Shape Synthesis Notes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Swimming in Spacetime: Motion by Cyclic Changes in Body Shape
RESEARCH ARTICLE tation of the two disks can be accomplished without external torques, for example, by fixing Swimming in Spacetime: Motion the distance between the centers by a rigid circu- lar arc and then contracting a tension wire sym- by Cyclic Changes in Body Shape metrically attached to the outer edge of the two caps. Nevertheless, their contributions to the zˆ Jack Wisdom component of the angular momentum are parallel and add to give a nonzero angular momentum. Cyclic changes in the shape of a quasi-rigid body on a curved manifold can lead Other components of the angular momentum are to net translation and/or rotation of the body. The amount of translation zero. The total angular momentum of the system depends on the intrinsic curvature of the manifold. Presuming spacetime is a is zero, so the angular momentum due to twisting curved manifold as portrayed by general relativity, translation in space can be must be balanced by the angular momentum of accomplished simply by cyclic changes in the shape of a body, without any the motion of the system around the sphere. external forces. A net rotation of the system can be ac- complished by taking the internal configura- The motion of a swimmer at low Reynolds of cyclic changes in their shape. Then, presum- tion of the system through a cycle. A cycle number is determined by the geometry of the ing spacetime is a curved manifold as portrayed may be accomplished by increasing by ⌬ sequence of shapes that the swimmer assumes by general relativity, I show that net translations while holding fixed, then increasing by (1). -
Art Concepts for Kids: SHAPE & FORM!
Art Concepts for Kids: SHAPE & FORM! Our online art class explores “shape” and “form” . Shapes are spaces that are created when a line reconnects with itself. Forms are three dimensional and they have length, width and depth. This sweet intro song teaches kids all about shape! Scratch Garden Value Song (all ages) https://www.youtube.com/watch?v=coZfbTIzS5I Another great shape jam! https://www.youtube.com/watch?v=6hFTUk8XqEc Cookie Monster eats his shapes! https://www.youtube.com/watch?v=gfNalVIrdOw&list=PLWrCWNvzT_lpGOvVQCdt7CXL ggL9-xpZj&index=10&t=0s Now for the activities!! Click on the links in the descriptions below for the step by step details. Ages 2-4 Shape Match https://busytoddler.com/2017/01/giant-shape-match-activity/ Shapes are an easy art concept for the littles. Lots of their environment gives play and art opportunities to learn about shape. This Matching activity involves tracing the outside shape of blocks and having littles match the block to the outline. It can be enhanced by letting your little ones color the shapes emphasizing inside and outside the shape lines. Block Print Shapes https://thepinterestedparent.com/2017/08/paul-klee-inspired-block-printing/ Printing is a great technique for young kids to learn. The motion is like stamping so you teach little ones to press and pull rather than rub or paint. This project requires washable paint and paper and block that are not natural wood (which would stain) you want blocks that are painted or sealed. Kids can look at Paul Klee art for inspiration in stacking their shapes into buildings, or they can chose their own design Ages 4-6 Lois Ehlert Shape Animals http://www.momto2poshlildivas.com/2012/09/exploring-shapes-and-colors-with-color.html This great project allows kids to play with shapes to make animals in the style of the artist Lois Ehlert. -

Geometric Modeling in Shape Space
