E Coeficiente De Sustentação (Cl) Num Protótipo De Le Mans (LMP1)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

2020 Technical Regulations
2020 TECHNICAL REGULATIONS UPDATED 02.11.2020 SERIES// GT Celebration Championship CLASS// Grand Touring 3 SANCTIONED BY// GT Celebration CONTENTS ARTICLE 1.0 // DEFINITIONS SPECIFIC TO THE TECHNICAL REGULATIONS ................. 6 ARTICLE 2.0 // TECHNICAL PHILOSOPHY .................................................................. 7 ARTICLE 3.0 // USING THESE TECHNICAL REGULATIONS ........................................... 8 ARTICLE 4.0 // BALANCE OF PERFORMANCE ............................................................ 9 ARTICLE 5.0 // SAFETY ............................................................................................... 9 ARTICLE 6.0 // DEFINITION OF CLASS ..................................................................... 13 ARTICLE 7.0 // VEHICLE SYSTEMS ............................................................................ 16 ARTICLE 8.0 // SERIES REQUIRED ELECTRONICS ...................................................... 26 //2 FOREWORD: For all Members, the GTC RULES of the GT Celebration establish the foundation for the organization and conduct of all GTC Sanctioned Events. The GTC RULES take effect immediately upon publication. The purpose of the RULES is to: (i) promote safety, the sport of automobile Competition and GTC, (ii) enhance Competition, (iii) ensure the quality, fairness and integrity of the GTC programs and operations and (iv) achieve prompt finality in the Competition results (“Purpose”). ALL MEMBERS ARE REQUIRED TO REVIEW THESE GTC RULES CAREFULLY. The GTC RULES consist of following -
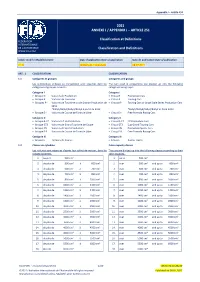
2021 Annexe J / Appendix J – Article 251
Appendix J – Article 251 2021 ANNEXE J / APPENDIX J – ARTICLE 251 Classification et Définitions FEDERATION INTERNATIONALE DE L'AUTOMOBILE Classification and Definitions WWW.FIA.COM Article modifié-Modified Article Date d'application-Date of application Date de publication-Date of publication 2.1.8 Immédiate / Immediate 08.07.2021 ART. 1 CLASSIFICATION CLASSIFICATION 1.1 Catégories et groupes Categories and groups Les automobiles utilisées en compétition sont réparties dans les The cars used in competition are divided up into the following catégories et groupes suivants : categories and groups : Catégorie I Category I • Groupe N Voitures de Production • Group N Production Cars • Groupe A Voitures de Tourisme • Group A Touring Cars • Groupes R* Voitures de Tourisme ou de Grande Production de • Groups R* Touring Cars or Large Scale Series Production Cars Série *Rally5/Rally4/Rally3/Rally2 à partir de 2020 *Rally5/Rally4/Rally3/Rally2 as from 2020 • Groupe E-I Voitures de Course de Formule Libre • Group E-I Free Formula Racing Cars Catégorie II Category II • Groupe R-GT Voitures GT de Production • Group R-GT GT Production Cars • Groupe GT3 Voitures de Grand Tourisme de Coupe • Group GT3 Cup Grand Touring Cars • Groupe CN Voitures de Sport-Production • Group CN Production Sports Cars • Groupe E-II Voitures de Course de Formule Libre • Group E-II Free Formula Racing Cars Catégorie III Category III • Groupe F Camions de Course • Group F Racing Trucks 1.2 Classes de cylindrée Cubic capacity classes Les voitures sont réparties d'après leur cylindrée-moteur, dans les The cars are divided up into the following classes according to their classes suivantes : cubic capacity : 1. -

