7.4 Introduction to Vapor/Liquid Equilibrium
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Determining Volatile Organic Carbon by Differential Scanning Calorimetry
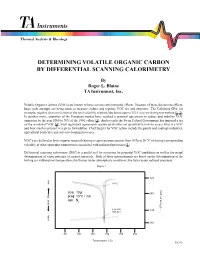
DETERMINING VOLATILE ORGANIC CARBON BY DIFFERENTIAL SCANNING CALORIMETRY By Roger L. Blaine TA Instrument, Inc. Volatile Organic Carbons (VOCs) are known to have serious environmental effects. Because of these deleterious effects, large scale attempts are being made to measure, reduce and regulate VOC use and emission. The California EPA, for example, requires characterization of the total volatility of pesticides based upon a TGA loss-on-drying test method [1, 2]. In another move, countries of the European market have reached a protocol agreement to reduce and stabilize VOC emissions by the year 2000 to 70% of the 1991 values [3]. And recently the Swiss Federal Government has imposed a tax on the amount of VOC [4]. Such regulatory agreements require qualitative and quantitative tools to assess what is a VOC and how much is present in a given formulation. Chief targets for VOC action include the paints and coatings industries, agricultural pesticides and solvent cleaning processes. VOC’s are defined as those organic materials having a vapor pressure greater than 10 Pa at 20 °C or having corresponding volatility at other operating temperatures associated with industrial processes [3]. Differential scanning calorimetry (DSC) is a useful tool for screening for potential VOC candidates as well as the actual determination of vapor pressure of suspect materials. Both of these measurements are based on the determination of the boiling (or sublimation) temperature; the former under atmospheric conditions, the latter under reduced pressures. Figure 1 725 ° exo 180 C µ size: 10 l 580 prog: 10°C / min atm: N2 Heat Flow Heat Flow 2.25mPa 435 (326 psi) [ ----] Pressure (psi) endo 290 50 100 150 200 250 300 Temperature (°C) TA250 Nielson and co-workers [5] have observed that: • All organic solvents with boiling temperatures below 170 °C are classified as VOCs, and • No organics solvents with boiling temperatures greater than 260 °C are VOCs. -

Physical Model for Vaporization
Physical model for vaporization Jozsef Garai Department of Mechanical and Materials Engineering, Florida International University, University Park, VH 183, Miami, FL 33199 Abstract Based on two assumptions, the surface layer is flexible, and the internal energy of the latent heat of vaporization is completely utilized by the atoms for overcoming on the surface resistance of the liquid, the enthalpy of vaporization was calculated for 45 elements. The theoretical values were tested against experiments with positive result. 1. Introduction The enthalpy of vaporization is an extremely important physical process with many applications to physics, chemistry, and biology. Thermodynamic defines the enthalpy of vaporization ()∆ v H as the energy that has to be supplied to the system in order to complete the liquid-vapor phase transformation. The energy is absorbed at constant pressure and temperature. The absorbed energy not only increases the internal energy of the system (U) but also used for the external work of the expansion (w). The enthalpy of vaporization is then ∆ v H = ∆ v U + ∆ v w (1) The work of the expansion at vaporization is ∆ vw = P ()VV − VL (2) where p is the pressure, VV is the volume of the vapor, and VL is the volume of the liquid. Several empirical and semi-empirical relationships are known for calculating the enthalpy of vaporization [1-16]. Even though there is no consensus on the exact physics, there is a general agreement that the surface energy must be an important part of the enthalpy of vaporization. The vaporization diminishes the surface energy of the liquid; thus this energy must be supplied to the system. -

