High-Quality 6-Inch Sic Epitaxial Wafer “Epiera”
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Microchip Manufacturing
Si3N4 Deposition & the Virtual Chemical Vapor Deposition Lab Making a transistor, the general process A closer look at chemical vapor deposition and the virtual lab Images courtesy Silicon Run Educational Video, VCVD Lab Screenshot Why Si3N4 Deposition…Making Microprocessors http://www.sonyericsson.com/cws/products/mobilephones /overview/x1?cc=us&lc=en http://vista.pca.org/yos/Porsche-911-Turbo.jpg On a wafer, billions of transistors are housed on a single square chip. One malfunctioning transistor could cause a chip to short-circuit, ruining the chip. Thus, the process of creating each microscopic transistor must be very precise. Wafer image: http://upload.wikimedia.org/wikipedia/fr/thumb/2/2b/PICT0214.JPG/300px-PICT0214.JPG What size do you think an individual transistor being made today is? Size of Transistors One chip is made of millions or billions of transistors packed into a length and width of less than half an inch. Channel lengths in MOSFET transistors are less than a tenth of a micrometer. Human hair is approximately 100 micrometers in diameter. Scaling of successive generations of MOSFETs into the nanoscale regime (from Intel). Transistor: MOS We will illustrate the process sequence of creating a transistor with a Metal Oxide Semiconductor(MOS) transistor. Wafers – 12” Diameter ½” to ¾” Source Gate Drain conductor Insulator n-Si n-Si p-Si Image courtesy: Pro. Milo Koretsky Chemical Engineering Department at OSU IC Manufacturing Process IC Processing consists of selectively adding material (Conductor, insulator, semiconductor) to, removing it from or modifying it Wafers Deposition / Photo/ Ion Implant / Pattern Etching / CMP Oxidation Anneal Clean Clean Transfer Loop (Note that these steps are not all the steps to create a transistor. -
Three-Dimensional Integrated Circuit Design: EDA, Design And
Integrated Circuits and Systems Series Editor Anantha Chandrakasan, Massachusetts Institute of Technology Cambridge, Massachusetts For other titles published in this series, go to http://www.springer.com/series/7236 Yuan Xie · Jason Cong · Sachin Sapatnekar Editors Three-Dimensional Integrated Circuit Design EDA, Design and Microarchitectures 123 Editors Yuan Xie Jason Cong Department of Computer Science and Department of Computer Science Engineering University of California, Los Angeles Pennsylvania State University [email protected] [email protected] Sachin Sapatnekar Department of Electrical and Computer Engineering University of Minnesota [email protected] ISBN 978-1-4419-0783-7 e-ISBN 978-1-4419-0784-4 DOI 10.1007/978-1-4419-0784-4 Springer New York Dordrecht Heidelberg London Library of Congress Control Number: 2009939282 © Springer Science+Business Media, LLC 2010 All rights reserved. This work may not be translated or copied in whole or in part without the written permission of the publisher (Springer Science+Business Media, LLC, 233 Spring Street, New York, NY 10013, USA), except for brief excerpts in connection with reviews or scholarly analysis. Use in connection with any form of information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed is forbidden. The use in this publication of trade names, trademarks, service marks, and similar terms, even if they are not identified as such, is not to be taken as an expression of opinion as to whether or not they are subject to proprietary rights. Printed on acid-free paper Springer is part of Springer Science+Business Media (www.springer.com) Foreword We live in a time of great change. -

Thin-Film Silicon Solar Cells
SOLAR CELLS Chapter 7. Thin-Film Silicon Solar Cells Chapter 7. THIN-FILM SILICON SOLAR CELLS 7.1 Introduction The simplest semiconductor junction that is used in solar cells for separating photo- generated charge carriers is the p-n junction, an interface between the p-type region and n- type region of one semiconductor. Therefore, the basic semiconductor property of a material, the possibility to vary its conductivity by doping, has to be demonstrated first before the material can be considered as a suitable candidate for solar cells. This was the case for amorphous silicon. The first amorphous silicon layers were reported in 1965 as films of "silicon from silane" deposited in a radio frequency glow discharge1. Nevertheless, it took more ten years until Spear and LeComber, scientists from Dundee University, demonstrated that amorphous silicon had semiconducting properties by showing that amorphous silicon could be doped n- type and p-type by adding phosphine or diborane to the glow discharge gas mixture, respectively2. This was a far-reaching discovery since until that time it had been generally thought that amorphous silicon could not be doped. At that time it was not recognised immediately that hydrogen played an important role in the newly made amorphous silicon doped films. In fact, amorphous silicon suitable for electronic applications, where doping is required, is an alloy of silicon and hydrogen. The electronic-grade amorphous silicon is therefore called hydrogenated amorphous silicon (a-Si:H). 1 H.F. Sterling and R.C.G. Swann, Solid-State Electron. 8 (1965) p. 653-654. 2 W. Spear and P. -