Motorsport News November 19, 2019 No
Motorsport News November 19, 2019 No. 97/19 Dear Journalist: Early each week, Porsche Cars North America will provide a weekend summary or pre- race event notes package, covering the IMSA WeatherTech SportsCar Championship, SRO Blancpain GT World Challenge America, the FIA World Endurance Championship (WEC) or other areas of interest from the world of Porsche Motorsport. Please utilize this resource as needed, and do not hesitate to contact us for additional information. - Porsche Cars North America Motorsports Public Relations Team Porsche Motorsport Weekly Event Notes: Tuesday, November 19, 2019 This Week. Young Drivers. PCNA/PMNA Hold Eighth Porsche Young Driver Academy. 2019 Porsche Young Driver Academy Participant Driver Profiles. BamThor Street Fight. Porsche Macau Podium for Vanthoor and Bamber. Electric Boulevard. Porsche Presents “Road to Formula E” as Animation. Porsche Podcast. Zurlinden on Tradition and Future of Motorsport at Porsche. Electrifying Anticipation. Porsche Heads Into Opening Formula E Races. Porsche Profile. Event Story Lines. Young Drivers. PCNA/PMNA Hold Eighth Porsche Young Driver Academy. Since 2012, Porsche Cars North America (PCNA) and Porsche Motorsport North America (PMNA) have provided 33 aspiring North American race car drivers an opportunity to develop their professional skills at the Porsche Young Driver Academy (PYDA). The eighth edition lists Britt Casey (21 years-old), Riley Dickinson (17), Jeff Kingsley (21) and Hanna Zeller (22) on its class roster. After one year in Southern Public Relations Department 1 of 18 Motorsport Communications Dave Engelman Phone +1.770.290.3617 [email protected] Motorsport News November 19, 2019 No. 97/19 California, PYDA VIII returned to the Porsche Track Experience on the grounds of Barber Motorsports Park outside of Birmingham, Alabama on November 17 – 18. -

Sahlen's Six Hours of the Glen
R. J. VALENTINE RACES TO A “FAB” FINISH IN “SAHLEN’S SIX HOURS OF THE GLEN” Braintree, MA (June 25, 2003) – Summer racing really heated up for local business leader and racer – RJ Valentine as he competed in Sunday’s “Sahlen’s Six Hours of the Glen.” The 2003 Grand-Am Rolex Sports Car Series continued with all new Daytona Prototype (DP) class at Watkins Glen, NY. The DP class is comprised of specially prepared racers powered by diverse engines from Toyota, Porsche, and Chevrolet, to name a few. The three other classes to take on the track consisted of Corvettes, Firebirds, Mustangs, etc. in GT; BMW and Porsches of GT3; and the smaller prototype racers of the SRPII class. Valentine split talent on the track with Ferrari Challenge Champion, Darius Grala, and Formula Mazda Champion, Guy Cosmo in the Team Cegwa Sport’s 4.35-liter Toyota V8 engine-powered silver and blue FABCAR sponsored by OzEXE, F1 Boston and Goodyear. With their winning backgrounds, Valentine, Grala and Cosmo were impressive contenders for the coveted champagne-spraying spot on the Glen’s Gatorade Victory Lane. After a six-hour test of stamina, strategy, and endurance, the team crossed finish line in fifth place overall; third in their DP class. “…the car performed beyond expectations…even with a fuel-pump failure early on, we overcame an 18-lap deficit to finish on the podium…!” R.J. declared. “Darius has asked me to sign on with his team for the remainder of the year. After the Paul Revere 250 on July 3rd-4th I’ll give him my answer. -

Saturday 1 May 2021 Brands Hatchgrand Prix
OFFICIAL DIGITAL PROGRAMME SATURDAY 1 MAY 2021 GRAND PRIX BRANDS HATCH CIRCUIT COMPETITIOR ADVICE As of 29/03/2021 TIMETABLE MSVR has put in place a number of changes to ensure we can operate our race events safely and enjoyably, whilst complying with Motorsport UK and government guidelines. OFFICIALS SATURDAY 1 MAY 2021 Motorsport UK Steward SIGNING ON VENUE RESTRICTIONS David Walton 09.00 Toyo Tires Race 7 Series – Practice Qualifying 30 mins • All signing on for the event will take place online, • Pass numbers will be limited to assist with social distancing Club Stewards 09.40 GT Cup Championship Practice 15 mins ahead of the event requirements and are for competitors and their essential Bill Shewan, Tony Johnstone Senior Clerk of the Course helpers only 10.05 GT Cup Championship (Group 1) Qualifying 15 mins • The link will be available under the event information Simon Gnana-Pragasam on the calendar page of the MSVR website • The paddock(s) will be closed to non-essential personnel Clerk of the Course Andy Stevens, Tony Watts, Luke Caudle 10.30 GT Cup Championship (Group 2) Qualifying 15 mins at all MSVR events until further notice • The signing-on process includes your scrutineering Secretary of the Meeting Joe East 10.55 Petro-Canada Lubricants Porsche Club Qualifying 20 mins declaration and part of your briefing (see below) • Garage doors should remain open front and back when Deputy Secretary of the Meeting Championship with Pirelli the garage is occupied Maggie Watts SCRUTINEERING • Unfortunately there will be no podium ceremonies -