Chapter 3 Equations of State
Chapter 3 Equations of State The simplest way to derive the Helmholtz function of a fluid is to directly integrate the equation of state with respect to volume (Sadus, 1992a, 1994). An equation of state can be applied to either vapour-liquid or supercritical phenomena without any conceptual difficulties. Therefore, in addition to liquid-liquid and vapour -liquid properties, it is also possible to determine transitions between these phenomena from the same inputs. All of the physical properties of the fluid except ideal gas are also simultaneously calculated. Many equations of state have been proposed in the literature with either an empirical, semi- empirical or theoretical basis. Comprehensive reviews can be found in the works of Martin (1979), Gubbins (1983), Anderko (1990), Sandler (1994), Economou and Donohue (1996), Wei and Sadus (2000) and Sengers et al. (2000). The van der Waals equation of state (1873) was the first equation to predict vapour-liquid coexistence. Later, the Redlich-Kwong equation of state (Redlich and Kwong, 1949) improved the accuracy of the van der Waals equation by proposing a temperature dependence for the attractive term. Soave (1972) and Peng and Robinson (1976) proposed additional modifications of the Redlich-Kwong equation to more accurately predict the vapour pressure, liquid density, and equilibria ratios. Guggenheim (1965) and Carnahan and Starling (1969) modified the repulsive term of van der Waals equation of state and obtained more accurate expressions for hard sphere systems. Christoforakos and Franck (1986) modified both the attractive and repulsive terms of van der Waals equation of state. Boublik (1981) extended the Carnahan-Starling hard sphere term to obtain an accurate equation for hard convex geometries. -

Liquid-Liquid Extraction
OCTOBER 2020 www.processingmagazine.com A BASIC PRIMER ON LIQUID-LIQUID EXTRACTION IMPROVING RELIABILITY IN CHEMICAL PROCESSING WITH PREVENTIVE MAINTENANCE DRIVING PACKAGING SUSTAINABILITY IN THE TIME OF COVID-19 Detecting & Preventing Pressure Gauge AUTOMATIC RECIRCULATION VALVES Failures Schroedahl www.circor.com/schroedahl page 48 LOW-PROFILE, HIGH-CAPACITY SCREENER Kason Corporation www.kason.com page 16 chemical processing A basic primer on liquid-liquid extraction An introduction to LLE and agitated LLE columns | By Don Glatz and Brendan Cross, Koch Modular hemical engineers are often faced with The basics of liquid-liquid extraction the task to design challenging separation While distillation drives the separation of chemicals C processes for product recovery or puri- based upon dif erences in relative volatility, LLE is a fication. This article looks at the basics separation technology that exploits the dif erences in of one powerful and yet overlooked separation tech- the relative solubilities of compounds in two immis- nique: liquid-liquid extraction. h ere are other unit cible liquids. Typically, one liquid is aqueous, and the operations used to separate compounds, such as other liquid is an organic compound. distillation, which is taught extensively in chemical Used in multiple industries including chemical, engineering curriculums. If a separation is feasible by pharmaceutical, petrochemical, biobased chemicals distillation and is economical, there is no reason to and l avor and fragrances, this approach takes careful consider liquid-liquid extraction (LLE). However, dis- process design by experienced chemical engineers and tillation may not be a feasible solution for a number scientists. In many cases, LLE is the best choice as a of reasons, such as: separation technology and well worth searching for a • If it requires a complex process sequence (several quali ed team to assist in its development and design. -

Molecular Corridors and Parameterizations of Volatility in the Chemical Evolution of Organic Aerosols
Atmos. Chem. Phys., 16, 3327–3344, 2016 www.atmos-chem-phys.net/16/3327/2016/ doi:10.5194/acp-16-3327-2016 © Author(s) 2016. CC Attribution 3.0 License. Molecular corridors and parameterizations of volatility in the chemical evolution of organic aerosols Ying Li1,2, Ulrich Pöschl1, and Manabu Shiraiwa1 1Multiphase Chemistry Department, Max Planck Institute for Chemistry, Mainz, Germany 2State Key Laboratory of Atmospheric Boundary Layer Physics and Atmospheric Chemistry (LAPC), Institute of Atmospheric Physics, Chinese Academy of Sciences, Beijing, China Correspondence to: Manabu Shiraiwa ([email protected]) Received: 23 September 2015 – Published in Atmos. Chem. Phys. Discuss.: 15 October 2015 Revised: 1 March 2016 – Accepted: 3 March 2016 – Published: 14 March 2016 Abstract. The formation and aging of organic aerosols (OA) 1 Introduction proceed through multiple steps of chemical reaction and mass transport in the gas and particle phases, which is chal- lenging for the interpretation of field measurements and lab- Organic aerosols (OA) consist of a myriad of chemical oratory experiments as well as accurate representation of species and account for a substantial mass fraction (20–90 %) OA evolution in atmospheric aerosol models. Based on data of the total submicron particles in the troposphere (Jimenez from over 30 000 compounds, we show that organic com- et al., 2009; Nizkorodov et al., 2011). They influence regional pounds with a wide variety of functional groups fall into and global climate by affecting radiative budget of the at- molecular corridors, characterized by a tight inverse cor- mosphere and serving as nuclei for cloud droplets and ice relation between molar mass and volatility. -

