Environmental Protection Agency
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

History of the Chlor-Alkali Industry
2 History of the Chlor-Alkali Industry During the last half of the 19th century, chlorine, used almost exclusively in the textile and paper industry, was made [1] by reacting manganese dioxide with hydrochloric acid 100–110◦C MnO2 + 4HCl −−−−−−→ MnCl2 + Cl2 + 2H2O (1) Recycling of manganese improved the overall process economics, and the process became known as the Weldon process [2]. In the 1860s, the Deacon process, which generated chlorine by direct catalytic oxidation of hydrochloric acid with air according to Eq. (2) was developed [3]. ◦ 450–460 C;CuCl2 cat. 4HCl + O2(air) −−−−−−−−−−−−−−→ 2Cl2 + 2H2O(2) The HCl required for reactions (1) and (2) was available from the manufacture of soda ash by the LeBlanc process [4,5]. H2SO4 + 2NaCl → Na2SO4 + 2HCl (3) Na2SO4 + CaCO3 + 2C → Na2CO3 + CaS + 2CO2 (4) Utilization of HCl from reaction (3) eliminated the major water and air pollution problems of the LeBlanc process and allowed the generation of chlorine. By 1900, the Weldon and Deacon processes generated enough chlorine for the production of about 150,000 tons per year of bleaching powder in England alone [6]. An important discovery during this period was the fact that steel is immune to attack by dry chlorine [7]. This permitted the first commercial production and distribu- tion of dry liquid chlorine by Badische Anilin-und-Soda Fabrik (BASF) of Germany in 1888 [8,9]. This technology, using H2SO4 for drying followed by compression of the gas and condensation by cooling, is much the same as is currently practiced. 17 “chap02” — 2005/5/2 — 09Brie:49 — page 17 — #1 18 CHAPTER 2 In the latter part of the 19th century, the Solvay process for caustic soda began to replace the LeBlanc process. -

Integrated Pollution Prevention and Control (IPPC) Reference Document on Best Available Techniques in the Chlor-Alkali Manufacturing Industry December 2001
EUROPEAN COMMISSION Integrated Pollution Prevention and Control (IPPC) Reference Document on Best Available Techniques in the Chlor-Alkali Manufacturing industry December 2001 Executive summary EXECUTIVE SUMMARY This reference document on best available techniques in the chlor-alkali industry reflects an information exchange carried out according to Article 16(2) of Council Directive 96/61/EC. The document has to be seen in the light of the preface which describes the objectives of the document and its use. The chlor-alkali industry The chlor-alkali industry is the industry that produces chlorine (Cl2) and alkali, sodium hydroxide (NaOH) or potassium hydroxide (KOH), by electrolysis of a salt solution. The main technologies applied for chlor-alkali production are mercury, diaphragm and membrane cell electrolysis, mainly using sodium chloride (NaCl) as feed or to a lesser extent using potassium chloride (KCl) for the production of potassium hydroxide. The diaphragm cell process (Griesheim cell, 1885) and the mercury cell process (Castner- Kellner cell, 1892) were both introduced in the late 1800s. The membrane cell process was developed much more recently (1970). Each of these processes represents a different method of keeping the chlorine produced at the anode separate from the caustic soda and hydrogen produced, directly or indirectly, at the cathode. Currently, 95% of world chlorine production is obtained by the chlor-alkali process. The geographic distribution of chlor-alkali processes world-wide differs appreciably (production capacity of chlorine): - western Europe, predominance of mercury cell process (June 2000): 55% - United States, predominance of diaphragm cell process: 75% - Japan, predominance of membrane cell process: >90% The remaining chlorine production capacity in western Europe consists of (June 2000) diaphragm cell process 22%, membrane cell process 20% and other processes 3%. -
1. the Diagram Below Shows an Electrolytic Cell Using Graphite Electrodes
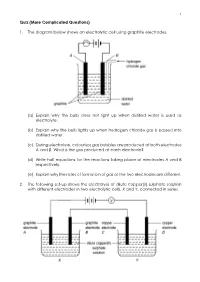
1 Quiz (More Complicated Questions) 1. The diagram below shows an electrolytic cell using graphite electrodes. (a) Explain why the bulb does not light up when distilled water is used as electrolyte. (b) Explain why the bulb lights up when hydrogen chloride gas is passed into distilled water. (c) During electrolysis, colourless gas bubbles are produced at both electrodes A and B. What is the gas produced at each electrode? (d) Write half equations for the reactions taking place at electrodes A and B respectively. (e) Explain why the rates of formation of gas at the two electrodes are different. 2. The following set-up shows the electrolysis of dilute copper(II) sulphate solution with different electrodes in two electrolytic cells, X and Y, connected in series. 2 (a) (i) Identify the anode and the cathode in electrolytic cell X. (ii) Write the half equation for the reaction taking place at each electrode in electrolytic cell X. (iii) State the expected observable change(s) at each electrode in electrolytic cell X. (b) (i) Identify the anode and the cathode in electrolytic cell Y. (ii) Write the half equation for the reaction taking place at each electrode in electrolytic cell Y. (iii) State the expected observable change(s) at each electrode in electrolytic cell Y. (c) Explain why different products are produced at electrodes A and C. (d) State and explain the change of copper(II) sulphate solution in each electrolytic cell after electrolysis. 3. A microscale experiment is carried out to study the electrolysis of very dilute sodium chloride solution containing some universal indicator. -

