIGHT AIR INTAKE SHUTOFF SYSTEM The Selection Guide Selecting the right valve is the first step to ensuring that your diesel engine is well protected against becoming an ignition source should the engine overspeed. Since we offer a wide range of valves and systems from AMOT, Chalwyn, Roda Deaco, and RIGSAVER, we can narrow down the choices by knowing specific information about the application. Use the filters on our product database to select a valve by application type or engine model. If you don’t know the application or engine model, follow the steps below and select a valve using the intake piping diameter and activation source: RPM (automatic) or manual. Step Choose installation location and 1 measure the air intake pipe diameter Step Choose automatic or 2 manual actuation Step 3 Consider the application Step 1: Choose installation location and measure the air intake pipe diameter If it is not possible to install the valve in either of these locations, the next best option is pre-turbo Note: If you have a hose, use the inside dimension; if you have a pipe, use the outside dimension. after the air filter, , (Fig 3). Caution: Never mount air intake shutoff valves before the air filter. If you have multiple intakes (i.e., V-style engines), you will need multiple valves. x A. Installation on Turbo-Charged Engines Exhaust Manfold Intake Manifold The ideal location to install an air intake shutoff valve,x , is post turbo after the intercooler, as Fig 3: Pre-Turbo/ close to the intake manifold as possible (Fig 1). -

Biomass Waste for Energy Greenhouse Gas Offset Credit Project
Biomass Waste for Energy Greenhouse Gas Offset Credit Project Project Report Project Name: Biomass to Energy - USFS TNF SSO Project Report Date: November 13, 2013 Prepared by: Placer County Air Pollution Control District TSS Consultants Page 1 of 7 APPLICATION SUMMARY PROJECT Name Biomass to Energy - USFS TNF SSO Project Type Biomass Waste for Energy Protocol Biomass Waste for Energy, Ver. 6.1 Date Start April 14, 2008 End December 12, 2008 Location Foresthill and Lincoln, Placer County Developer Placer County Air Pollution Control District AIR DISTRICT Name Placer County Air Pollution Control District County Placer Contact Bruce Springsteen Phone (530) 745-2337 Email [email protected] LISTING Name Placer County Air Pollution Control District Type Agency Contact Bruce Springsteen Phone (530) 745-2337 Email [email protected] VERIFICATION Company South Coast Air Quality Management District Address 21865 Copley Dr., Diamond Bar, CA 91765 Contact Aaron Katzenstein, Program Supervisor, Climate and Energy, (909) 396-2000 Contact CARB GHG Offset Certified Verifier Credentials Verification Date Ongoing (November 2013) CREDITS Amount Achieved 2,156 metric tons CO2e Initial Owner Placer County Air Pollution Control District Asking Price 22.00 $/metric ton CO2e Type Agency Issuance Annual Prospective -- MT/yr Year Until -- DETAILS OFFSET PROJECT OPERATOR Name Placer County Air Pollution Control District Address 110 Maple Street, Auburn, California, 95603 Contact Brett Storey, Project Manager, (530) 745-3011; Bruce Springsteen, Senior Engineer, -

Caterpillar 966 H Manual
Caterpillar 966 H Manual If looking for a book Caterpillar 966 h manual in pdf format, in that case you come on to the correct site. We furnish the complete release of this ebook in doc, ePub, txt, DjVu, PDF forms. You can reading online Caterpillar 966 h manual or download. Withal, on our site you can reading the manuals and other artistic eBooks online, or downloading theirs. We want to attract your consideration what our site not store the eBook itself, but we give link to site whereat you may downloading or reading online. So that if have necessity to downloading Caterpillar 966 h manual pdf, then you have come on to correct site. We have Caterpillar 966 h manual ePub, doc, PDF, txt, DjVu formats. We will be happy if you return to us over. Caterpillar 966 h manual Used Caterpillar 966 for sale. 232b, 966h and more Search 214 used Caterpillar 966 listings. Click for 966 h, 920, Caterpillar bitelli sf 102-asphalt Cat 966 manual Cat 966 Manual Caterpillar 966C Wheel Loader - RitchieWiki The Caterpillar 966C wheel loader was introduced in 1967 in the USA as a replacement for the Caterpillar 966c wheel loader - ritchiespecs Caterpillar 966C Wheel Loader. View Articles on this item. Print specification. H. Reach at Max Lift and Dump: 2.6 ft in: 790 mm: Specification. Engine: Make Caterpillar 966 h stvzo 2006-2011 specifications, See manuals, technical data, specifications and documentation of Caterpillar 966 H StVZO 2006-2011 in category Wheel Loaders. Learn more about Caterpillar 966 H StVZO Caterpillar 966h wheel loader - ritchiespecs Caterpillar 966H Wheel Loader. -