Liquid-Vapor Equilibrium in a Binary System
Liquid-Vapor Equilibria in Binary Systems1 Purpose The purpose of this experiment is to study a binary liquid-vapor equilibrium of chloroform and acetone. Measurements of liquid and vapor compositions will be made by refractometry. The data will be treated according to equilibrium thermodynamic considerations, which are developed in the theory section. Theory Consider a liquid-gas equilibrium involving more than one species. By definition, an ideal solution is one in which the vapor pressure of a particular component is proportional to the mole fraction of that component in the liquid phase over the entire range of mole fractions. Note that no distinction is made between solute and solvent. The proportionality constant is the vapor pressure of the pure material. Empirically it has been found that in very dilute solutions the vapor pressure of solvent (major component) is proportional to the mole fraction X of the solvent. The proportionality constant is the vapor pressure, po, of the pure solvent. This rule is called Raoult's law: o (1) psolvent = p solvent Xsolvent for Xsolvent = 1 For a truly ideal solution, this law should apply over the entire range of compositions. However, as Xsolvent decreases, a point will generally be reached where the vapor pressure no longer follows the ideal relationship. Similarly, if we consider the solute in an ideal solution, then Eq.(1) should be valid. Experimentally, it is generally found that for dilute real solutions the following relationship is obeyed: psolute=K Xsolute for Xsolute<< 1 (2) where K is a constant but not equal to the vapor pressure of pure solute. -

Selection of Thermodynamic Methods
P & I Design Ltd Process Instrumentation Consultancy & Design 2 Reed Street, Gladstone Industrial Estate, Thornaby, TS17 7AF, United Kingdom. Tel. +44 (0) 1642 617444 Fax. +44 (0) 1642 616447 Web Site: www.pidesign.co.uk PROCESS MODELLING SELECTION OF THERMODYNAMIC METHODS by John E. Edwards [email protected] MNL031B 10/08 PAGE 1 OF 38 Process Modelling Selection of Thermodynamic Methods Contents 1.0 Introduction 2.0 Thermodynamic Fundamentals 2.1 Thermodynamic Energies 2.2 Gibbs Phase Rule 2.3 Enthalpy 2.4 Thermodynamics of Real Processes 3.0 System Phases 3.1 Single Phase Gas 3.2 Liquid Phase 3.3 Vapour liquid equilibrium 4.0 Chemical Reactions 4.1 Reaction Chemistry 4.2 Reaction Chemistry Applied 5.0 Summary Appendices I Enthalpy Calculations in CHEMCAD II Thermodynamic Model Synopsis – Vapor Liquid Equilibrium III Thermodynamic Model Selection – Application Tables IV K Model – Henry’s Law Review V Inert Gases and Infinitely Dilute Solutions VI Post Combustion Carbon Capture Thermodynamics VII Thermodynamic Guidance Note VIII Prediction of Physical Properties Figures 1 Ideal Solution Txy Diagram 2 Enthalpy Isobar 3 Thermodynamic Phases 4 van der Waals Equation of State 5 Relative Volatility in VLE Diagram 6 Azeotrope γ Value in VLE Diagram 7 VLE Diagram and Convergence Effects 8 CHEMCAD K and H Values Wizard 9 Thermodynamic Model Decision Tree 10 K Value and Enthalpy Models Selection Basis PAGE 2 OF 38 MNL 031B Issued November 2008, Prepared by J.E.Edwards of P & I Design Ltd, Teesside, UK www.pidesign.co.uk Process Modelling Selection of Thermodynamic Methods References 1. -