Optimization of Electrolysis Parameters for Green Sanitation Chemicals Production Using Response Surface Methodology
processes Article Optimization of Electrolysis Parameters for Green Sanitation Chemicals Production Using Response Surface Methodology Nurul Izzah Khalid 1 , Nurul Shaqirah Sulaiman 1 , Norashikin Ab Aziz 1,2,* , Farah Saleena Taip 1, Shafreeza Sobri 3 and Nor-Khaizura Mahmud Ab Rashid 4 1 Department of Process and Food Engineering, Faculty of Engineering, Universiti Putra Malaysia, UPM Serdang 43400, Selangor, Malaysia; [email protected] (N.I.K.); [email protected] (N.S.S.); [email protected] (F.S.T.) 2 Halal Products Research Institute, University Putra Malaysia, UPM Serdang 43300, Selangor, Malaysia 3 Department of Chemical and Environmental Engineering, Faculty of Engineering, Universiti Putra Malaysia, UPM Serdang 43400, Selangor, Malaysia; [email protected] 4 Department of Food Science, Faculty of Food Science and Technology, Universiti Putra Malaysia, UPM Serdang 43400, Selangor, Malaysia; [email protected] * Correspondence: [email protected]; Tel.: +603-9769-4302 Received: 22 May 2020; Accepted: 10 June 2020; Published: 6 July 2020 Abstract: Electrolyzed water (EW) shows great potential as a green and economical sanitation solution for the food industry. However, only limited studies have investigated the optimum electrolysis parameters and the bactericidal effect of acidic electrolyzed water (AcEW) and alkaline electrolyzed water (AlEW). Here, the Box–Behnken experimental design was used to identify the optimum parameters. The tests were conducted with different types of electrodes, electrical voltages, electrolysis times, and NaCl concentrations. There were no obvious differences observed in the physico-chemical properties of EW when different electrodes were used. However, stainless steel was chosen as it meets most of the selection criteria. -

