I Welding Show Provides the Ultimate "Hands-On" Experience
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Busch's Battle Ends in Glory
8 – THE DERRICK. / The News-Herald Wednesday, December 09, 2015 QUESTIONS & ATTITUDE Compelling questions... and maybe a few actual answers What will I do for NASCAR news? It’s as close as we get to NASCAR hanging a “Gone fishing” sign on the door. Now what? After 36 races, a goodbye to Jeff Gordon and con- SPEED FREAKS gratulations to Kyle Busch, and with only about A couple questions Mission accomplished two months until the engines crank at Daytona, we had to ask — you need more right now? These days, this is the ourselves closest thing NASCAR has to a dark season. But there’ll be news. What sort of news? Danica Patrick’s NASCAR’s corner-office suits are huddling with newest Busch’s battle the boys in legal to find a feasible way to turn its race teams into something resembling fran- GODSPEAK: Third chises, which would break from the independent- crew chief in contractor system that served the purposes four years. Crew since the late-’40s. Well, it served NASCAR’s ends in glory purposes, along with owners and drivers who chief No. 1, Tony Gibson, took ran fast enough to escape creditors. But times Kurt Busch to the have changed; you’ll soon be reading a lot about men named Rob Kauffman and Brent Dewar and Chase this year. something called the Race Team Alliance. KEN’S CALL: It’s starting to take on Will it affect the race fans and the the feel of a dial- racing? a-date, isn’t it? Nope. So maybe you shouldn’t pay attention. -

NASCAR Sponsorship: Who Is the Real Winner? an Event Study Proposal
NASCAR Sponsorship: Who is the Real Winner? An event study proposal A thesis submitted to the Miami University Honors Program in partial fulfillment of the requirements for University Honors with Distinction by Meredith Seurkamp May 2006 Oxford, Ohio ii ABSTRACT NASCAR Sponsorship: Who is the Real Winner? An event study proposal by Meredith Seurkamp This paper investigates the costs and benefits of NASCAR sponsorship. Sports sponsorship is increasing in popularity as marketers attempt to build more personal relationships with their consumers. These sponsorships range from athlete endorsements to the sponsorship of an event or physical venue. These types of sponsorships have a number of costs and benefits, as reviewed in this paper, and the individual firm must use its discretion whether sports sponsorship coincides with its marketing goals. NASCAR, a sport that has experienced a recent boom in popularity, is one of the most lucrative sponsorship venues in professional sports. NASCAR, which began as a single race in 1936, now claims seventy-five million fans and over one hundred FORTUNE 500 companies as sponsors. NASCAR offers a wide variety of sponsorship opportunities, such as driver sponsorship, event sponsorship, track signage, and a number of other options. This paper investigates the fan base at which these marketing messages are directed. Research of NASCAR fans indicates that these fans are typically more brand loyal than the average consumer. NASCAR fans exhibit particular loyalty to NASCAR sponsors that financially support the auto racing sport. The paper further explains who composes the NASCAR fan base and how NASCAR looks to expand into additional markets. -

1968 Hot Wheels
1968 - 2003 VEHICLE LIST 1968 Hot Wheels 6459 Power Pad 5850 Hy Gear 6205 Custom Cougar 6460 AMX/2 5851 Miles Ahead 6206 Custom Mustang 6461 Jeep (Grass Hopper) 5853 Red Catchup 6207 Custom T-Bird 6466 Cockney Cab 5854 Hot Rodney 6208 Custom Camaro 6467 Olds 442 1973 Hot Wheels 6209 Silhouette 6469 Fire Chief Cruiser 5880 Double Header 6210 Deora 6471 Evil Weevil 6004 Superfine Turbine 6211 Custom Barracuda 6472 Cord 6007 Sweet 16 6212 Custom Firebird 6499 Boss Hoss Silver Special 6962 Mercedes 280SL 6213 Custom Fleetside 6410 Mongoose Funny Car 6963 Police Cruiser 6214 Ford J-Car 1970 Heavyweights 6964 Red Baron 6215 Custom Corvette 6450 Tow Truck 6965 Prowler 6217 Beatnik Bandit 6451 Ambulance 6966 Paddy Wagon 6218 Custom El Dorado 6452 Cement Mixer 