Semiconductor Industry
Semiconductor industry Heat transfer solutions for the semiconductor manufacturing industry In the microelectronics industry a the cleanroom, an area where the The following applications are all semiconductor fabrication plant environment is controlled to manufactured in a semicon fab: (commonly called a fab) is a factory eliminate all dust – even a single where devices such as integrated speck can ruin a microcircuit, which Microchips: Manufacturing of chips circuits are manufactured. A business has features much smaller than with integrated circuits. that operates a semiconductor fab for dust. The cleanroom must also be LED lighting: Manufacturing of LED the purpose of fabricating the designs dampened against vibration and lamps for lighting purposes. of other companies, such as fabless kept within narrow bands of PV industry: Manufacturing of solar semiconductor companies, is known temperature and humidity. cells, based on Si wafer technology or as a foundry. If a foundry does not also thin film technology. produce its own designs, it is known Controlling temperature and Flat panel displays: Manufacturing of as a pure-play semiconductor foundry. humidity is critical for minimizing flat panels for everything from mobile static electricity. phones and other handheld devices, Fabs require many expensive devices up to large size TV monitors. to function. The central part of a fab is Electronics: Manufacturing of printed circuit boards (PCB), computer and electronic components. Semiconductor plant Waste treatment The cleanroom Processing equipment Preparation of acids and chemicals Utility equipment Wafer preparation Water treatment PCW Water treatment UPW The principal layout and functions of would be the least complex, requiring capacities. Unique materials combined the fab are similar in all the industries. -

A New Slicing Method of Monocrystalline Silicon Ingot by Wire EDM
cf~ Paper International Journal of Electrical Machining, No. 8, January 2003 A New Slicing Method of Monocrystalline Silicon Ingot by Wire EDM Akira OKADA *, Yoshiyuki UNO *, Yasuhiro OKAMOTO*, Hisashi ITOH* and Tameyoshi HlRANO** (Received May 28, 2002) * Department of Mechanical Engineering, Okayama University, Okayama 700-8530, Japan ** Toyo Advanced Technologies Co., Ltd., Hiroshima 734-8501, Japan Abstract Monocrystalline silicon is one of the most important materials in the semiconductor industry because of its many excellent properties as a semiconductor. In the manufacturing process of silicon wafers, inner diameter(lD) blade and multi wire saw have conventionally been used for slicing silicon ingots. However, some problems in efficiency, accuracy, slurry treatment and contamination are experienced when applying this method to large scale wafers of 12 or 16 inch diameter expected to be used in the near future. Thus, the improvement of conventional methods or a new slicing method is strongly required. In this study, the possibility of slicing a silicon ingot by wire EDM was discussed and the machining properties were experimentally investigated. A silicon wafer used as substrate for epitaxial film growth has low resistivity in the order of 0.01 g .cm, which makes it possible to cut silicon ingots by wire EDM. It was clarified that the new wire EDM has potential for application as a new slicing method, and that the surface roughness using this method is as small as that using the conventional multi wire saw method. Moreover, it was pointed out that the contamination due to the adhesion and diffusion of wire electrode material into the machined surface can be reduced by wire EDM under the condition of low current and long discharge duration. -