Social Media and Chatbots Use for Chronic Disease Patients Support: Case Study from an Online Community Regarding Therapeutic Use of Cannabis
MESTRADO MULTIMÉDIA - ESPECIALIZAÇÃO EM TECNOLOGIA Social Media and Chatbots use for chronic disease patients support: case study from an online community regarding therapeutic use of cannabis Alice Rangel Teixeira M 2019 FACULDADES PARTICIPANTES: FACULDADE DE ENGENHARIA FACULDADE DE BELAS ARTES FACULDADE DE CIÊNCIAS FACULDADE DE ECONOMIA FACULDADE DE LETRAS Social Media and Chatbots use for chronic disease patients support: case study from an online community regarding therapeutic use of cannabis Alice Rangel Teixeira Mestrado em Multimédia da Universidade do Porto Orientador: Carla Teixeira Lopes July 2019 © Alice Rangel Teixeira, 2019 Social Media and Chatbots use for chronic disease patients support: case study from an online community regarding therapeutic use of cannabis Alice Rangel Teixeira Mestrado em Multimédia da Universidade do Porto Approved in public by the jury President: Rui Pedro Amaral Rodrigues (Prof) External Examiner: Ana Margarida Pisco Almeida (Prof) Supervisor: Carla Alexandra Teixeira Lopes (Prof) Resumo A análise de redes sociais na área da saúde é recente e permite compreender a efetividade de políticas e práticas de saúde para a população, ajustando-as conforme(Paul & Dredze, 2017). Contudo, apesar do papel central da partilha de informação para o apoio social e emocional, no contexto das redes sociais, ainda são poucos os estudos que procuram analisar a dinâmica de produção e partilha desta informação. Este estudo analisa esta dinâmica de produção de conhecimento, tendo como caso de estudo as comunidades online de apoio ao tratamento de doenças crônicas com cannabis. O caso escolhido parte da perspetiva que as comunidades têm a produção de conhecimento como objetivo implícito dos agrupamentos, por não haver informação ou atenção ao tratamento satisfatória. -
2020 Liqui-Moly Bathurst 12 Hour Sporting and Technical Regulations Issue 1
2020 Liqui-Moly Bathurst 12 Hour Sporting and Technical Regulations Issue 1 Mount Panorama Circuit Bathurst, NSW Australia 31 January 2020 - 2 February 2020 © Supercars Australia Table of Contents DEFINITIONS ................................................................................................................................. 4 ARTICLE 1. ORGANISATION AND STATUS ............................................................................... 6 ARTICLE 2. EVENT SAFETY ........................................................................................................ 6 2.1 General Safety ............................................................................................................................... 6 2.2 Paddock and Pit area ..................................................................................................................... 6 2.3 Unloading and Loading of Transporters and Containers ................................................................. 8 2.4 Fuel Containers .............................................................................................................................. 8 2.5 Radio Aerials/Antennae .................................................................................................................. 8 2.6 Waste Products .............................................................................................................................. 8 ARTICLE 3. SPORTING ............................................................................................................... -

