RTV Silicone Rubber for Moldmaking (1) the Rubber Mold Has Been Insufficiently Aged
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

All You Need to Know About Making Silicone Molds
LEARNING SERIES All You Need To Know About Making Silicone Molds By E. J. McCormick, ALI Introduction Silicone rubber is an ideal material for making molds of lifecastings and other objects used in sculpture, special effects and taxidermy. As with liquid latex, it yields a light, flexible, detailed mold, but has the added advantages of longer life, resistance to chemicals and decomposition. It is the recommended material for making long-lasting molds. A silicone mold also can be made in less time than a latex mold, if “fast” catalysts are used. Among silicone's few disadvantages is that it is more expensive than latex, and not quite as elastic or tear resistant. The most common silicone compounds used for mold making are RTV or "Room Temperature Vulcanizing" silicones that are mixed in two parts (a base and a catalyst) to induce curing. The silicone mixture is poured or spread over a prepared model or specimen, then reinforced with gauze or other reinforcing material between layers for increased strength and tear resistance. After the silicone mold is cured a shell mold Types of RTV Silicone is often constructed to provide rigidity for the There are two common classes of RTV rubber after it is demolded. The shell mold silicones: 1.) Tin catalyzed or “condensation can consist of fiberglass, plaster or cure” silicones which require moisture to urethane. The shell mold is often referred to cure and; 2.) Platinum catalyzed or “addition as a “mother mold.” cure” silicones. Silicones in the first group are the less expensive and easier to use. Normal curing time for most silicones is They include MoldRite, FXRite and SkinRite. -

Silicone Rubber Fluid Resistance Guide
Fluid Resistance Guide Performance Profiles for Silastic® brand Silicone and Fluorosilicone Rubber and XIAMETER® brand Silicone Rubber Contents Page Introduction noitcudortnI 2 This guide is intended to give you an idea of the performance profile of xednI sdiulF xednI 4 various classes of silicone rubbers when immersed in different fluids. ASTM and IRM Oils, Fuels, and Fluids 6 It's our hope that the information will save you the time and cost of MIL Specification Oils, Fuels, and Fluids 8 preliminary screening and feasibility tests. We recommend that you test Automotive Oils and Fluids 11 specific materials prior to use. Keep in mind that service conditions are Fuels 41 usually less severe than immersion tests. For instance, in actual service Hydraulic Fluids 51 the rubber is often only partly exposed or is subjected only to spills or Transformer and Instrument Oils 71 splashing. This means that a rubber that shows only fair results in a Specialty O ils, G reases, and Fluids 81 prolonged total immersion test will often perform quite adequately under Solvents 12 actual conditions. sdiulF enociliS sdiulF 32 Silicone Compounds and Greases 52 Types of Silastic and XIAMETER Food Products 62 Silicone Rubbers Water and Steam 82 Immersion test results refer to types of silicone rubber by Acids 29 their ASTM designation. The polymer classification described in Bases 30 ASTM D 1418 is based on the organic group side chains attached to the Salts 31 silicon-oxygen chain. If other groups are present, their initials are listed Other Chemicals 13 prior to the MQ designation: MQ indicates methyl groups, V indicates phenyl groups. -