Geometric Modeling in Shape Space Martin Kilian Niloy J. Mitra Helmut Pottmann Vienna University of Technology Figure 1: Geodesic interpolation and extrapolation. The blue input poses of the elephant are geodesically interpolated in an as-isometric- as-possible fashion (shown in green), and the resulting path is geodesically continued (shown in purple) to naturally extend the sequence. No semantic information, segmentation, or knowledge of articulated components is used. Abstract space, line geometry interprets straight lines as points on a quadratic surface [Berger 1987], and the various types of sphere geometries We present a novel framework to treat shapes in the setting of Rie- model spheres as points in higher dimensional space [Cecil 1992]. mannian geometry. Shapes – triangular meshes or more generally Other examples concern kinematic spaces and Lie groups which straight line graphs in Euclidean space – are treated as points in are convenient for handling congruent shapes and motion design. a shape space. We introduce useful Riemannian metrics in this These examples show that it is often beneficial and insightful to space to aid the user in design and modeling tasks, especially to endow the set of objects under consideration with additional struc- explore the space of (approximately) isometric deformations of a ture and to work in more abstract spaces. We will show that many given shape. Much of the work relies on an efficient algorithm to geometry processing tasks can be solved by endowing the set of compute geodesics in shape spaces; to this end, we present a multi- closed orientable surfaces – called shapes henceforth – with a Rie- resolution framework to solve the interpolation problem – which mannian structure. -

Geometry and Art LACMA | | April 5, 2011 Evenings for Educators
Geometry and Art LACMA | Evenings for Educators | April 5, 2011 ALEXANDER CALDER (United States, 1898–1976) Hello Girls, 1964 Painted metal, mobile, overall: 275 x 288 in., Art Museum Council Fund (M.65.10) © Alexander Calder Estate/Artists Rights Society (ARS), New York/ADAGP, Paris EOMETRY IS EVERYWHERE. WE CAN TRAIN OURSELVES TO FIND THE GEOMETRY in everyday objects and in works of art. Look carefully at the image above and identify the different, lines, shapes, and forms of both GAlexander Calder’s sculpture and the architecture of LACMA’s built environ- ment. What is the proportion of the artwork to the buildings? What types of balance do you see? Following are images of artworks from LACMA’s collection. As you explore these works, look for the lines, seek the shapes, find the patterns, and exercise your problem-solving skills. Use or adapt the discussion questions to your students’ learning styles and abilities. 1 Language of the Visual Arts and Geometry __________________________________________________________________________________________________ LINE, SHAPE, FORM, PATTERN, SYMMETRY, SCALE, AND PROPORTION ARE THE BUILDING blocks of both art and math. Geometry offers the most obvious connection between the two disciplines. Both art and math involve drawing and the use of shapes and forms, as well as an understanding of spatial concepts, two and three dimensions, measurement, estimation, and pattern. Many of these concepts are evident in an artwork’s composition, how the artist uses the elements of art and applies the principles of design. Problem-solving skills such as visualization and spatial reasoning are also important for artists and professionals in math, science, and technology. -
Calculus Terminology
AP Calculus BC Calculus Terminology Absolute Convergence Asymptote Continued Sum Absolute Maximum Average Rate of Change Continuous Function Absolute Minimum Average Value of a Function Continuously Differentiable Function Absolutely Convergent Axis of Rotation Converge Acceleration Boundary Value Problem Converge Absolutely Alternating Series Bounded Function Converge Conditionally Alternating Series Remainder Bounded Sequence Convergence Tests Alternating Series Test Bounds of Integration Convergent Sequence Analytic Methods Calculus Convergent Series Annulus Cartesian Form Critical Number Antiderivative of a Function Cavalieri’s Principle Critical Point Approximation by Differentials Center of Mass Formula Critical Value Arc Length of a Curve Centroid Curly d Area below a Curve Chain Rule Curve Area between Curves