SAT 3 JULY 2021 OULTON PARK COMPETITIOR ADVICE As of 29/03/2021 TIMETABLE
OFFICIAL DIGITAL PROGRAMME SAT 3 JULY 2021 OULTON PARK COMPETITIOR ADVICE As of 29/03/2021 TIMETABLE MSVR has put in place a number of changes to ensure we can operate our race events safely and enjoyably, whilst complying with Motorsport UK and government guidelines. OFFICIALS SATURDAY 3 JULY 2021 Motorsport UK Steward SIGNING ON VENUE RESTRICTIONS Ray Sumner 08.30 Petro-Canada Lubricants Porsche Club Practice 30 mins • All signing on for the event will take place online, • Pass numbers will be limited to assist with social distancing Event Stewards Championship with Pirelli ahead of the event requirements and are for competitors and their essential Graham Battersby, John Leck 09.10 GT Cup Championship Warm Up 15 mins helpers only Senior Clerk of the Course • The link will be available under the event information David Scott on the calendar page of the MSVR website • The paddock(s) will be closed to non-essential personnel Clerks of the Course 09.40 GT Cup Championship Qualifying 15 mins Gareth Newton, Tony Watts, Mark Hulme at all MSVR events until further notice • The signing-on process includes your scrutineering Secretary of the Meeting 10.05 Track Attack Race Club Qualifying 20 mins James Bolton King declaration and part of your briefing (see below) • Garage doors should remain open front and back when the garage is occupied Deputy Secretary of the Meeting 10.35 Petro-Canada Lubricants Porsche Club Qualifying 20 mins Maggie Watts SCRUTINEERING Championship with Pirelli • Unfortunately there will be no podium ceremonies at Chief -

CHRIS BELLOMO Started His Racing Career in 2017
VIP MOTORSPORTS EXPERIENCE CALIFORNIA 8 HOURS PRESENTED BY PIRELLI WORLD CHALLENGE WeatherTech Raceway Laguna Seca October 26-28, 2018 POINT OF CONTACT : VIP CONCIERGE Alicia busch (707) 478-3333 [email protected] Hospitality Coordinator “We are so happy you could join us for what is sure to be an epic event. Please feel free to contact me with questions and concierge inquiries.” Olivia Camilleri (415) 816-0412 [email protected] Executive Assistant to Kevin Buckler, CEO POINT OF CONTACT : MARKETING & PR Kristine Youngberg (707) 478-3333 [email protected] Brand & Communications Director (707) 935-3999 (707) 939-7967 theracersgroup.com adoberoadwines.com @theracersgroup @adoberoadwines 1995 S. McDowell Blvd. Petaluma, CA 94954 | (707)935-3999 REGESTRATION & RACE DAY ARRIVAL Credentials, long pants, covered shoulders and closed-toe shoes are required for entry into the pits. REGISTRATION OFFICES FOR RACE EVENT CREDENTIALS Hyatt Regency Monterey 1 Old Golf Course Rd Monterey, CA 93940 +1 831-657-6560 Thursday, October 25: 9:00AM – 5:00PM Hyatt Regency Friday, October 26: 8:00AM – 4:00PM Hyatt Regency Saturday, October 27: 8:00AM – 4:00PM Hyatt Regency Sunday, October 28: 7:00AM – 11:00AM Hyatt Regency Map to WeatherTech Laguna Seca Raceway SCHEDULE #67 PORSCHE GT4 CLUBSPORT MR CHRIS BELLOMO started his racing career in 2017. After a few local track days with a good friend he was hooked. A 3 day SCCA school sealed the deal. That led to several SCCA races in a Spec Miata, which then led to his coach introducing him to TRG and his current Porsche Cayman Clubsport MR. Chris started racing his Porsche when he joined the Pirelli Trophy West USA Series at the start of 2018. -