Global Automotive Components and Suppliers Expo 16-18 June 2015 Stuttgart, Germany
GACS 2015 Report Global Automotive Components and Suppliers Expo 16-18 June 2015 Stuttgart, Germany 1.0 Introduction Global Automotive Components and Suppliers (GACS) Expo is the only show in Europe dedicated to showcasing automotive components and component suppliers for the OEM segment. Companies invited to exhibit at GACS 2015 comprised of automotive Tier 1, 2 and 3 suppliers. GACS 2015 was organized according to three main product categories namely Engine Expo, Automotive Interiors Expo and Automotive Testing Expo concurrently. These annual shows are organized by UKIP Media & Event Ltd. Global Automotive Components and Suppliers Expo (GACS2015) Date 16-18 June 2015 Venue Messe Stuttgart, Germany Organiser UKIP Media & Event Ltd Number of Malaysian Exhibitors 5 exhibitors with MREPC Exhibit Products Rubber Automotive Components – Gaskets, seals, O-rings, grommets, bushings, rubber metal bonded parts, weatherstrips, wiper blades, industrial gloves Table 1: Summary information of GACS 2015 Page | 1 GACS 2015 Report 2.0 Participation Info MREPC officers together with Malaysian manufacturers at MREPC Pavilion 2.1 Participation of MREPC in Exhibition MREPC participated in GACS 2015 for the first time with five rubber products manufacturers under MREPC Pavilion. MREPC and the Malaysian manufacturers promoted a wide range of rubber automotive components, including gaskets, O-rings, grommets, weatherstrips, wiper blades, rubber metal bonded parts such as engine mounts and exhaust hangers as well as industrial gloves. Companies Products 1. COOLTEC INDUSTRIES SDN BHD Rubber molded parts, O-rings, grommet, seals 2. KOSSAN RUBBER INDUSTRIES BHD Rubber automotive components 3. KUMPULAN JEBCO (M) SDN BHD Chasis & suspension parts – engine mounting system, bushes, dampers and strut mount suspension 4. -

Silicone Materials for Automobiles
Silicone Materials for Automobiles CO NTENTS Silicone Fluids and Secondary Products for Automotive Applications P2 Silicone Elastomers for Automotive Applications P4 Silicone Elastomers for Automotive Applications — Application to Airbags — P6 Thermal Interface Materials for Automotive Applications P8 LIMS Materials for Automobiles P10 Silicone Materials for Automobiles Silicone Fluids and Secondary Products for Automotive Applications The auto industry has been unremitting in its pursuit of development of automotive technologies to improve safety, comfort, and fuel efficiency. Silicones have frequently been used as automotive materials, and Shin-Etsu has been using the latest technologies to develop products to meet evolving needs. In these pages we will present examples of some typical applications, mainly featuring silicone fluids and their secondary products. Introduction adding heat-resistance improvers to dimethyl tires wore out quickly and were therefore not In recent years, automakers have taken silicone fluid. They are used as fan coupling practical. Later, KBE-846 was developed by efforts to make safer vehicles that are more fluids and in other torque transmission researchers who realized that sulfide silane comfortable and eco-friendly by adding car applications, and as a heating medium in could be used to improve the wear life of room temperature it forms a uniform film navigation systems, sensors and other automobiles (Table 1). silica-compounded tires. with exceptional water repellency, oil features, while making vehicles lighter and repellency, release properties, and antifouling more fuel-efficient. In this article, we will 1-3. Modifier for synthetic leather seat materials 1-6. Plastic & rubber modifiers properties (Table 2). discuss some of the places where silicone Double end-capped carbinol-modified fluids Master pellets and acrylic silicone powders fluids and their secondary products Single end-capped diol-modified fluids Silicone master pellets are plastics compounded 2-2. -

Airfield Maintenance Activities at North Carolina Airports
STATE OF NORTH CAROLINA DEPARTMENT OF TRANSPORTATION PAT MCCRORY ANTHONY J. TATA GOVERNOR SECRETARY November 17, 2014 NOTICE TO PROSPECTIVE BIDDERS Subject: Invitation to attend a Mandatory Pre-Bid Conference Airfield Maintenance Activities at North Carolina Airports The North Carolina Department of Transportation – Division of Aviation is requesting bids for a purchase order contract involving airfield maintenance activities at North Carolina airports. The contract includes full depth asphalt patching, crack sealing, concrete and asphalt pavement repair, joint sealing, sealing/rejuvenation, rubber removal, airfield painting, marking removal, pressure washing, micro-surfacing, polyurethane foam systems, seeding and mulching, and other additional items. A Contract will be awarded to the three lowest responsible Bidders. The Contractor is to furnish labor, materials, equipment and traffic control and be available to perform work at any airport within North Carolina. A Mandatory Pre-Bid Conference will be held at the NCDOT – Division of Aviation building ( 1050 Meridian Drive, RDU Airport, NC ) in the second floor conference room on November 21, 2014 at 10:30 A.M. Contractors may call-in as an alternative to attending in-person. A call-in number and electronic copy of the Contract Proposal will be available at https://connect.ncdot.gov/letting/Pages/Aviation.aspx The NCDOT, in accordance with the provisions of Title VI of the Civil Rights of 1964 (78 Stat.252) and the Regulations of the Department of Transportation (49 C.F.R., Part 21), issued pursuant to such act, hereby notifies all bidders that it will affirmatively insure that the contract entered into pursuant to this notice will be awarded to the lowest responsible bidders without discrimination on the grounds of sex, race, color, or national origin. -