Comparison Test Curve Sketching Area of an Ellipse Concave Cusp Area of a Parabolic Segment Concave Down Cylindrical Shell Method Area under a Curve Concave Up Decreasing Function Area Using Parametric Equations Conditional Convergence Definite Integral Area Using Polar Coordinates Constant Term Definite Integral Rules Degenerate Divergent Series Function Operations Del Operator e Fundamental Theorem of Calculus Deleted Neighborhood Ellipsoid GLB Derivative End Behavior Global Maximum Derivative of a Power Series Essential Discontinuity Global Minimum Derivative Rules Explicit Differentiation Golden Spiral Difference Quotient Explicit Function Graphic Methods Differentiable Exponential Decay Greatest Lower Bound Differential -
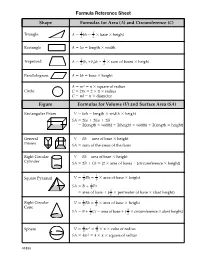
C) Shape Formulas for Volume (V) and Surface Area (SA
Formula Reference Sheet Shape Formulas for Area (A) and Circumference (C) Triangle ϭ 1 ϭ 1 ϫ ϫ A 2 bh 2 base height Rectangle A ϭ lw ϭ length ϫ width Trapezoid ϭ 1 + ϭ 1 ϫ ϫ A 2 (b1 b2)h 2 sum of bases height Parallelogram A ϭ bh ϭ base ϫ height A ϭ πr2 ϭ π ϫ square of radius Circle C ϭ 2πr ϭ 2 ϫ π ϫ radius C ϭ πd ϭ π ϫ diameter Figure Formulas for Volume (V) and Surface Area (SA) Rectangular Prism SV ϭ lwh ϭ length ϫ width ϫ height SA ϭ 2lw ϩ 2hw ϩ 2lh ϭ 2(length ϫ width) ϩ 2(height ϫ width) 2(length ϫ height) General SV ϭ Bh ϭ area of base ϫ height Prisms SA ϭ sum of the areas of the faces Right Circular SV ϭ Bh = area of base ϫ height Cylinder SA ϭ 2B ϩ Ch ϭ (2 ϫ area of base) ϩ (circumference ϫ height) ϭ 1 ϭ 1 ϫ ϫ Square Pyramid SV 3 Bh 3 area of base height ϭ ϩ 1 l SA B 2 P ϭ ϩ 1 ϫ ϫ area of base ( 2 perimeter of base slant height) Right Circular ϭ 1 ϭ 1 ϫ ϫ SV 3 Bh 3 area of base height Cone ϭ ϩ 1 l ϭ ϩ 1 ϫ ϫ SA B 2 C area of base ( 2 circumference slant height) ϭ 4 π 3 ϭ 4 ϫ π ϫ Sphere SV 3 r 3 cube of radius SA ϭ 4πr2 ϭ 4 ϫ π ϫ square of radius 41830 a41830_RefSheet_02MHS 1 8/29/01, 7:39 AM Equations of a Line Coordinate Geometry Formulas Standard Form: Let (x1, y1) and (x2, y2) be two points in the plane. -

Line, Color, Space, Light, and Shape: What Do They Do? What Do They Evoke?
LINE, COLOR, SPACE, LIGHT, AND SHAPE: WHAT DO THEY DO? WHAT DO THEY EVOKE? Good composition is like a suspension bridge; each line adds strength and takes none away… Making lines run into each other is not composition. There must be motive for the connection. Get the art of controlling the observer—that is composition. —Robert Henri, American painter and teacher The elements and principals of art and design, and how they are used, contribute mightily to the ultimate composition of a work of art—and that can mean the difference between a masterpiece and a messterpiece. Just like a reader who studies vocabulary and sentence structure to become fluent and present within a compelling story, an art appreciator who examines line, color, space, light, and shape and their roles in a given work of art will be able to “stand with the artist” and think about how they made the artwork “work.” In this activity, students will practice looking for design elements in works of art, and learn to describe and discuss how these elements are used in artistic compositions. Grade Level Grades 4–12 Common Core Academic Standards • CCSS.ELA-Writing.CCRA.W.3 • CCSS.ELA-Speaking and Listening.CCRA.SL.1 • CCSS.ELA-Literacy.CCSL.2 • CCSS.ELA-Speaking and Listening.CCRA.SL.4 National Visual Arts Standards Still Life with a Ham and a Roemer, c. 1631–34 Willem Claesz. Heda, Dutch • Artistic Process: Responding: Understanding Oil on panel and evaluating how the arts convey meaning 23 1/4 x 32 1/2 inches (59 x 82.5 cm) John G. -

Shape, Dimension, and Geometric Relationships Calendar Pacing 3 Times Per Checkpoint