Laser Grinding of Single-Crystal Silicon Wafer for Surface Finishing and Electrical Properties
micromachines Article Laser Grinding of Single-Crystal Silicon Wafer for Surface Finishing and Electrical Properties Xinxin Li 1,†, Yimeng Wang 1,† and Yingchun Guan 1,2,3,4,* 1 School of Mechanical Engineering and Automation, Beihang University, 37 Xueyuan Road, Beijing 100083, China; [email protected] (X.L.); [email protected] (Y.W.) 2 National Engineering Laboratory of Additive Manufacturing for Large Metallic Components, Beihang University, 37 Xueyuan Road, Beijing 100083, China 3 International Research Institute for Multidisciplinary Science, Beihang University, 37 Xueyuan Road, Beijing 100083, China 4 Ningbo Innovation Research Institute, Beihang University, Beilun District, Ningbo 315800, China * Correspondence: [email protected] † The two authors contributed equally to this work. Abstract: In this paper, we first report the laser grinding method for a single-crystal silicon wafer machined by diamond sawing. 3D laser scanning confocal microscope (LSCM), X-ray diffraction (XRD), scanning electron microscope (SEM), X-ray photoelectron spectroscopy (XPS), laser micro- Raman spectroscopy were utilized to characterize the surface quality of laser-grinded Si. Results show that SiO2 layer derived from mechanical machining process has been efficiently removed after laser grinding. Surface roughness Ra has been reduced from original 400 nm to 75 nm. No obvious damages such as micro-cracks or micro-holes have been observed at the laser-grinded surface. In addition, laser grinding causes little effect on the resistivity of single-crystal silicon wafer. The insights obtained in this study provide a facile method for laser grinding silicon wafer to realize highly efficient grinding on demand. Citation: Li, X.; Wang, Y.; Guan, Y. -
Breaking Wafers Activity the Crystallography Learning Module Participant Guide
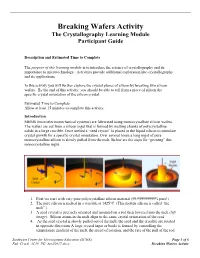
Breaking Wafers Activity The Crystallography Learning Module Participant Guide Description and Estimated Time to Complete The purpose of this learning module is to introduce the science of crystallography and its importance to microtechnology. Activities provide additional exploration into crystallography and its applications. In this activity you will further explore the crystal planes of silicon by breaking two silicon wafers. By the end of this activity, you should be able to tell from a piece of silicon the specific crystal orientation of the silicon crystal. Estimated Time to Complete Allow at least 15 minutes to complete this activity. Introduction MEMS (microelectromechanical systems) are fabricated using monocrystalline silicon wafers. The wafers are cut from a silicon ingot that is formed by melting chunks of polycrystalline solids in a large crucible. Once melted a “seed crystal” is placed in the liquid silicon to stimulate crystal growth for a specific crystal orientation. Over several hours a long ingot of pure monocrystalline silicon is slowly pulled from the melt. Below are the steps for “growing” this monocrystalline ingot. 1. First we start with very pure polycrystalline silicon material (99.999999999% pure!) 2. The pure silicon is melted in a crucible at 1425°C. (This molten silicon is called “the melt”.) 3. A seed crystal is precisely oriented and mounted on a rod then lowered into the melt (left image). Silicon atoms in the melt align to the same crystal orientation of the seed. 4. As the seed crystal is slowly pulled out of the melt, the seed and the crucible are rotated in opposite directions A large crystal ingot or boule is formed by controlling the temperature gradient of the melt, the speed of rotation, and the rate of the pull of the rod. -

Epitaxial Wafer Equivalent Solar Cells with Overgrown Sio2 Reflector
Vailable online at www.sciencedirect.com Energy Procedia 27 ( 2012 ) 38 – 44 SiliconPV: April 03-05, 2012, Leuven, Belgium Epitaxial wafer equivalent solar cells with overgrown SiO2 reflector M. Drießen*, S. Janz, S. Reber Fraunhofer Institute for Solar Energy Systems (ISE), Heidenhofstr. 2, 79110 Freiburg, Germany Abstract Crystalline silicon thin film solar cells, based on the epitaxial wafer equivalent, require a reflecting interlayer between substrate and active layers to increase the generated current and reach similar efficiencies as wafer based solar cells. With the epitaxial lateral overgrowth technique, a reflecting dielectric layer can be implemented. In this paper results of solar cells with overgrown, patterned SiO2 films are shown. A beneficial optical effect due to the interlayer and also a reduced effective diffusion length within the epitaxially grown silicon layer are observed. Cells with reflecting interlayer and non-optimized absorber layer thicknesses therefore exhibit lower efficiencies than cells without SiO2. Slightly higher currents are observed with textured front sides. Significantly increased effective diffusion lengths and cell performances can be reached with non-merged active silicon layers. Reasons might be the avoidance of defects generated at merging points and of unpassivated surface areas in voids remaining where two growth fronts merge. © 2012 PublishedPublished by by Elsevier Elsevier Ltd. Ltd. Selection Selection and and peer-review peer-review under under responsibility responsibility of the of scienti the scientificfi c committee of thecommittee SiliconPV of 2012the SiliconPV conference. 2012 conference Keywords: Epitaxial wafer-equivalent; light trapping; epitaxial lateral overgrowth 1. Introduction The aim of crystalline silicon thin film (cSiTF) solar cells is to reduce the consumption of pure silicon and with this the price per wattpeak of solar cells. -