Mechanical and Electrical Studies of Silicone Modified Polyurethane
Polymer Journal, Vol. 36, No. 10, pp. 848—855 (2004) Mechanical and Electrical Studies of Silicone Modified Polyurethane–Epoxy Intercrosslinked Networks y Arun ANAND PRABU and Muthukaruppan ALAGAR Department of Chemical Engineering, Anna University, Chennai-600 025, India (Received May 27, 2004; Accepted July 20, 2004; Published October 15, 2004) ABSTRACT: A series of intercrosslinked networks (ICNs) based on silicone modified polyurethane (PU)–epoxy resins were developed. In this study, epoxy resin (diglycidyl ether of bisphenol-A) was modified with PU prepolymer and hydroxyl-terminated polydimethylsiloxane (HTPDMS) using -aminopropyl triethoxysilane ( -APS) as silane cross linker and dibutyltindilaurate (DBTL) as catalyst to form ICNs. Aromatic polyamine adduct (A), diethylenetri- amine (B) and polyamidoamine (C) were used as epoxy curatives. The final products were obtained in the form of tough films. Changes in chemical structure during ICN formation, mechanical and electrical properties were investigated us- ing FT-IR spectra, tensile, impact and dielectric testing. The mechanical properties were enhanced with incorporation of PU (10 wt %) and silicone (10 wt %) due to the toughening of brittle epoxy matrices. Electrical properties showed a marginally decreasing trend with the incorporation of PU (0–20 wt %) influenced by the polar urethane linkages where- as silicone incorporation (10 wt %) showed an enhancement due to the presence of inorganic –Si–O–Si– linkage. Among the systems studied, the silicone (10 wt %) modified PU (10 wt %)–epoxy cured with ‘‘A’’ exhibited excellent mechanical and electrical characteristics and can be used as coatings and composites for industrial, electrical and ma- rine components. [DOI 10.1295/polymj.36.848] KEY WORDS Intercrosslinked Network / Epoxy / Polyurethane / Silicone / Coatings / Composites / Numerous polymeric resins based on epoxy, unsat- used in epoxy and polyurethane synthesis. -

Makalah 3/2001
No.1/2019 Abstracts Of Selected Articles ECONOMICS Rubber Cooperatives -- Thailand ..................................................................... 3 Rubber Industry And Trade -- Outlook ............................................................ 3 HEVEA Genetic Variation Analysis…………………………. ..................................... 4 Laticifer Cell…………………………. ........................................................... 5 Leaf Diseases…………………………. .......................................................... 6-8 RRIM Clone--Identification............................................................................. 9 Rubber Biosynthesis…………………… ........................................................ 9-10 Soil….... ........................................................................................................... 11 Soil Erosion ...................................................................................................... 11 Tapping Panel Dryness .................................................................................... 12 LATEX CHEMISTRY & TECHNOLOGY Electromagenetic Absorber .............................................................................. 12 Latex Properties ............................................................................................... 13-14 RUBBER CHEMISTRY & TECHNOLOGY Asphalt ............................................................................................................. 15 Damping Performance --Seismic Design........................................................ -

