Getting the Most out of Vacuum Tubes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Basic Electronics
14 Basic Electronics In this chapter, we lead you through a study of the basics of electronics. After completing the chapter, you should be able to Understand the physical structure of semiconductors. Understand the essence of the diode function. Understand the operation of diodes. Realize the applications of diodes and their use in the design of rectifiers. Understand the physical operation of bipolar junction transistors. Realize the applications of bipolar junction transistors. Understand the physical operation of field-effect transistors. Realize the application of field-effect transistors. Perform rapid analysis of transistor circuits. REFERENCES 1. Giorgio Rizzoni, Principles and Applications of Electrical Engineering, McGraw Hill, 2003. 2. J. R. Cogdel, Foundations of Electronics, Prentice Hall, 1999. 3. Donald A., Neaman, Electronic Circuit Analysis and Design, McGraw Hill, 2001. 4. Sedra/Smith, Microelectronic Circuits, Oxford, 1998. 1 Basic Electronics 2 14.1 INTRODUCTION Electronics is one of the most important fields in existence today. It has greatly influenced everything since early 1900s. Everyone nowadays realize the impact of electronics on our daily life. Table 14-1 shows many important areas with tremendous impact of electronics. Table 14-1 Various Application Areas of Electronics Area Examples of Applications Automotives Electronic ignition system, antiskid braking system, automatic suspension adjustment, performance optimization. Aerospace Airplane controls, spacecrafts, space missiles. Telecommunications Radio, television, telephones, mobile and cellular communications, satellite communications, military communications. Computers Personal computers, mainframe computers, supercomputers, calculators, microprocessors. Instrumentation Measurement equipment such as meters and oscilloscopes, medical equipment such as MRI, X- ray machines, etc. Microelectronics Microelectronic circuits, microelectromechanical systems. Power electronics Converters, Radar Air traffic control, security systems, military systems, police traffic radars. -

Liste Des Tubes À Vide Il S'agit D'une Liste De Tubes À
Liste des tubes à vide Il s'agit d'une liste de tubes à vide ou vannes thermo-ioniques et basse pression tubes remplis de gaz ou tubes à décharge . Avant l'avènement des semi-conducteurs périphériques, des centaines de types de tubes ont été utilisés dans l'électronique grand public et industriels; aujourd'hui seuls quelques types sont encore utilisés dans des applications spécialisées. Table des matières 1 chauffage ou notes filament 2 embases de tube 3 systèmes de numérotation 3.1 systèmes nord-américain 3.1.1 système RMA (1942) 3.1.2 système RETMA (tubes recevant, 1953) 3.1.3 Chiffre systèmes uniquement 3.2 systèmes d'Europe occidentale 3.2.1 système Marconi-Osram 3.2.2 système Mullard-Philips 3.2.2.1 tubes standard 3.2.2.2 tubes de qualité spéciaux 3.2.2.3 tubes professionnels 3.2.2.4 tubes Transmission 3.2.2.5 Phototubes et des photomultiplicateurs 3.2.2.6 stabilisateurs 3.2.3 systèmes Mazda / Ediswan 3.2.3.1 ancien système 3.2.3.2 tubes de signaux 3.2.3.3 Puissance redresseurs 3.2.4 STC / Brimar système de réception des tubes 3.2.5 Tesla système de tubes de réception 3.3 système de normalisation industrielle japonaise 3.4 systèmes russes 3.4.1 tubes standard 3.4.2 tubes électriques à très haute 3,5 tubes désignation Très-haute puissance (Eitel McCullough et ses dérivés) 3.6 ETL désignation des tubes de calcul 3.7 systèmes de dénomination militaires 3.7.1 Colombie-système nommage CV 3.7.2 US systèmes de dénomination 3.8 Autres systèmes chiffre uniquement 3.9 Autre lettre suivie de chiffres 4 Liste des tubes américains, avec leurs -