Engine Timing Geartrain Concepts and Proposals for Gear Rattle
Engine Timing Geartrain Concepts and Proposals for Gear Rattle Noise Reduction in Commercial Vehicles Master of Science Thesis in the Master Degree Programme, Automotive Engineering MILAD ESMAELI ASHWIN SUBRAMANIAM Department of Product and Production Development Division of Product Development CHALMERS UNIVERSITY OF TECHNOLOGY Göteborg, Sweden, 2011 II CHALMERS, Product Development, Masters Thesis 2011 Engine Timing Geartrain Concepts and Proposals for Gear Rattle Noise Reduction in Commercial Vehicles MILAD ESMAELI ASHWIN SUBRAMANIAM Department of Product and Production Development Division of Product Development CHALMERS UNIVERSITY OF TECHNOLOGY Göteborg, Sweden, 2011 CHALMERS, Product Development, Masters Thesis 2011 III Engine Timing Geartrain Concepts and Proposals for Gear Rattle Noise Reduction in Commercial Vehicles MILAD ESMAELI ASHWIN SUBRAMANIAM Master Thesis 2011 Department of Product and Production Development Division of Product Development Chalmers University of Technology SE-412 96 Göteborg Sweden Telephone + 46 (0)31-772 1000 Cover: Volvo engine timing gears. See chapter 4.2 for more information. Reproservice 2011 IV CHALMERS, Product Development, Masters Thesis 2011 Engine Timing Geartrain Concepts and Proposals for Gear Rattle Noise Reduction in Commercial Vehicles Masters Thesis in the Masters Programme in Automotive Engineering Milad Esmaeli, Ashwin Subramaniam Department of Product and Production Development Division of product development CHALMERS UNIVERSITY OF TECHNOLOGY Göteborg, Sweden, 2011 Abstract The engine timing gears which govern the camshaft and injection are a vital set of components in an engine and are constantly subjected to heavy loads. In recent years, imposition of firm emission legislations has forced engineers to increase the injection pressure which has a severe impact on the geartrain noise. Noise from the geartrain, distinctly gear rattle has been a main concern for the truck industry. -
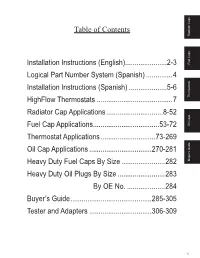
Table of Contents Installation Instructions
Table of Contents Radiator Caps Installation Instructions (English) ......................2-3 Fuel Caps Logical Part Number System (Spanish) ..............4 Installation Instructions (Spanish) ....................5-6 HighFlow Thermostats ........................................7 Thermostats Radiator Cap Applications ..............................8-52 Fuel Cap Applications ...................................53-72 Oil Caps Thermostat Applications .............................73-269 Oil Cap Applications .................................270-281 Heavy Duty Fuel Caps By Size .......................282 Buyer’s Guide Heavy Duty Oil Plugs By Size .........................283 By OE No. ....................284 Buyer’s Guide ...........................................285-305 Tester and Adapters .................................306-309 1 Thermostats With Bleeder Jiggle Valves RIGHT WRONG Bleeder Valve Trapped Air Coolant Bleeder Valve Some thermostats have a bleeder valve located in the flange to prevent “air lock” in the cooling sys- tem. These thermostats should be positioned so the bleeder valve is located on the high side of the housing. This will allow trapped air to pass through the valve, preventing “air lock”. Proper Installation Heavy Duty Thermostats Requiring Metal Clad Seals For the best results you should drain and flush the cooling system before installing a new thermostat. SEAL Remove the housing or casting covering the thermostat COLD POSITION and remove the old thermostat and seal. BYPASS Install the new seal and make sure it is exactly parallel to the housing. The housing counterbore where the thermostat flange fits must be cleaned and free of any obstruction that would prevent full seating of the flange. IN Install thermostat per drawing. Thermostat must align with the seal. Replace housing and casting covering the thermostat. Refill cooling system while motor is running. When motor reaches normal operating temperature, again check cool- ant level. -