Distillation Theory
Chapter 2 Distillation Theory by Ivar J. Halvorsen and Sigurd Skogestad Norwegian University of Science and Technology Department of Chemical Engineering 7491 Trondheim, Norway This is a revised version of an article published in the Encyclopedia of Separation Science by Aca- demic Press Ltd. (2000). The article gives some of the basics of distillation theory and its purpose is to provide basic understanding and some tools for simple hand calculations of distillation col- umns. The methods presented here can be used to obtain simple estimates and to check more rigorous computations. NTNU Dr. ing. Thesis 2001:43 Ivar J. Halvorsen 28 2.1 Introduction Distillation is a very old separation technology for separating liquid mixtures that can be traced back to the chemists in Alexandria in the first century A.D. Today distillation is the most important industrial separation technology. It is particu- larly well suited for high purity separations since any degree of separation can be obtained with a fixed energy consumption by increasing the number of equilib- rium stages. To describe the degree of separation between two components in a column or in a column section, we introduce the separation factor: ()⁄ xL xH S = ------------------------T (2.1) ()x ⁄ x L H B where x denotes mole fraction of a component, subscript L denotes light compo- nent, H heavy component, T denotes the top of the section, and B the bottom. It is relatively straightforward to derive models of distillation columns based on almost any degree of detail, and also to use such models to simulate the behaviour on a computer. -

Distillation Accessscience from McgrawHill Education
6/19/2017 Distillation AccessScience from McGrawHill Education (http://www.accessscience.com/) Distillation Article by: King, C. Judson University of California, Berkeley, California. Last updated: 2014 DOI: https://doi.org/10.1036/10978542.201100 (https://doi.org/10.1036/10978542.201100) Content Hide Simple distillations Fractional distillation Vaporliquid equilibria Distillation pressure Molecular distillation Extractive and azeotropic distillation Enhancing energy efficiency Computational methods Stage efficiency Links to Primary Literature Additional Readings A method for separating homogeneous mixtures based upon equilibration of liquid and vapor phases. Substances that differ in volatility appear in different proportions in vapor and liquid phases at equilibrium with one another. Thus, vaporizing part of a volatile liquid produces vapor and liquid products that differ in composition. This outcome constitutes a separation among the components in the original liquid. Through appropriate configurations of repeated vaporliquid contactings, the degree of separation among components differing in volatility can be increased manyfold. See also: Phase equilibrium (/content/phaseequilibrium/505500) Distillation is by far the most common method of separation in the petroleum, natural gas, and petrochemical industries. Its many applications in other industries include air fractionation, solvent recovery and recycling, separation of light isotopes such as hydrogen and deuterium, and production of alcoholic beverages, flavors, fatty acids, and food oils. Simple distillations The two most elementary forms of distillation are a continuous equilibrium distillation and a simple batch distillation (Fig. 1). http://www.accessscience.com/content/distillation/201100 1/10 6/19/2017 Distillation AccessScience from McGrawHill Education Fig. 1 Simple distillations. (a) Continuous equilibrium distillation. -