1999-2017 INDEX This Index Covers Tube Collector Through August 2017, the TCA "Data Cache" DVD- ROM Set, and the TCA Special Publications: No
1999-2017 INDEX This index covers Tube Collector through August 2017, the TCA "Data Cache" DVD- ROM set, and the TCA Special Publications: No. 1 Manhattan College Vacuum Tube Museum - List of Displays .........................1999 No. 2 Triodes in Radar: The Early VHF Era ...............................................................2000 No. 3 Auction Results ....................................................................................................2001 No. 4 A Tribute to George Clark, with audio CD ........................................................2002 No. 5 J. B. Johnson and the 224A CRT.........................................................................2003 No. 6 McCandless and the Audion, with audio CD......................................................2003 No. 7 AWA Tube Collector Group Fact Sheet, Vols. 1-6 ...........................................2004 No. 8 Vacuum Tubes in Telephone Work.....................................................................2004 No. 9 Origins of the Vacuum Tube, with audio CD.....................................................2005 No. 10 Early Tube Development at GE...........................................................................2005 No. 11 Thermionic Miscellany.........................................................................................2006 No. 12 RCA Master Tube Sales Plan, 1950....................................................................2006 No. 13 GE Tungar Bulb Data Manual................................................................. -

A THESIS Presented to Georgia School of Technology in Partial
OPTIMUM OPERATING CONDITIONS OF A MULTI-GRID FREQUENCY CONVERTER A THESIS Presented to the Faculty of the Division of Graduate Studies Georgia School of Technology In Partial Fulfillment of the Requirements for the Degree Master of Science in Electrical Engineering William Thomas Clary, Jr. March 1948 C? . F^ 0 5fJ ii OPTIIVIUM OPERATING CONDITIONS OF A MULTI-GRID FREQUENCY CONVERTER Approved: ^2 ^L it Date Approved by Chairman Sxj- ±j /f^o iii ACKNOY^LEDGLIENTS I wish to express my sincerest thanks to Dr. W, A. Eds on for his invaluable aid and guidance in the problem herein undertaken. I also wish to thank Professor M. A. Honnell for his great assistance in carrying out the experimental study. iv PREPACK: MEANING OF SYMBOLS USED I .....Bessel*s Function of 1st kind, order m, and imaginary argument* G-m Signal electrode to plate transconductance. G_ Conversion transconductance. c E„ ...•Bias of first electrode from cathode. cl E ....Bias of third electrode from cathode. eg.....Total signal electrode voltage. e Total oscillator electrode voltage. W Angular frequency of the oscillator electrode voltage. ..g Angular frequency of signal electrode voltage. a __.•••Angular intermediate frequency. lb i .....Alternating component of plate current. iw ...Alternating component at w__, of plate current. R.•»•*.Amplitude of alternating component of signal voltage. s EQ.....Amplitude of alternating component of oscillator voltage• RT.....Plate load resistance. Li k......Boltzmann,s Constant, Tc Cathode temperature in degrees Kelvin. YQ..«..Input admittance in mho. Af•••.Frequency band width in cycles per second. a n» ^n, C ••••Empirical coefficients of plate family. -
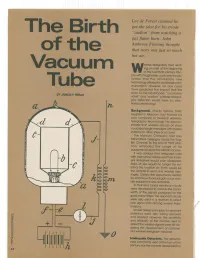
Lee De Forest Claimet\He Got the Idea for His Triode ''Audion" From
Lee de Forest claimet\he got the idea for his triode h ''audion" from wntching a gas flame bum. John Ambrose Flen#ng thought that story ·~just so much hot air. lreJess telegraphy held excit m WIng promise at the beginning of the twentieth century. Peo ~With Imagination could seethe po.. tentlal thot 'the rematkoble new technology offered forworlct1Nk:le com munfcotion. However, no one could hove predicted the impact that the soon-to-be-developed "osdllotlon volve" ond "oudlon" Wireless-telegra phy detector& wauid have on elec tronics technology. Backpouncl. Shortly before 1900, · Guglielmo Morconl had formed his own company to develop wireless telegraphy technology. He demon strated that wireless set-ups on ships eot~ld~messageswlth nearby stations on other ships or on land. t The Marconi Company hOd also j transmitted messages across the EhQ Jish Channel. By the end of 1901. Mar coni extended the range of his equipmenttospantheAtlan1tcOcean. It was obvlgus. 1hot ~raph ~MeS with subrhatlrie cables and ihelr lnber ent flmltations woUld soon disappear, Ships· at sea would no longer be iso la1ed. No locatlon on Eorth would. be too remote to send and receive mes sages. Clear1y; the opportunity existed tor enormous tiOOnciql gain once Jelio ble equlprrient was avoltable. To that end, 1Uned electrical circuits were developed to reduce the band width of the signals produced by ,the spark transrnlf'tirs. The resonont clfcults were also used in a receiver to select one signal from omong several trans missions. Slm~deslgn principles for resonont ontennas were also being explored and applied, However, the senstflvlty and reUabltlty of the devices used to ctetectthe Wireless signals were still hln cterlng the development of commer () cial wireless-telegraph nefWorks. -