Integrated Pollution Prevention and Control (IPPC) Reference Document on Best Available Techniques in the Chlor-Alkali Manufact
EUROPEAN COMMISSION Integrated Pollution Prevention and Control (IPPC) Reference Document on Best Available Techniques in the Chlor-Alkali Manufacturing Industry December 2001 i EXECUTIVE SUMMARY This reference document on best available techniques in the chlor-alkali industry reflects an information exchange carried out according to Article 16(2) of Council Directive 96/61/EC. The document has to be seen in the light of the preface which describes the objectives of the document and its use. The chlor-alkali industry The chlor-alkali industry is the industry that produces chlorine (Cl2) and alkali, sodium hydroxide (NaOH) or potassium hydroxide (KOH), by electrolysis of a salt solution. The main technologies applied for chlor-alkali production are mercury, diaphragm and membrane cell electrolysis, mainly using sodium chloride (NaCl) as feed or to a lesser extent using potassium chloride (KCl) for the production of potassium hydroxide. The diaphragm cell process (Griesheim cell, 1885) and the mercury cell process (Castner- Kellner cell, 1892) were both introduced in the late 1800s. The membrane cell process was developed much more recently (1970). Each of these processes represents a different method of keeping the chlorine produced at the anode separate from the caustic soda and hydrogen produced, directly or indirectly, at the cathode. Currently, 95% of world chlorine production is obtained by the chlor-alkali process. The geographic distribution of chlor-alkali processes world-wide differs appreciably (production capacity of chlorine): - western Europe, predominance of mercury cell process (June 2000): 55% - United States, predominance of diaphragm cell process: 75% - Japan, predominance of membrane cell process: >90% The remaining chlorine production capacity in western Europe consists of (June 2000) diaphragm cell process 22%, membrane cell process 20% and other processes 3%. -

Federal Register/Vol. 67, No. 128
Federal Register / Vol. 67, No. 128 / Wednesday, July 3, 2002 / Proposed Rules 44713 TABLE 9 TO SUBPART IIIII OF PART 63.—APPLICABILITY OF GENERAL PROVISIONS TO SUBPART IIIII—Continued Applies to Subpart Citation Subject IIIII Explanation § 63.10(d)(3) ........................................... Reporting Opacity or VE Observations No ......................... Subpart IIIII does not have opacity and visible emission standards. § 63.11 .................................................... Flares ................................................... No ......................... Subpart IIIII does not require flares. § 63.12 .................................................... Delegation ............................................ Yes. § 63.13 .................................................... Addresses ............................................ Yes. § 63.14 .................................................... Incorporation by Reference .................. Yes. § 63.15 .................................................... Availability of Information ..................... Yes. [FR Doc. 02–15873 Filed 7–2–02; 8:45 am] A–2002–09, U.S. EPA, 401 M Street, Standards Division, U.S. EPA, Research BILLING CODE 6560–50–P SW., Washington, DC 20460. Triangle Park, NC 27711. The EPA will Public Hearing. If a public hearing is disclose information identified as CBI held, it will be held at the new EPA only to the extent allowed by the ENVIRONMENTAL PROTECTION facility complex in Research Triangle procedures set forth in 40 CFR part 2. AGENCY Park, North -

Electrochemistry –An Oxidizing Agent Is a Species That Oxidizes Another Species; It Is Itself Reduced
Oxidation-Reduction Reactions Chapter 17 • Describing Oxidation-Reduction Reactions Electrochemistry –An oxidizing agent is a species that oxidizes another species; it is itself reduced. –A reducing agent is a species that reduces another species; it is itself oxidized. Loss of 2 e-1 oxidation reducing agent +2 +2 Fe( s) + Cu (aq) → Fe (aq) + Cu( s) oxidizing agent Gain of 2 e-1 reduction Skeleton Oxidation-Reduction Equations Electrochemistry ! Identify what species is being oxidized (this will be the “reducing agent”) ! Identify what species is being •The study of the interchange of reduced (this will be the “oxidizing agent”) chemical and electrical energy. ! What species result from the oxidation and reduction? ! Does the reaction occur in acidic or basic solution? 2+ - 3+ 2+ Fe (aq) + MnO4 (aq) 6 Fe (aq) + Mn (aq) Steps in Balancing Oxidation-Reduction Review of Terms Equations in Acidic solutions 1. Assign oxidation numbers to • oxidation-reduction (redox) each atom so that you know reaction: involves a transfer of what is oxidized and what is electrons from the reducing agent to reduced 2. Split the skeleton equation into the oxidizing agent. two half-reactions-one for the oxidation reaction (element • oxidation: loss of electrons increases in oxidation number) and one for the reduction (element decreases in oxidation • reduction: gain of electrons number) 2+ 3+ - 2+ Fe (aq) º Fe (aq) MnO4 (aq) º Mn (aq) 1 3. Complete and balance each half reaction Galvanic Cell a. Balance all atoms except O and H 2+ 3+ - 2+ (Voltaic Cell) Fe (aq) º Fe (aq) MnO4 (aq) º Mn (aq) b. -