Content Area Mathematics Grade/Course Preschool School Year 2018-19 Framework Number: Name 02: Shape, Dimension, and Geometric Relationships Calendar Pacing 3 times per checkpoint ULTIMATE CURRICULUM FRAMEWORK GOALS Ultimate Performance Task The most important performance we want learners to be able to do with the acquired content knowledge and skills of this framework is: ● to use their understanding of order and position to independently describe location. ● to describe attributes of a new shape in a new orientation or new setting. ● to explain how they independently organized various groups of objects. Transfer Goal(s) Students will be able to independently use their learning to … ● describe shape attributes and positioning in order to describe and understand the environment such as in following directions, organizing and arranging their space through critical thinking and problem solving. Meaning Goals BIG IDEAS / UNDERSTANDINGS ESSENTIAL QUESTIONS Students will understand that … Students will keep considering: ● they need to be able to describe the location of objects. ● How do we describe where something is? ● they need to be able to describe the characteristics of shapes ● How are these shapes the same or different? including three-dimensional shapes. ● What ways are objects sorted? IDEAS IMPORTANTES / CONOCIMIENTOS PREGUNTAS ESENCIALES Los estudiantes comprenderán que … Los estudiantes seguirán teniendo en cuenta: ● necesitarán poder describir la ubicación de objetos. ● ¿Cómo describimos la ubicación de las cosas? ● necesitaran describir las características de formas incluyendo ● ¿Cómo son las formas iguales o diferentes? formas tridimensionales. ● ¿En qué maneras se pueden ordenar los objetos? Acquisition Goals In order to reach the ULTIMATE GOALS, students must have acquired the following knowledge, skills, and vocabulary. -

Teach the Circle Shape
f e a t u r e Go round: Teach the circle shape arly childhood educators often do appear if we look closely: nas- William Jones, came up with the Eteach geometric shapes as a turtium leaves, the dark center of value of the relationship between way of building math concepts. a sunflower, worm holes, black a circle’s circumference and its What about teaching one shape at fungal spots, and circular fruits diameter. Mathematicians repre- a time—in this case, the circle? such as oranges, for example. sent the ratio as the Greek letter ∏ Preschoolers as young as 3 In mathematics, a circle is a (pi), approximately 3.14159. years old already have some shape in which all points along Geometry students determine the familiarity with the circle concept the edge, or circumference, are circumference of a circle with the from playing in circle games or equal in distance from the center. formula ∏ R2. gathering for a story at circle time. The ancient Egyptians and A circle is a two-dimensional As teachers, we can reinforce the Babylonians knew about this rela- shape with equal height and width. concept of the circle shape with tionship, but it wasn’t until 1706 In three dimensions (with depth), simple activities. that a self-taught mathematician, it’s a wheel. Interestingly enough, Talk with co-workers about hosting Circle Day or Circle Week in your program. Inform parents and encourage them to follow up by discussing the circle concept with children at home. You might ask parents to help children dress for the event in circle hats—berets and brimmed hats such as bucket caps and sunhats—or clothing with circle shapes in the fabric, for example. -

Geometry Topics
GEOMETRY TOPICS Transformations Rotation Turn! Reflection Flip! Translation Slide! After any of these transformations (turn, flip or slide), the shape still has the same size so the shapes are congruent. Rotations Rotation means turning around a center. The distance from the center to any point on the shape stays the same. The rotation has the same size as the original shape. Here a triangle is rotated around the point marked with a "+" Translations In Geometry, "Translation" simply means Moving. The translation has the same size of the original shape. To Translate a shape: Every point of the shape must move: the same distance in the same direction. Reflections A reflection is a flip over a line. In a Reflection every point is