History of Thethermionic Tube / Valve / Vacuum
History of theThermionic Tube / Valve / Vacuum Tube – Page 1 The following notes have been assembled by Phil (VK5SRP) from original material and material from several web sites, including Wikipedia for a class run at the North East Radio Club, South Australia January 2016. In electronics, a vacuum tube, an electron tube, or just a tube (North America), or valve (Britain and some other regions) is a device that controls electric current between electrodes in an evacuated container. Vacuum tubes mostly rely on thermionic emission of electrons from a hot filament or a cathode heated by the filament/heater. This type is called a thermionic tube or thermionic valve. A Photo-tube, however, achieves electron emission through the photoelectric effect. Not all electronic circuit valves/electron tubes are vacuum tubes (evacuated). Gas-filled tubes are similar devices containing a gas, typically at low pressure, which exploit phenomena related to electric discharge in gases, usually without a heater. Although thermionic emission was originally reported in 1873 by Frederick Guthrie, it was Thomas Edison's 1883 investigation that spurred future research, the phenomenon thus becoming known as the "Edison effect". Edison patented what he found, but he did not understand the underlying physics, nor did he have an inkling of the potential value of the discovery. It wasn't until the early 20th century that the rectifying property of such a device was utilised, most notably by John Ambrose Fleming, who used the Diode tube to detect (demodulate) radio signals. Lee De Forest's 1906 "Audion" was also developed as a radio detector, and soon led to the development of the Triode tube. -

Restoring a Patterson Model 308 – Gerry O’Hara for SPARC
Restoring a Patterson Model 308 – Gerry O’Hara for SPARC Introduction The SPARC Museum in Coquitlam, BC, Canada is an interesting place to be on a Sunday – there are usually a few ‘drop ins’ every week – folks that turn up at the museum with an interesting set to ask us about – usually questions like “can you get it to work?”, “can you identify this set/how old is it?”, “what’s it worth?”, or “ do you have a tube for this?”. Folks also want to donate sets to the Museum – which is great, but in recent years the Museum has been running out of space. This has meant two things – we have had to introduce a program of ‘de-acquisition’ for things that are ‘peripheral’ to radio/the mission of the Museum, that the Museum has duplicates of, or items that are not rare and are in poor shape. The second ‘triage factor’ is the country of origin – the name of the Museum is a clue here – with a primary focus on items of Canadian origin. However, there are many radios not manufactured in Canada that the museum is also interested in – especially those manufactured in Europe and the USA. Radios from the latter were widely sold across Canada and/or were imported across the USA/Canada border, and from the former by European immigrants bringing their radios with them and/or through a network of Canadian distributors for sets of European manufacture, especially from the UK. As a result, sets manufactured in the USA are very common in Canada, especially those from the larger manufacturers of the day. -

The Venerable Triode
The Venerable Triode The very first gain device, the vacuum tube Triode, is still made after more than a hundred years, and while it has been largely replaced by other tubes and the many transistor types, it still remains popular in special industry and audio applications. I have some thoughts on why the Triode remains special for audio amplifiers (apart from sentimental value) that I would like to share. But first, a quick tutorial about Triodes: The earliest Triode was Lee De Forest's 1906 “Audion”. Over a hundred years development has resulted in many Triodes, large and small. The basic design has remained much the same. An evacuated container, usually glass, holds three signal connections, seen in the drawing as the Cathode, Grid and Plate (the Plate is also referred to as the Anode). In addition you see an internal heater, similar to a light bulb filament, which is used to heat the Cathode. Triode operation is simple. Electrons have what's known as “negative electrostatic charge”, and it is understood that “like” charges physically repel each other while opposite charges attract. The Plate is positively charged relative to the Cathode by a battery or other voltage source, and the electrons in the Cathode are attracted to the Plate, but are prevented by a natural tendency to hang out inside the Cathode and avoid the vacuum. This is where the heater comes in. When you make the Cathode very hot, these electrons start jumping around, and many of them have enough energy to leave the surface of the Cathode. -