6967 Dune Daddy 6219 Hot Heap 6453 Dump Truck 6968 Alive '55 6220 Custom Volkswagen Cheetah 6454 Fire Engine 6969 Snake 1969 Hot Wheels 6455 Moving Van 6970 Mongoose 6216 Python 1970 Rrrumblers 6971 Street Snorter 6250 Classic '32 Ford Vicky 6010 Road Hog 6972 Porsche 917 6251 Classic '31 Ford Woody 6011 High Tailer 6973 Ferrari 213P 6252 Classic '57 Bird 6031 Mean Machine 6974 Sand Witch 6253 Classic '36 Ford Coupe 6032 Rip Snorter 6975 Double Vision 6254 Lolo GT 70 6048 3-Squealer 6976 Buzz Off 6255 Mclaren MGA 6049 Torque Chop 6977 Zploder 6256 Chapparral 2G 1971 Hot Wheels 6978 Mercedes C111 6257 Ford MK IV 5953 Snake II 6979 Hiway Robber 6258 Twinmill 5954 Mongoose II 6980 Ice T 6259 Turbofire 5951 Snake Rail Dragster 6981 Odd Job 6260 Torero 5952 Mongoose Rail Dragster 6982 Show-off -
Table of Contents
TABLE OF CONTENTS MEDIA INFORMATION 1 FOX NASCAR PRODUCTION STAFF 2 DAYTONA 500 PRODUCTION ELEMENTS 3-4 DAYTONA 500 AUDIENCE FACTS 5-6 DAYTONA 500 AUDIENCE HISTORY 7-8 DAYTONA SPEEDWEEKS ON FOX PROGRAMMING SCHEDULE 9-12 JEFF GORDON’S DAYTONA 500 KICKOFF CELEBRATION ON FOX 13 FOX DEPORTES 14 FOX DIGITAL 15-17 FOX SPORTS SUPPORTS 18 FOX NASCAR HISTORY & TIMELINE 19-21 MOTOR SPORTS ON FOX 22-24 BROADCASTER & EXECUTIVE BIOS 25-48 MEDIA INFORMATION The FOX NASCAR Daytona 500 press kit has been prepared by the FOX Sports Communications Department to assist you with your coverage of this year’s “Great American Race” on Sunday, Feb. 21 (1:00 PM ET) on FOX and will be updated continuously on our press site: www.foxsports.com/presspass. The FOX Sports Communications staff is available to provide further information and facilitate interview requests. Updated FOX NASCAR photography, featuring new FOX NASCAR analyst and four-time NASCAR champion Jeff Gordon, along with other FOX on-air personalities, can be downloaded via the aforementioned FOX Sports press pass website. If you need assistance with photography, contact Ileana Peña at 212/556-2588 or [email protected]. The 59th running of the Daytona 500 and all ancillary programming leading up to the race is available digitally via the FOX Sports GO app and online at www.FOXSportsGO.com. FOX SPORTS ON-SITE COMMUNICATIONS STAFF Chris Hannan EVP, Communications & Cell: 310/871-6324; Integration [email protected] Lou D’Ermilio SVP, Media Relations Cell: 917/601-6898; [email protected] Erik Arneson VP, Media Relations Cell: 704/458-7926; [email protected] Megan Englehart Publicist, Media Relations Cell: 336/425-4762 [email protected] Eddie Motl Manager, Media Relations Cell: 845/313-5802 [email protected] Claudia Martinez Director, FOX Deportes Media Cell: 818/421-2994; Relations claudia.martinez@foxcom 2016 DAYTONA 500 MEDIA CONFERENCE CALL & REPLAY FOX Sports is conducting a media event and simultaneous conference call from the Daytona International Speedway Infield Media Center on Thursday, Feb. -

Exploring Changes in NASCAR-Related Titles in the New York Times and the Johnson City Press
East Tennessee State University Digital Commons @ East Tennessee State University Electronic Theses and Dissertations Student Works 12-2008 Exploring Changes in NASCAR-Related Titles in the New York Times and the Johnson City Press. Wesley Michael Ramey East Tennessee State University Follow this and additional works at: https://dc.etsu.edu/etd Part of the Journalism Studies Commons, and the Public Relations and Advertising Commons Recommended Citation Ramey, Wesley Michael, "Exploring Changes in NASCAR-Related Titles in the New York Times and the Johnson City Press." (2008). Electronic Theses and Dissertations. Paper 2015. https://dc.etsu.edu/etd/2015 This Thesis - Open Access is brought to you for free and open access by the Student Works at Digital Commons @ East Tennessee State University. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of Digital Commons @ East Tennessee State University. For more information, please contact [email protected]. Exploring Changes in NASCAR-Related Titles in the New York Times and the Johnson City Press ___________________ A thesis presented to the faculty of the Department of Communication East Tennessee State University In partial fulfillment of the requirements for the degree Master of Arts in Professional Communication ___________________ by Wesley M. Ramey December 2008 ___________________ Dr. Patricia A. Cutspec, Chair Dr. Jack Mooney Dr. Brian C. Smith Keywords: NASCAR, New York Times, Johnson City Press, Titles, Media Coverage, Burke’s Method of Indexing, Indices of Meaning ABSTRACT Exploring Changes in NASCAR-Related Titles in the New York Times and the Johnson City Press by Wesley M. Ramey NASCAR has become one of America’s fastest growing spectator sports, and corporate sponsors have played an important part in this upsurge in popularity. -

68 Mustang $59.00, While the Door Automotive Modelers Me Not Only the Amount GT
MAMA Sez! Volume 22, Issue 6 February, 2009 This is the newsletter It’s Time to Go Racin’ !! of the Maryland It continues to amaze new plastic ‘68 Mustang $59.00, while the door Automotive Modelers me not only the amount GT. Thanks, dudes! box contributed another Association of modelers that consis- Don’t forget to check $91.00. Yay—we made tently show up for our out the new Mustang the rent. Thanks, guys. ‘Lectric Caddy?! 1 monthly ‘bull sessions,’ Cobra Jet racer on page Thanks to the following Ref. Review 2 but also at how, eventu- 12. Talk about retro! donors: Brad, Ed Brown, ally, stragglers manage to Especially considering Ron Bradley, Ron Ham- Revell ‘68 Mustang 3 carry the meeting out that the NHRA Winter- ilton, Phil Jones, Ron Barn Find 4 into the parking lot! nationals was the begin- Leedy, Charlie Magers, ‘NOTHER Barn 5 This month, we can ning of February, where J.C. Reckner, yours Find? thank Rich Wilson and these awesome cars de- truly, Rich Wilson, Rep- T ‘n T 6 Ron Hamilton for their buted, winning their class licas & Miniatures Co. So Long, Farewell, 9 opinions of reference in an all-Mustang final. of MD, and yours truly. & Buh-Bye! material, and Revell’s The raffle raised Thanks, guys! Lets Go Racin’! 10 ‘08 Cobra Jet?! 12 ‘Lectric Caddy?! Philly Sit-Down 13 GMs’ tight finances they have to prove may keep them from they have the cash. building a production It would have a 2009 Meeting Schedule version of the recently range of 40 miles on Meetings are scheduled for revealed Cadillac Con- electricity, with a the third Saturday of the month Edmunds.com, the ‘09 (unless noted otherwise). -

2007 President's Annual Report
Report of the President President the of Report Report of the President Indiana State University 2006-2007 Indiana State University University State Indiana 2006-2007 www.indstate.edu www.indstate.edu The Seventh Street Arts Corridor, running from Indiana State’s Ground was broken in November 2006 for the Cherry Street campus through downtown Terre Haute, includes two libraries, Multi-Modal Transportation Facility located adjacent to the an art museum, an historic movie theater, and ISU’s New Hulman Center. Theater and Center for Performing and Fine Arts. Report of the President Indiana State University 2006-2007 Indiana State University Board of Trustees MICH A E L J. All EY RON CA R P EN T ER RICH A RD SH A G L EY PRES I DENT Vic E PRES I DENT SE C RETARY CARMEL IND I ANAPOL I S TERRE HAUTE NORM A N L. LOWERY BA R ba R A HOUSE AMY L. HUN T SINGER ASS I STANT SE C RETARY IND I ANAPOL I S FRANKTON TERRE HAUTE R. BROOKS LAPla N T E GEORGE PI ll OW JOHN THYEN TERRE HAUTE IND I ANAPOL I S JASPER 2006-2007 Report of the President Indiana State University TABLE OF CONTENTS Welcome from the President ....................................1 Best in the Midwest ................................................2 Community Engagement .........................................3 Building for the Future ............................................13 Distinctive Programs ...............................................17 Networks Financial Institute .....................................21 Minas Center for Investment and Financial Education ..26 Experiential -
2015 Chase Grid Outlook Chase Clint Bowyer (No
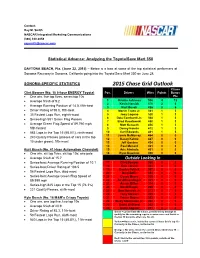