the same distance from a central line. The reflection has the same size as the original image. The central line is called the Mirror Line ... Mirror Lines can be in any direction. Reflection Symmetry Reflection Symmetry (sometimes called Line Symmetry or Mirror Symmetry) is easy to see, because one half is the reflection of the other half. Here my dog "Flame" has her face made perfectly symmetrical with a bit of photo magic. The white line down the center is the Line of Symmetry (also called the "Mirror Line") The reflection in this lake also has symmetry, but in this case: -The Line of Symmetry runs left-to-right (horizontally) -It is not perfect symmetry, because of the lake surface. Line of Symmetry The Line of Symmetry (also called the Mirror Line) can be in any direction. But there are four common directions, and they are named for the line they make on the standard XY graph. -

WHAT SHAPE ARE YOU? Square “If You Want the Job Done Right
WHAT SHAPE ARE YOU? Square “If you want the job done right…” Characteristics Personal Habits Conflict styles How to please Organized Loves routine Competitor? Do your job Detailed Prompt Compromise? Meet all deadlines Analytic Collector Collaborative? Pay attention to details Persevering Strong sense of loyalty Avoidance? Be to work on time Perfectionist (Response will vary depending on the Meticulous situation) Patient Organized and a hard worker, you like structure and rules and dislike situations in which you don't know what's expected of you. "Tell me the deadlines and I'll get the job done," you say -- and you deliver. You prefer working alone to teamwork. Logical, you think sequentially -- A, B, C, D. You collect loads of data and file it so information is easy to locate. But you have trouble saying, "I've got enough information," and making a decision. Circle “a friend in need…” Characteristics Personal Habits Conflict Styles How to Please Feeler Peace maker Hates disharmony Be prepared to stop what you are doing and Friendly Easy going Will take it personally chat. Relationship oriented Hobbies Expect lots of meetings Team oriented Good cook Do not lie - admit errors Reflective TV watcher instead. Tactful Talkative You are a people person, the shape with the most empathy, perception and consideration for the feelings of others. You listen and communicate well. You read people and can spot a phony right off. You like harmony and have your greatest difficulties in dealing with conflict and making unpopular decisions. You are easily swayed by other people's feelings and opinions. -

Lines and Line Segments Write the Name for Each
Name Practice 11-1 Lines and Line Segments Write the name for each. 1. 2. 3. 4. Draw a28768_053a picture of each. 28768_053b 28768_053c 28768_053d 5. Parallel lines 6. Line segment 7. Intersecting lines 8. Line For 9 and 10, use the map at the right. Tell if the trails named look like intersecting lines or parallel lines. 9. Treetop and Sand Dune Treetop Trail Nature ail Center er Tr flow ild 10. Sand Dune and Wildflower W Sand Dune Trail 11. What is the difference between a line and a line segment? SF_PR03_08_18 12. How many times does a pair of intersecting lines cross? A Never B 1 time C 2 times D 3 times P 11•1 Copyright © Pearson Education, Inc., or its affiliates. All Rights Reserved. 3 MTH12_ANC3_TRM_P11_01.indd 21 1/4/11 6:45 PM Name Practice 11-2 Angles Tell if each angle is right, acute, or obtuse. 1. 2. 3. 4. SF_PR03_08_22 SF_PR03_08_20 SF_PR03_08_23 Draw a picture of each. SF_PR03_08_21 5. Acute angle 6. Ray 7. Right angle 8. Obtuse angle 9. How are perpendicular lines and intersecting lines alike? How are they different? 10. Reasoning Jill said that an angle is made of any two rays. Is she correct? Explain. 11. At what time do the hands of a clock form an acute angle? A 2:00 B 4:00 C 6:00 D 8:00 P 11•2 Copyright © Pearson Education, Inc., or its affiliates. All Rights Reserved. 3 MTH12_ANC3_TRM_P11_02.indd 21 24/02/11 6:35 AM Name Practice 11-3 Polygons Name the polygon.