Silver Service ORIGIN Driver Tubes Have Coloured Stickers, Path
AUDION SILVER NIGHT SPECIAL EDITION AUDION SILVER NIGHT SPECIAL EDITION EXOTICA INTEGRATED VALVE AMPLIFIER £4,150 INTEGRATED VALVE AMPLIFIER £4,150 EXOTICA The Silver Night warmth somehow feels more natural to mean-spiritedness and is overcome Special Edition and is accompanied with masses of by using better and thicker silver has attractive airy detail that is highly extended wiring – as I suspect is the case here. designer lines yet very sweet and free from grain, My appetite is whetted so I play the all placed in a wonderfully inky black Bass With Chorus Aria – Eilt, Ihr and silent backdrop. Angefochtnen Seelen from JS Bach’s St Playing Lorde’s Royals on vinyl via my John Passion conducted by Karl Richter Timestep T-01 MC phono stage (HFC on HDCD. 371) is surprising. This track has really I am now better prepared for my deep bass and I’m expecting the Special expectations to be exceeded. Large Edition Silver Night to stumble, but I’m flowing introductory sweeps of the actually the one that’s wrong-footed. orchestra have excellent breadth Bass is deep and far faster than this and tone and the bass vocal rises design has any right to deliver. A single- majestically with real authority and ended 300B amplifier should, by rights luscious body and weight. The struggle here, but this performance has orchestra doesn’t have massive weight, rasp and plenty of taut bass front-to-back depth, but this criticism detail that doesn’t slouch behind the seems churlish, as this rendition is way higher octaves. -

Behemoth: Restoration of an RCA Victor Model 15K-1 – Gerry O'hara
A Mid-1930’s ‘Magic’ Behemoth: Restoration of an RCA Victor Model 15K-1 – Gerry O’Hara Background I recently completed the refurbishment of a Marconi CSR-5 receiver for a friend. Shortly before work on that receiver was completed, he asked if I would be able to restore an RCA Victor 15K-1 receiver as my next project. Quite a different ‘beast’ from the CSR-5, a WWII Canadian communications receiver built for the Canadian Navy, whereas the RCA Victor 15K-1 is a high-end domestic console style set dating from the 1936/37 model year. The cabinet was in poor condition (photo, right), and in need of stripping/re-finishing, but the chassis appeared complete and in reasonable shape from the photos I was sent in advance. To save bringing the large, heavy cabinet over to Victoria from the BC Mainland, and as I don’t have the facility to refinish large cabinets at my house at the moment, it was agreed that I would restore the chassis and the cabinet would be restored by a mutual friend at the SPARC Museum. The RCA ‘K’ series Radios and the ‘Magic Brain’ RCA Victor introduced receivers with a separate RF sub- chassis, marketed as the ‘Magic Brain’, in the mid-1930’s, initially with their models 128, 224, C11-1 and others: “Inside RCA Victor all-wave sets is an uncanny governing unit ... Human in its thinking, we compare it to the human brain. You choose the broadcast - from no matter where in the whole world. Then, watchman-like, it keeps out undesired radio signals. -
Frequency Characteristics of the Electron-Tube Oscillation Generator
FREQUENCY CHARACTERISTICS OF THE ELECTRON—TUBE OSCILLATION GENERATOR BY RAY STUART QUICK B. S. University of California, 1916 THESIS Submitted in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE IN ELECTRICAL ENGINEERING IN THE GRADUATE SCHOOL OF THE! UNIVERSITY OF ILLINOIS 1919 UNIVERSITY OF ILLINOIS THE GRADUATE SCHOOL I HEREBY RECOMMEND THAT THE THESIS PREPARED UNDER MY SUPERVISION BY Hay Stuart 4uick ENTITLED Jgraqstaney Character i st.i cs of the Electron-Tube Oscillation Generator BE ACCEPTED AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE DEGREE OF Master of Snionoe in Eleotri nol Engin eering . \Mm Head of Department Recommendation concurred in :! Committee on Final Examination* *Required for doctor's degree but not for master's 1 CONTENTS I INTRODUCTION Page 1. Scope of work 2 2. Historical review. 2 II THEORETICAL DISCUSSION OP PROBLEM 1. General principles of operation. 4 2. Circuits used. 6 3. Work of previous investigators. 6 4. Mathematical solution of circuits. 8 III APPARATUS AND METHODS 1. Electron- tubes used. 13 2. Circuit properties. 13 3. Frenuency determinations. 13 IV DATA AND EXPERIMENTAL RESULTS 1. Observed conditions necessary for constant eurrent and for oscillating eurrent. 36 2. Oscillograms. 36 3. Experimental results. 37 V CONCLUSIONS 1. Comparison of experimental ^nd theoretical results. 45 2. Suggestions as to future work 45 VI BIBLIOGRAPHY 47 2 I INTRODUCTIOU 1. Scope of Work. The development of the electron- tube ( also called three-electrode vacuum tube, vacuum- tube, thermionic amplifier, audion, etc. ) has brought to light many new and interest- ing problems. In using the tube as a source of continuous oscilla- tions it is desirable to be able to predetermine the frequency, wave-form and amplitude characteristics. -