On-Wafer Characterization of Silicon Transistors up to 500 Ghz and Analysis of Measurement Discontinuities Between the Frequency
On-Wafer Characterization of Silicon Transistors Up To 500 GHz and Analysis of Measurement Discontinuities Between the Frequency Bands Sebastien Fregonese, Magali de Matos, Marina Deng, Manuel Potéreau, Cédric Ayela, Klaus Aufinger, Thomas Zimmer To cite this version: Sebastien Fregonese, Magali de Matos, Marina Deng, Manuel Potéreau, Cédric Ayela, et al.. On-Wafer Characterization of Silicon Transistors Up To 500 GHz and Analysis of Measurement Discontinuities Between the Frequency Bands. IEEE Transactions on Microwave Theory and Techniques, Institute of Electrical and Electronics Engineers, 2018, 66 (7), pp.3332-3341. 10.1109/TMTT.2018.2832067. hal-01818021 HAL Id: hal-01818021 https://hal.archives-ouvertes.fr/hal-01818021 Submitted on 27 Jun 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. > REPLACE THIS LINE WITH YOUR PAPER IDENTIFICATION NUMBER (DOUBLE-CLICK HERE TO EDIT) < 1 On-wafer Characterization of Silicon Transistors up to 500 GHz And Analysis of Measurement Discontinuities between the Frequency Bands Sebastien Fregonese, Magali De Matos, Marina Deng, Manuel Potereau, Cedric Ayela, Klaus Aufinger and Thomas Zimmer as of the maximum available gain MAG. Calibration has been carried out with impedance standard substrate (ISS) and the Abstract— This paper investigates on-wafer characterization calibration methods used were LRRM (line-reflect-reflect- of SiGe HBTs up to 500 GHz. -

Crystalline Silicon Photovoltaic Module Manufacturing
Crystalline Silicon Photovoltaic Module Manufacturing Costs and Sustainable Pricing: 1H 2018 Benchmark and Cost Reduction Road Map Michael Woodhouse, Brittany Smith, Ashwin Ramdas, and Robert Margolis National Renewable Energy Laboratory NREL is a national laboratory of the U.S. Department of Energy Technical Report Office of Energy Efficiency & Renewable Energy NREL/TP-6A20-72134 Operated by the Alliance for Sustainable Energy, LLC Revised February 2020 This report is available at no cost from the National Renewable Energy Laboratory (NREL) at www.nrel.gov/publications. Contract No. DE-AC36-08GO28308 Crystalline Silicon Photovoltaic Module Manufacturing Costs and Sustainable Pricing: 1H 2018 Benchmark and Cost Reduction Road Map Michael Woodhouse, Brittany Smith, Ashwin Ramdas, and Robert Margolis National Renewable Energy Laboratory Suggested Citation Woodhouse, Michael. Brittany Smith, Ashwin Ramdas, and Robert Margolis. 2019. Crystalline Silicon Photovoltaic Module Manufacturing Costs and Sustainable Pricing: 1H 2018 Benchmark and Cost Reduction Roadmap. Golden, CO: National Renewable Energy Laboratory. https://www.nrel.gov/docs/fy19osti/72134.pdf. NREL is a national laboratory of the U.S. Department of Energy Technical Report Office of Energy Efficiency & Renewable Energy NREL/TP-6A20-72134 Operated by the Alliance for Sustainable Energy, LLC Revised February 2020 This report is available at no cost from the National Renewable Energy National Renewable Energy Laboratory Laboratory (NREL) at www.nrel.gov/publications. 15013 Denver West Parkway Golden, CO 80401 Contract No. DE-AC36-08GO28308 303-275-3000 • www.nrel.gov NOTICE This work was authored by the National Renewable Energy Laboratory, operated by Alliance for Sustainable Energy, LLC, for the U.S. Department of Energy (DOE) under Contract No. -