Silicone Molding Basics 2
P OLYMER C OMPOSITES , I N C . Silicone RTV Mold Making Basics Technical Bulletin Silicone RTV Basics Silicone RTV (room temperature vulcanizing) rubbers are high quality, two component synthetic rubbers that are the workhorse of modern prototyping and low cost parts replicating application. The advent of Silicone RTV was first applied to molding functions in the 1940's, and today it has evolved into a dizzying array of specialty molding rubbers. Silicone RTV resins have several advantages over most other molding compounds. Silicone RTV molds are suitable for high production operations because they offer excellent durability and stability. They are insensitive to UV degradation, can withstand high temperature exposure. It is resistant to water and most solvents. Once fully cured, Silicones have very little chemical interaction with most casting compounds. A big advantage of Silicone molds when it is constructed properly is it offers a very dimensionally stable and its ability to accurately capture minute surface details. It rarely requires a release agent to demold the cast part, which represents a considerable savings in time and money. Silicone molding resins offers an inexpensive and practical way of producing cavity molds for replicating just about any solid object. MAX RTV 662 is one of the best resin compounds for tooling and mold making resins. It is comprised of a Platinum based catalyst that yields higher Durometer hardness for applications requiring greater dimensional stability, longer working times and superior mold durability. The MAX RTV 662 is a superior RTV molding resin capable of making large high detailed molds that is exceptional for reproducing thousands of parts. -

CE 002 423 the Teacher Developed Curriculum
DOCUMENT RESUME ED 098 343 88 CE 002 423 AUTHOR Dean, Harvey R., Ed. TITLE Material Analysis and ProcessingSystems: A 9th and/or 10th Crade IndustrialEducation Curriculum Designed To Fulfill the KansasState Department of Vocational Education's Level2 Course Requirements. INSTITUTION Kansas State Coll. of Pittsburg. Schoolof Technology. SPONS AGENCY Bureau of Elementary and SecondaryEducation (DREW /OE), Washington, D.C.;Kansas State Dept. of Education, Topeka. PUB DATE 73 NOTE 208p.; For other curriculumguides in this seriessee CE 002 424-425 AVAILABLE FROM S.E.T. Project, Kansas State Collegeof Pittsburg, Pittsburg, Kansas 66762 ($5.00) EDRS PRICE NF -$0.75 HC Not Available fromEDRS. PLUS POSTAGE DESCRIPTORS *Course Content; *Curriculum Guides;Educational Equipment; *Experimental Curriculum;*Industrial Arts; Industrial Education; InstructionalAids; Learning Activities; Lesson Plans;Metals; Plastics; Resource Guides; Safety Education; Secondary Education; *Shop Curriculum; TeachingGuides; Teaching Procedures; VocationalEducation; Woodworking IDENTIFIERS Elementary Secondary Education Act TitleIII; ESE/. Title III; Material Analysis;Processing Systems; *Secondary Exploration of TechnologyProject; SET ABSTRACT The teacher developed curriculumguide provides the industrial education teacher withthe objectives, equipment lists, material, supplies, references,and activitiesnecessary to teach students of the 9th and/or 10thgrade the concepts of interrelationships between materialanalysis and processingsystems. Career information and sociologicalimplications are included in activity form. The cour,v is definedas the study of organic and inorganic materials and how theyare changed to satisfy man's material needs. The guideopens with orientation suggestions, safety instruction, and introductory activities.Lesson plans covering the analysis and processing of plastic,metal, wood, and earth materials fill more than 100pages of the guide, from which the instructormay select those he wishes touse to complete a 74-day course. -
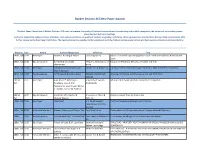
Rubber Division ACS Best Paper Awards
Rubber Division ACS Best Paper Awards The Best Paper Committee of Rubber Division, ACS seeks to improve the quality of technical presentations by evaluating and publicly recognizing the authors of outstanding papers presented our technical meetings. Each year Committee Judges and peer attendees, rate each presentation on quality of content, originality, and clarity. Winning papers are selected from the top-rated presentations after further review by the Best Paper Committee. The Best Symposium is awarded to the symposium with the highest average paper ratings and best average attendance of presentations. Meeting Year Award Authors/Moderators Affiliation Title 196th, Fall 2019 Best Paper Steven K. Henning & Fabien Total Cray Valley Silane-Terminated Liquid Poly(butadienes) in Tread Formulations: A Mechanistic Study 196th, Fall 2019 Best Symposium Ed Terrill & Crittenden ARDL, Inc. & University of Testing and Predicting Behavior of Rubber and Tires Ohlemacher Akron 194th, Fall 2018 Best Paper Nuthathai Warasitthinon and Cooper Tire & Rubber Co. The Payne Effect: Primarily Polymer-Related or Filler-Related Phenomenon? Chris Robertson 194th, Fall 2018 Pest Symposum Cal Moreland & Sy Mowdood Michelin USA & Pirelli Advances in Material and Processes of Car and Truck Tires (Retired 192nd, 2017 Best Paper Anke Blume*, Katarzyna S. University of Twente, Influence of Network Structure on Elastomer Properties Fall Bandzierz, Louis A.E.M. Netherlands Reuvekamp, Jerzy Dryzek, Wilma K. Dierkes, Dariusz M. Bielinski 192nd, 2017 Best Symposium Crittenden Ohlemacher & University of Akron & Characterization Tools for Elastomers Fall Michael Warner CCSI, Inc. 190th, Fall 2016 Best Paper Peter Mott U.S. Naval Research The Thermomechanical Response of Polyurea Laboratory, Chemistry Division 190th, Fall 2016 Honorable Mention Steven K Henning and Taejun Yoo Total Cray Valley The Synthesis and Characterization of Farnesene-Based Oligomers 190th 2016 Best Symposium Sy Mowdood and J. -