英国の軍用撫線機で, 第6章を一応終える。 第7革 無拉惧アラカルトは省略し,第8葦 各様 データの第1項 目本絹川,第2項 米酢I川1,第3 項 その他の国の刑用のうら,第2項 米国粥川のV T Nuillberと第3項のうち圭に英睦ⅲ川=一郎NAT O準jrhのcv Numberを今匝=ま取り上げて解説する ことにする。
軍川無柁櫓概説の総目次では,第6草 第2次大戦 後の鷹緑筒の動向を荊1耳 軌鮮戦争,第2項 中東 戦争.第3項 ベトナム戦争,第4項 現代掛こ要求 VVVVVVVVVVVVVVVVVVVVVVVVVVVVVVVVVVVT,Tl 1 1 1 1 1 1 ■一 1 1 1 1 1 「.■. l l されるもの.と小項目に分けて耶説する予定であった が.前号の第1項 糾鮮戦争(7)英国の軍用撫線機で, 第6章を一応終える。 第7革 無拉惧アラカルトは省略し,第8葦 各様 データの第1項 目本絹川,第2項 米酢I川1,第3 項 その他の国の刑用のうら,第2項 米国粥川のV T NuIllberと第3項のうち圭に英睦Ⅲ川=一郎NAT O準JrHのCV Numberを今匝=ま取り上げて解説する ことにする。 8 Vacuum Tube NumberとCommunications Valve Number 第1表 VTナンパ嶋表(その日 VT Nm11berとCV Numberは,(その60)で肺説 した無線隣器の命名法と同じ時期に制定されて,第2 VT No. Tube Type Hth ClaH Dt亨Crlptl【‖1 mVTVTVTVTVTVTVTVTVTVTVTVT叩WVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTVTV→V→V→V→V→V→V→日日V→町VIH12ユ44156781111111112〜22222222231333331131414111111144 VE-~0コA T.trlodt amP.(obSql亡とり 次大戦【卜の連合国軍川j惧掛こ鮒‡ほれた屯子管の表示 VE-2058 0b501tt亡 は.公式にはlJT菅又はCV管名が記載されている。 AHRC 。12二J▲▼6789012≡5弘67890123456789抽012拍ミ56…7; Coml¶亡rcla1 211 T.亡rlode amp. 第2次大戦後.米国国防総省はMI L-SPEC,M JAN 211 WE_215人 R.AFもIF amp. I L-HDBIく等の見直しと整備を実施し,1959年11月 212A T.trlode 8mP.fobさ01亡tt〉 VX・・12 R.trlod亡 dtttCt.aMP.t UV-204 T.trlt】d8 † にMilitary Handbook-213ElecLron Tubes,Cross 0b5018te IIldexaIldTyPeldelllihcatio11を発行した。1963咋11 川二はMIL-HDBK-213Aに改定され.多少の改定を 860 T・tetr■Ode さmp. 経て,現在もこの213Aが適川さJしている。 0bSDltltt 861 T・七色ヒrode amp. hlJ L-HDliK-213Aには,粥川電子管の一般名 0b801ett 称,最新型名称.他の呼称法(VT.CV等)及び用 204人 T.trlode Ob501亡tモ 途が記鵜されている。 864 R.trlode 帥P.(lov n01引H 10 T.もR.trlode 帥P. 1ページ当り約50使用の電子符が戦っていて,303ペ 10 8peC141 22 R.tetrode amp.tOb301ettI ージにわたって粥川として使用された電子管について 30 R,trlodt d亡teCt.amP. 24.24人 R.tetrode amp. 27 R.trlodt dtttCt.amp. は全て的昭されている。 01人 (obSqltteI 31 R.trlodt pt川tr む叩. 車代-ほれている屯手管規惜表等に掲破きJしているV