Quiz 11 Properties 2016.Pdf
Chemical Engineering Thermodynamics Quiz 11 April 7, 2016 An azeotrope of isopropanol (1) and toluene (2) forms at atmospheric pressure (760 mmHg), 80.6°C, and at 42 weight percent toluene (2). (You will need to convert to mole fraction by considering one gram of the solution has 0.42 grams of toluene and 0.58 grams of isopropanol and that the molecular weights are 60 g/mole for (1) and 92 g/mole for (2). The boiling point at atmospheric pressure for isopropanol is 82.5°C and for toluene is 111°C. The saturated pressures for isopropanol (1) and toluene (2) at 80.6°C are 716 and 300 mmHg from the Antoine equation. The saturated pressures at 25°C are 44.6 and 28.7 mmHg also from the Antoine equation. a) Use the azeotrope conditions to calculate the one-parameter Margules constant. (Use the isopropanol activity coefficient for the rest of the calculations, but compare with the toluene value.) b) Why do you think the two values are different? Would it be better to use a two- parameter Margules model? (Remember that the one-parameter model is symmetric in composition.) c) Make a rough sketch of the P versus composition plot for 80.6°C. -Note if it is a positive or negative deviation from Raoult’s Law, -the two vapor pressures and -the azeotrope conditions. -Indicate the bubble point and dew point lines and -one tie line below the azeotrope and one above the azeotrope in composition indicating the y and x that are in equilibrium. -

Distillation Design the Mccabe-Thiele Method Distiller Diagam Introduction
Distillation Design The McCabe-Thiele Method Distiller diagam Introduction • UiUsing r igorous tray-bby-tray callilculations is time consuming, and is often unnecessary. • OikhdfiifbOne quick method of estimation for number of plates and feed stage can be obtained from the graphical McCabe-Thiele Method. • This eliminates the need for tedious calculations, and is also the first step to understanding the Fenske-Underwood- Gilliland method for multi-component distillation • Typi ica lly, the in le t flow to the dis tilla tion co lumn is known, as well as mole percentages to feed plate, because these would be specified by plant conditions. • The desired composition of the bottoms and distillate prodillbifiddhiilldducts will be specified, and the engineer will need to design a distillation column to produce these results. • With the McCabe-Thiele Method, the total number of necessary plates, as well as the feed plate location can biddbe estimated, and some ifiinformation can a lblso be determined about the enthalpic condition of the feed and reflux ratio. • This method assumes that the column is operated under constant pressure, and the constant molal overflow assumption is necessary, which states that the flow rates of liquid and vapor do not change throughout the column. • To understand this method, it is necessary to first elaborate on the subjects of the x-y diagram, and the operating lines used to create the McCabe-Thiele diagram. The x-y diagram • The x-y diagram depi icts vapor-liliqu id equilibrium data, where any point on the curve shows the variations of the amount of liquid that is in equilibrium with vapor at different temperatures. -
Liquid Equilibrium Measurements in Binary Polar Systems
DIPLOMA THESIS VAPOR – LIQUID EQUILIBRIUM MEASUREMENTS IN BINARY POLAR SYSTEMS Supervisors: Univ. Prof. Dipl.-Ing. Dr. Anton Friedl Associate Prof. Epaminondas Voutsas Antonia Ilia Vienna 2016 Acknowledgements First of all I wish to thank Doctor Walter Wukovits for his guidance through the whole project, great assistance and valuable suggestions for my work. I have completed this thesis with his patience, persistence and encouragement. Secondly, I would like to thank Professor Anton Friedl for giving me the opportunity to work in TU Wien and collaborate with him and his group for this project. I am thankful for his trust from the beginning until the end and his support during all this period. Also, I wish to thank for his readiness to help and support Professor Epaminondas Voutsas, who gave me the opportunity to carry out this thesis in TU Wien, and his valuable suggestions and recommendations all along the experimental work and calculations. Additionally, I would like to thank everybody at the office and laboratory at TU Wien for their comprehension and selfless help for everything I needed. Furthermore, I wish to thank Mersiha Gozid and all the students of Chemical Engineering Summer School for their contribution of data, notices, questions and solutions during my experimental work. And finally, I would like to thank my family and friends for their endless support and for the inspiration and encouragement to pursue my goals and dreams. Abstract An experimental study was conducted in order to investigate the vapor – liquid equilibrium of binary mixtures of Ethanol – Butan-2-ol, Methanol – Ethanol, Methanol – Butan-2-ol, Ethanol – Water, Methanol – Water, Acetone – Ethanol and Acetone – Butan-2-ol at ambient pressure using the dynamic apparatus Labodest VLE 602.