Innovative Silicone Solutions
Toronto Head Office, Research Lab and Plant Mississauga, Ontario, Canada Plant Siltech Corporation Siltech LLC (Personal Care Applications) 225 Wicksteed Avenue 1625 Lakes Parkway . Suite O Toronto . Ontario . Canada Lawrenceville . GA . USA M4H 1G5 30043 Telephone: 416.424.4567 Telephone: 678.442.0210 Facsimile: 416.424.3158 Facsimile: 678.442.9624 www.siltech.com ISO 9001:2008 Registered Aug/2016 INNOVATIVE SILICONE SOLUTIONS 14 Silicon : The 14th element in the periodic table; chemical symbol; Si, density = 2.33g/ml; molar mass = 28.09 g/mol; melting point = 1,420°C; boiling point = 3,265°C; electronic 2 2 Siltech is a privately owned business, managed and operated by the owners for more than 20 years. configuration [Ne]3s p ; metallic-looking; does not occur naturally in free form; in its combined We hope and believe that the pride we feel in this company channels its way through each of our form, accounts for 27.6% of the Earth’s crust; 2nd most abundant element on Earth after oxygen employees and to every customer. and one of the 10 most abundant elements in the solar system - 4.47 x 10 7 (rel. to [H] = 1 x 10 12). Siltech is a place where someone answers the phone when you call. It is a place where we feel passion about the quality of our products and realize that our livelihood depends on satisfying you, our customer. And it is a place where you can source products with confidence. Siltech develops and manufactures a full line of organo-functional silicone compounds and related specialties for a wide range of industrial and personal care applications, using our patented and otherwise proprietary technologies. -

Basic Silicone Chemistry – a Review
Editors Note: This edition of the Silicone Spectator is presenting a general article on Silicone Chemistry written in 1999. While the paper was written a long while ago the contents are still topical today. We hope you enjoy. Basic Silicone Chemistry – A Review Anthony J. O’Lenick, Jr. Siltech LLC Dacula, Ga. 30019 First Published: August 1999 This review has been written with the objective of supplying a working knowledge of the chemistry of silicone compounds to the practicing chemist. It has been divided into two parts, the first dealing with basic chemistry of silicones, and the second dealing with silicone based surfactants. Despite the fact that silicone compounds have been around for over fifty years, the chemistry of these materials remains elusive to the average formulating chemist. This is indeed unfortunate, since the chemistry of silicon atom and resulting silicone compounds is every bit as wide in scope and rich in content as the chemistry of the carbon atom and the resulting surfactant chemistry upon which it is based. Whilst the chemistry upon which surfactants are commonly based has been around for almost exactly the same period as that of the basic silicone chemistry, it is only in the past decade that the ability to use silicone as a hydrophobic material in the preparation of surfactants has been common. The recent trend to combine silicone, fatty and polyoxyalkylene moieties in the same molecule has resulted in a plethora of new compounds with new properties. Introduction Silicon is the 14th element in the periodic table. Although it does not occur naturally in free form, in its combined form it accounts for about 25% of the earth's crust.