Silicon Carbide (Sic) Epitaxial Wafers
S P O T L I G H T NIPPON STEEL TECHNICAL REPORT No. 92 July 2005 Silicon Carbide (SiC) Epitaxial Wafers 1. Introduction In the recent trend of energy saving activities for CO2 emission reduction to help curb global warming, one of the important targets is a high-efficiency utilization of electric energy. In relation to this, power electronics devices, which are widely used in information com- munications, electric power generation, automobiles, and household electric appliances, are required to have higher performance. How- ever, conventional power electronics devices using silicon (Si) are not always fully capable of meeting such requirements because of their physical properties. Thus, silicon carbide (SiC) has been draw- ing attention as a potential hopeful material to replace that material. An SiC power device, if successfully developed, is expected enable operating frequency ten times as high, with a power loss that is one hundredth times lower, and operating temperatures three times higher Fig. 1 2-inch silicon carbide epitaxial wafer than an Si power device. NSC has been developing an SiC epitaxial wafer, consisting of high-quality. To produce many devices from a wafer, the uniformity an SiC film formed (epitaxially grown) on an SiC single-crystal sub- of film thickness and doping density in the wafer must be high. To strate produced by NSC with its key technology for production of produce smaller devices, the surface roughness of epitaxial films must high-performance power devices. be finer. For these quality aspects, NSC developed wafers have a high-purity, non-doped film whose residual impurity density is as 2. -

United States Patent [191 Patent Number: 5,279,987 Lechaton Et A1
US005279987A United States Patent [191 Patent Number: 5,279,987 Lechaton et a1. Date of Patent: Jan. 18, 1994 [54] FABRICATING PLANAR Autodoping from Arsenic Buried Layer by Selective COMPLEMENTARY PA'I'I‘ERNED Epitaxy Capping”, IEEE Electron Device Letters, vol. SUBCOLLECI‘ORS WITH SILICON 11, No. 3, Mar. 1990, 123-125. EPITAXIAL LAYER Y. Kobayashi, et al., Entitled “High Performance LSI [75] Inventors: John S. Lechaton; Shaw-Ning Mei; Performance Technology: SST CBI-CMOS”, IEDM, Dominic J. Schepis, all of 1988, pp. 760-763. Wappingers Falls; Mithkal M. T. Ishii, et al., Entitled “Silicon Epitaxial Wafer with Smadi, Beacon, all of N.Y. Abrupt Interface by Two-Step Epitaxial Growth Tech nique”, J. Electrochemical Soc., vol. 122, No. 11, 1975, [73] Assignee: International Business Machines pp. 1523-1531. Corporation, Armonk, N.Y. T. J. Donahue, et al., Entitled “Low Temperature Sili [21] Appl. No.: 785,656 con Epitaxy Deposited by Very Low Pressure Chemi [22] Filed: Oct. 31, 1991 cal Vapor Deposition”, J. Electrochem. Soc., vol. 133, No. 8, Aug. 1986, pp. 1697-1701. [51] Int. 01.5 ........................................... H01L 21/20 H-R. Chang, Entitled “Autodoping in Silicon Epi [52] U.S. Cl. ...................................... .. 437/95; 437/59; taxy”, The Journal of Electrochemical Society, vol. 437/108; 148/DIG. 25 132, No. 1, pp. 219-224, Jan. 1985. [58] Field of Search ..................... .. 437/54, 59, 95, 97, 437/108, 112, 161, 952; l48/DIG. 7, DIG. 15, Primary Examiner—-Brian E. Hearn DIG. 25, DIG. 9 Assistant Examiner-C. Chaudhari Attorney, Agent, or Firm—Jeffrey L. Brandt; Harold [56] References Cited Huberfeld U.S.