Contact: Ray M. Smith NASCAR Integrated Marketing Communications (386) 310-6058 [email protected] Statistical Advance: Analyzing the Toyota/Save Mart 350 DAYTONA BEACH, Fla. (June 22, 2015) – Below is a look at some of the top statistical performers at Sonoma Raceway in Sonoma, California going into the Toyota/Save Mart 350 on June 28. SONOMA-SPECIFIC STATISTICS 2015 Chase Grid Outlook Chase Clint Bowyer (No. 15 5-hour ENERGY Toyota) Pos. Drivers Wins Points Bonus One win, five top fives, seven top 10s Pts Average finish of 9.2 1 Jimmie Johnson 506 4 12 2 Kevin Harvick 576 2 6 Average Running Position of 14.0, fifth-best 3 Kurt Busch 426 2 6 Driver Rating of 95.0, fifth-best 4 Martin Truex Jr. 561 1 3 35 Fastest Laps Run, eighth-most 5 Joey Logano 520 1 3 Series-high 591 Green Flag Passes 6 Dale Earnhardt Jr. 508 1 3 7 Brad Keselowski 480 1 3 Average Green Flag Speed of 89.760 mph, 8 Matt Kenseth 456 1 3 fifth-fastest 9 Denny Hamlin 412 1 3 583 Laps in the Top 15 (58.5%), ninth-most 10 Carl Edwards 401 1 3 11 Jamie McMurray 464 0 0 240 Quality Passes (passes of cars in the top 12 Kasey Kahne 447 0 0 15 under green), fifth-most 13 Jeff Gordon 434 0 0 14 Paul Menard 421 0 0 Kurt Busch (No. 41 Haas Automation Chevrolet) 15 Aric Almirola 401 0 0 One win, six top fives, six top 10s; one pole 16 Ryan Newman 400 0 0 Average finish of 15.7 Outside Looking In Series-best Average Running Position of 10.1 17 Clint Bowyer 388 0 0 Series-best Driver Rating of 106.5 18 Kyle Larson 361 0 0 19 Danica Patrick 357 0 0 58 Fastest Laps Run, third-most 20 Greg Biffle 351 0 0 Series-best Average Green Flag Speed of 21 Casey Mears 339 0 0 89.999 mph 22 AJ Allmendinger 321 0 0 Series-high 845 Laps in the Top 15 (76.3%) 23 Austin Dillon 314 0 0 24 David Ragan 299 0 0 221 Quality Passes, sixth-most 25 Sam Hornish Jr. -

KEVIN HARVICK: Career Highlights 2019 Won the Gander RV Duel at Daytona Qualifying Race on Feb
KEVIN HARVICK: Career Highlights 2019 Won the Gander RV Duel at Daytona Qualifying Race on Feb. 14 at Daytona International Speedway. Led 44 of 60 laps. Captured Busch Poles on March 1 Las Vegas Motor Speedway, April 12 at Richmond (Va.) Raceway and May 10 at Kansas Speedway in Kansas City. Has 28 career Busch Poles. 2018 Finished third in Monster Energy NASCAR Cup Series point standings as a member of the 16-driver playoffs. Advanced to the Championship 4 for the fourth time in five years. Finished in the top-five in the standings for the 10th time in his career. Won a career-high eight Cup Series point races, which tied him with Kyle Busch for the most wins in 2018. Scored victories Feb. 25 at Atlanta Motor Speedway , March 4 at Las Vegas Motor Speedway, March 11 at ISM Raceway near Phoenix, May 6 at Dover (Del.) International Speedway, May 12 at Kansas Speedway in Kansas City, July 22 at New Hampshire Motor Speedway in Loudon, August 12 at Michigan International Speedway in Brooklyn, and November 4 at Texas Motor Speedway in Fort Worth. Harvick’s win at Las Vegas was the 100th of his career in NASCAR’s top three series and his 100th top-10 since joining Stewart- Haas Racing (SHR) in 2014. Victory at Phoenix was Harvick’s 40th career Cup Series win and it marked only the 24th time in NASCAR’s modern era (1972 to present) where a driver has won three consecutive races. By winning at Kansas Speedway, Harvick’s notched his fifth win and became the first driver to notch five wins in the first 12 races of the season since Jeff Gordon in 1997. -

2018 Silent Auction Die-Cast Items October 20, 2018 Silent Auctions Open at 10:30 A.M
2018 Silent Auction Die-Cast Items October 20, 2018 Silent Auctions Open at 10:30 a.m. - Will close at 1:15 & 1:30 p.m. Items listed are not in their final order Clearance!!! Bargain Die-Cast Boxes Individual & Bundled 1/64 Scale Die-Casts JUST $3.00 Each or 2 for $5.00 BUY-IT-NOW - Cash-n-Carry Values Up To $30.00 Donated by (See Individual Bid Cards) SUNOCO Inaugural Year "Official Fuel of NASCAR" 2004 SUNOCO Race Car Hauler Sides open to display inside of Trailer; Lights & Sound Operated (Battery not included) Includes Race Car & Pit Wagon w/ Flag Stands & Gas Cans (Serial No. 027214) In original sealed clear plastic Donated by The