Mercury Fact Sheet
National Mercury Testing Program The Rise of Mercury Pollution its way into our lakes and rivers. Once in the water, toxic mercury is absorbed through the fat and muscle tissue of There is growing concern and scientific evidence that many animals like fish. Americans are being exposed to harmful levels of mercury pollution. However, the Bush administration is failing to Most people are exposed to mercury by consuming the polluted protect Americans from this dangerous toxin. Instead, the fish. As a result, federal and state governments warn people to administration has proposed to delay for 10 to 20 years and limit the consumption of certain species of fish and fish caught weaken the first national law that would clean up mercury from in waters that are contaminated with mercury. power plants, the single largest source of mercury in the country. This is in stark contrast from what was originally People that work in industries that regularly handle mercury proposed and what is achievable now, even by the (dentistry, thermometer production) or deal with high level of Environmental Protection Agencys own previous analysis: a mercury emissions (electricity generation primarily through coal, chlorine production through chlor-akali facilities, 90 percent reduction in mercury pollution by 2008. insecticides, etc.) are also at an increased risk for exposure to mercury pollution. What is Mercury and Who is Affected by Mercury Pollution? The Food and Drug Administration is charged with the protection of the public from mercury in store-bought fish. Mercury is a neurotoxin that is most often seen as a by-product Unfortunately their recommendations are vague and provide from industrial processes like power plants, incinerators and insufficient information to the public. -

Eco Profile on Chlorine
An Eco-profile and Environmental Product Declaration of the European Chlor-Alkali Industry Chlorine (The chlor-alkali process) Euro Chlor September 2013 - Synthesis 1 Introduction Allocation method Stoichiometric allocation for Salt, mass allocation for all other input This Environmental Product Declaration (EPD) is and emissions. Sensitivity analysis based upon life cycle inventory (LCI) data from for other allocation methods was performed. Euro Chlor’s member companies. It has been prepared according to the rules of Description of the Product and the PlasticsEurope’s LCI Methodology “Eco-profiles Production Process and Environmental Declarations” (version 2.0, This Eco-profile and EPD represents the European April 2011). EPDs provide environmental average industrial production of chlorine, sodium performance data, but no information on the hydroxide, hydrogen, and sodium hypochlorite by economic and social aspects, which would be chlor-alkali electrolysis from cradle to gate. necessary for a complete sustainability assessment. Further, they do not imply a value Production Process judgment between environmental criteria. Salt (NaCl) recovered from various sources (rock This EPD describes the production of chlorine by salt, solar salt, solution-mined brine, vacuum chlor-alkali electrolysis from cradle to gate (from salt) is dissolved in water and the resulting brine production of salt/brine to liquid chlorine, is purified and fed to the electrolysis unit where sodium hydroxide, and hypochlorite at plant). the brine is electrochemically decomposed into Please keep in mind that comparisons cannot chlorine, hydrogen, and sodium hydroxide. Three be made on the level of the chemicals alone: it different electrolysis techniques are applied: is necessary to consider the full life cycle of an mercury, diaphragm, and membrane cell application in order to compare the performance technology. -