SUNDAY 11 APRIL 2021 DONINGTON PARK NATIONAL CIRCUIT COMPETITIOR ADVICE As of 29/03/2021 TIMETABLE
OFFICIAL DIGITAL PROGRAMME SUNDAY 11 APRIL 2021 DONINGTON PARK NATIONAL CIRCUIT COMPETITIOR ADVICE As of 29/03/2021 TIMETABLE MSVR has put in place a number of changes to ensure we can operate our race events safely and enjoyably, whilst complying with Motorsport UK and government guidelines. OFFICIALS SUNDAY 11 APRIL 2021 Motorsport UK Steward SIGNING ON VENUE RESTRICTIONS Michael Cartwright 09.05 MSVT Trackday Trophy Qualifying 25 mins • All signing on for the event will take place online, • Pass numbers will be limited to assist with social distancing Club Stewards ahead of the event requirements and are for competitors and their essential Brian Poulter, David Simons 09.40 MSVT Trackday Championship Qualifying 25 mins helpers only Senior Clerk of the Course • The link will be available under the event information Simon Gnana-Pragasam 10.00 GT Cup Championship Practice 15 mins on the calendar page of the MSVR website • The paddock(s) will be closed to non-essential personnel Clerk of the Course at all MSVR events until further notice Tony Watts, • The signing-on process includes your scrutineering 10.40 GT Cup Championship Qualifying 15 mins Terry Scannell declaration and part of your briefing (see below) • Garage doors should remain open front and back when the garage is occupied Secretary of the Meeting 11.05 Monoposto Championship Moto 1000, Classic and 1400 Qualifying 15 mins SCRUTINEERING James Bolton King • Unfortunately there will be no podium ceremonies at Chief Scrutineer • As part of the signing-on process you will submit -

GT3 Euroseries Tech Regs
DiSCA GT Euroseries 1/32 ! Technical Regulations v7.0 DIGITAL TECHNICAL REGULATIONS version 7.0 04/09/2018 Author: GS email: [email protected] Contents Preamble 1 1. Body 2 2. Chassis 3 3. Motor & Transmission 3 4. Wheels & Tyres 4 5. Light installation 4 6. General 5 7. List of approved models and homologated chassis 6 Preamble These regulations are applicable to 1/32 scale models of group GT3 racing cars. This formulae is based on using readily available ready-to-run (RTR) slot cars and components that can be ordered from any slot car retailer. The standard allows cars from slot car manufacturers such as NSR, Scaleauto and Black Arrow, as well as kit and upgrade builds using aftermarket and 3D printed chassis. Any independently designed commercially available chassis is eligible for homologation providing that it conforms with the technical regulations. !1 DiSCA GT Euroseries 1/32 ! Technical Regulations v7.0 1. Body 1.1. The body may be any from the list of approved models in section 7 1.2. The exterior of the body shell must appear original and unmodified from the manufacturer’s design when placed on the circuit and viewed from any angle. 1.3. Body must be painted in an authentic racing livery 1.3.1. Unpainted bodies are illegal 1.4. The original driver’s cockpit may be replaced with a polycarbonate (a.k.a. lexan) copy, with clearly defined dash, driver’s head, shoulders/bust and steering wheel. 1.4.1. All drivers cockpits must be decorated. Unfinished cockpits are illegal 1.5. -
FMSCI Article 251 - Classification and Definitions
2021 FMSCI 4-Wheeler Technical Regulations- RACING Appendix J Article 251 (Classification and Definitions) Member of FMSCI Article 251 - Classification and Definitions 2021 FMSCI Article 251 Classification and Definitions Art. 1 CLASSIFICATION 1.1 Categories and groups The cars used in competition are divided up into the following categories and groups: Category I •Group N: Production Cars •Group A: Touring Cars •Group R: Touring Cars or Large-Scale Series Production Cars • Group E-l: Free Formula Racing Cars Category II •Group RGT: GT Production Cars •Group GT3: Cup Grand Touring Cars •Group CN: Production Sports Cars •Group D: International Formula Racing Cars •Group E‐II: Free Formula Racing Cars Category III •Group F Racing Trucks 1.2 Cubic capacity classes The cars are divided up into the following classes according to their cubic capacity: 1. up to 500 cm3 2. over 500 cm3 and up to 600 cm3 3. over 600 cm3 and up to 700 cm3 4. over 700 cm3 and up to 850 cm3 5. over 850 cm3 and up to 1000 cm3 6. over 1000 cm3 and up to 1150 cm3 7. over 1150 cm3 and up to 1400 cm3 8. over 1400 cm3 and up to 1600 cm3 9. over 1600 cm3 and up to 2000 cm3 10. over 2000 cm3 and up to 2500 cm3 11. over 2500 cm3 and up to 3000 cm3 12. over 3000 cm3 and up to 3500 cm3 13. over 3500 cm3 and up to 4000 cm3 14. over 4000 cm3 and up to 4500 cm3 15. over 4500 cm3 and up to 5000 cm3 16.