INDECO AUSTRALIA Pty Ltd ABN 96 056 693 344 1 BURGESS STREET, ALTONA NORTH, VICTORIA 3025
• 2011 ACE EXPO • SLOPE STABILITY REQUIREMENTS ISSUE 55 • WATER MANAGEMENT • REFINING THE MRSDA Feb/Mar 2011 RREVIEWINGEVIEWING EEARTHARTH 1 0 0 0 RRESOURCESESOURCES IINDUSTRYNDUSTRY 0 / 4 3 3 0 5 3 P P PP350334/00001 EEurekaureka CConcreteoncrete ((Holdings)Holdings) PPtyty LtdLtd Fast Trax FT2650 Fast Trax FT200 Fast Trax Crushing & Screening Train Multiply Your Capability FAST TRAX® MULTI STAGE SYSTEMS The fast TRAX® system is your one The ASTEC Family of Companies, source for the ultimate in productivity, Designs, Engineers, Manufactures and mobility, versatility and adaptability. Markets Equipment used to Build and Restore the Worlds Infrastructure. Every plant is designed to function in various multi-stage processing systems. For your total industrial design solution contact ASTEC today on Additionally, each plant is designed to function seamlessly with KPI-JCI stacking conveyors, multiplying your 07 3279 1422 capabilities in both mobile and stationary Tony Barton 0419 652 942 aggregate recycling applications. NSW & VIC Bill Walsh 0458 965 002 [email protected] www.astecaustralia.com.au CONSTRUCTION MATERIAL CONTENTS PROCESSORS ASSOCIATION P O Box 396 Kilmore VIC 3764 COMMENTS Ph: 1300 267 222 From the CMPA Secretariat, Pg 5 Ph: 03 5781 0655 Eureka Concrete (Holdings) Pty Ltd, Pg 7 Fax: 03 5782 2021 Email: [email protected] FEATURES Web: www.cmpavic.asn.au Slope Stability Workshop, Pg 10-11 A Review of Victoria’s Earth Resources Industry, Pg 12-13 SECRETARIAT 2011 ACE Expo Wrap Up, Pg 14-15 Public Offi cer: Bruce McClure Water Management In and Near Quarries, Pg 16-17 Honorary CEO: Ron Kerr General Manager: Bruce McClure Refi ning the Mineral Resources Act 1990, Pg 18-19 Development Manager: Adrian Town, Tel. -

Area Diesel Service Replacement Engine Parts Brochure
SERVJCE, INC. - - --- --- - CATERPILLAR REPLACEMENT TURBOCHARGERS CAT POWER - This brochure contains a comprehensive KITS AND CONYERSIONS- BIG CAT Packages are lineup of stock, upgrade, and performance available for 1996 through 2003 Cl 5, Cl 6, and 3406E replacement turbochargers for Caterpillar applications. NON-ACERT Peterbilt, Kenworth, Freightliner, and Western Star applications. These packages include These turbochargers are designed and engineered BIG CAT Performance Turbocharger, Manifold, and using the latest findings in aerodynamic technology, TRUCK EDITION Performance Module. mechanics, and materials technology. They are adapted to optimally meet specific O.E. Engine Twin to Single Turbocharger Conversion Kits are also requirements. available for 2004 through 2007 Cl 3 ACERT Peterbilt and Kenworth, as well as 2004 through 2007 Cl 5 ACERT BIG CAT PERFORMANCE - Turbochargers optimized for Peterbilt, Kenworth, Freightliner, and most Cl 5, Cl 6, and 3406E applications. Resulting International applications. horsepower ranges from 475 - 1200, depending on application and replacement turbocharger. CROSS REFERENCE - Use the following pages to find the perfect fit. Don't see your specific reference number? Contact a representative for assistance. With the largest inventory of turbochargers in the Midwest, we'll find the part you need! SERVICE, INC. NOW AVAILABLE! CATERPILLAR C13 TRUCK ENGINE CATERPILLAR C13 TRUCK ENGINE GT408888 TURBOCHARGER CITA47GRBTURBOCHARGER P/N: P/N: 752538-9013 743279-9001 APPLICATION: APPLICATION: • Caterpillar -
Lessons Learned from the MRAP Vehicle Program MRAP PROGRAM EVENTS and MILESTONES
This Truck Saved My Life! LESSONS LEARNED FROM THE MRAP VEHICLE PROGRAM MRAP PROGRAM EVENTS AND MILESTONES 2006 February: Initial USMC I MEF UUNS issued for 1,169 MRAP Vehicles (not approved) May: Multi-National Force-West Commander requests 185 MRAP vehicles July: Multi-National Force-West Commander requests 1,000 MRAP vehicles November: USMC sole-source contract awarded for up to 280 MRAP vehicles MRAP Vehicle Program initiated with staff of less than ten government and contractor personnel ASN (RD&A) appointed as program MDA AMCB calls for 4,066 MRAP vehicles to support Service requirements USMC issues first MRAP Vehicle Program RFP December: FY 2006 funding $170 million 2007 January: USMC awards ID/IQ production contracts to nine companies (includes $36 million for 36 test vehicles) February: JROC approves joint requirement for 1,185 MRAP vehicles MROC validates USMC need for 3,700 vehicles ASN (RD&A) approves MRAP Vehicle Program Milestone C starting production First two production orders authorized for 395 vehicles ($246 million) MRAP Vehicle Program designated as an ACAT II (major) program First test vehicles arrive from FPI and Phase I developmental testing initiated April: Procurement of additional 1,000 MRAP vehicles authorized First MRAP vehicle fielding by MRAP Vehicle Program in Iraq May: JROC validates need for 7,774 vehicles SECDEDF designates MRAP Vehicle Program #1 DOD acquisition program DOD MRAP Task Force stands up Procurement of additional 1,214 MRAP authorized; total to date 2,853 vehicles JROC approves MRAP vehicle