Quantitative Electrolysis
Lab Exercise #1: Quantitative Electrolysis Experimental Design: A steel can is placed in an electroplating cell and connected as the cathode. An electric current of 3.46 A flows through the cell, which contains a 3.25 mol/L solution of tin(II) chloride for 6.00 minutes. Questions: 1. What mass of tin should be plated at the cathode during this reaction? 2. Prior to being electroplated with tin, the steel can had a mass of 117.34 g. After 6.00 minutes of electroplating, the can has a mass of 118.05 g. Calculate the percent error associated with this process. Lab Exercise #2: Using Quantitative Electrolysis to Determine an Oxidation State Experimental Design: A solution containing vanadium ions with an unknown oxidation state is electrolyzed with a current of 1.50 A for 30.0 minutes. At the completion of this electrolytic process, a mass of 0.475 g of vanadium metal has been plated onto the cathode. Question: 1. What is the oxidation state of the vanadium ions in the solution? Chem 30 Electrolytic Cells 1. The electroplating of nickel onto a silver-coated master disc is a step in the manufacturing of CDs. a. When nickel is plated onto the silver master disc, is the master disc the anode or the cathode of the cell? Explain. b. Calculate the amount of charge needed (in C) to plate each gram of nickel onto the master disc. Assume that the plating process involves the reduction of nickel(II) ions. (q = 3.29 x 103 C) 2. Most industrial reactions take place on a much larger scale than the reactions in a laboratory or classroom. -

Mercury Use: Chemical Manufacturers/Users
210 DRAFT WISCONSIN MERCURY SOURCEBOOK: CHEMICAL ▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼▼ MERCURY USE: Table of Contents About This Handout ........................... 211 CHEMICAL Why Should I Be Concerned About Mercury? ............................................. 212 MANUFACTURERS/USERS Keeping Mercury Out of Wastewater . 214 Sewer Pipes ......................................... 214 Mercury compounds are used in a wide variety of settings by chemical Mercury-Containing Compounds ...... 214 Work by the MPCA ............................. 214 manufacturers. Chemical uses of mercury may occur in catalysts, Mercury-Containing Chemicals and cosmetics, explosives, fireworks, livestock and poultry remedies, Alternatives ......................................... 215 packaging, pharmaceuticals, pigments and dyes, poisons, preservatives, Work by The Massachusetts Water Resources Authority ............................ 215 and special paper coatings. Commonly used mercury compounds include Results from 75 Priority Samples ...... 216 mercuric oxide (cathode material in batteries), mercuric chloride Caustic Soda ....................................... 217 (pharmaceuticals), phenylmercuric acetate (used in paints and Case study: Potlatch Corporation ..... 219 pharmaceuticals) mercuric sulfide (used in red pigment and other Action Ideas to Consider .................... 220 pharmaceuticals), and thimerosal (contact lens solutions) [ross and Bibliography ....................................... 220 associates]. Most of the mercury- containing -
1.6-MB PDF File
The Materials Flow of Mercury in the Economies of the United States and the World By John L. Sznopek and Thomas G. Goonan U.S. Geological Survey Circular 1197 U.S. Department of the Interior U.S. Geological Survey U.S. Department of the Interior Bruce Babbitt, Secretary U.S. Geological Survey Charles G. Groat, Director Version 1.0 This report is only available on line at http://greenwood. cr.usgs.gov/pub/circulars/c1197/ Any use of trade, product, or firm names in this publication is for descriptive purposes only and does not imply endorsement by the U.S. Government . Published in the Central Region, Denver Colorado Manuscript approved for publication June 14, 2000 Edited by Lorna Carter Photo composition by William E. Sowers Graphics by William E. Sowers Contents Abstract ................................................................................................................................................ 1 Introduction .......................................................................................................................................... 1 Acknowledgments .............................................................................................................................. 3 Mercury Flow Analysis........................................................................................................................ 3 Domestic ...................................................................................................................................... 3 Emissions to the Environment ........................................................................................