Collection of Sharon Palatas NASCAR – Die Cast SET "The LEGENDARY Earnhardt Racing Family" 1:64 Scale 3 Car Set Collectable Tin Includes: 1) Ralph Earnhardt #8 - 1969 Chevrolet Camaro, 2) Dale Earnhardt #3 - GM Goodwrench Service Plus / Talladega Win 2000 Monte Carlo (H/O) 3) Dale Earnhardt Jr. #8 - Budweiser / Texas Victory 2000 Monte Carlo (H/O & Display Base). (with Certificate of Authenticity) Donated by The Collection of Sharon Palatas NASCAR Cup Series – Die-Cast Ken Schrader #49 1:24 Scale Die-Cast 2004 Ken Schrader #49 Schwan's Home Delivery DODGE Intrepid by Racing Champions LIMITED EDITION Donated by The Collection of Sharon Palatas Page 1 of 9 NASCAR Cup Series – Die Cast Dale Earnhardt Inc. DEI #3, #1, #8 Pit Stop Practice Car 2000 Chevrolet Monte Carlo LIMITED EDITION 1:24 Scale Die Cast (1 of 2,508) Donated by The Collection of Sharon Palatas NASCAR Cup Series – Die Cast Robby Gordon 2004 Robby -

2006 ALLSTATE 400 at the BRICKYARD Logo | Color
2006 ALLSTATE 400 at the BRICKYARD logo | Color FOLD PRIMARY SECONDARY Non-gradient version. For use on embroidery, etc if necessary. PANTONE Process Black PANTONE 877 Metallic PANTONE 116 PANTONE 288 or PANTONE 421 2006 ALLSTATE® 400 AT THE BRICKYARD® DAILY TRACKSIDE REPORT DAY 1 – FRIDAY, AUG. 4, 2006 Page 1 Welcome to the 13th annual Allstate 400 at the Brickyard at the Indianapolis Motor Speedway. The Allstate 400 at the Brickyard is the 21st race of the 2006 NASCAR NEXTEL Cup Series. Notes, quotes, trivia, historical information and other items will appear on these pages through Sunday, Aug. 6. Our Media Center staff, headed by Indianapolis Motor Speedway Public Relations Director Ron Green and Media Center Manager Bill York, is here to assist you and answer your questions during this event. *** TODAY’S SCHEDULE (all times local): 8 a.m. Indianapolis Motor Speedway public gates open 9 a.m.-1 p.m. Chevy Day at the Brickyard activities, Pagoda Plaza, Museum Lot 1:30-2:30 p.m. NASCAR NEXTEL Cup Series practice 3:30-4:30 p.m. NASCAR NEXTEL Cup Series practice *** Timing and scoring monitors are located throughout the Media Center with up-to-the-minute times and speeds. *** Allstate 400 at the Brickyard information is available on the World Wide Web this week on the official Indianapolis Motor Speedway site, http://www.indianapolismotorspeedway.com, and the official NASCAR site, http://www.nascar.com. Included in the information will be practice summaries and performance histories, qualifying results, Daily Trackside Reports, driver quotes, race lineups and results. -
The NASCAR Playoff System Is Broken Who Had the Best Season? Part II
The NASCAR Playoff System is Broken Who had the best season? Part II Kurk Altmann 9.9.2020 [email protected] Abstract The last paper showed that there was a flaw in the different playoff systems since the winner each season depended greatly on which playoff system was being used. With that said, it was not clear how to determine which playoff system was best and even more challenging to determine who had the best season. This paper sets out to determine which NASCAR driver between the years 1975-2019 had the best season. After establishing a way to determine who had the best season, a better understanding of which playoff system is superior becomes clearer. It will never be possible to definitively determine who was the best driver because of equipment, era and other factors but it is possible to say who had the best season and how many best seasons a diver had. The driver with the best season all time also had the second-best season of all time and the name of that driver may surprise you. Introduction If you watch any of those shows where experts debate sports, they will certainly debate who was the Greatest of All Time (G.O.A.T.) of a specific sport. Jordon or LeBron? Tiger or Jack? Brady or the field? What never gets discussed is Petty, Earnhardt or Johnson. Probably because NASCAR isn’t a major sport in the US with the coverage football or basketball gets. Even so, it seems that the NASCAR community is content in the number of championships determining who was the G.O.A.T.