QUICK GUIDE to MEASUREMENT [email protected] Precision Instruments in Dimensional Metrology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tesa Micro-Hite an All-Purpose Metrology Height Gauge
CASE STUDY TESA MICRO-HITE AN ALL-PURPOSE METROLOGY HEIGHT GAUGE TESA’s MICRO-HITE electronic vertical height gauge is wi- dely used for measuring precision parts in workshops or gauge rooms. This battery-powered instrument elimina- tes the need for cables and glides on its own air cushion on a surface plate. It can measure internal, external, height, depth and step dimensions of geometric part fea- tures having either a flat, parallel or cylindrical surface. With the Power Panel plus M, the MICRO-HITE can mea- sure in single or two coordinate measurements as well as determine bore positions, both in polar and rectangular coordinates. The MICRO-HITE comes with many accessories, including a TESA IG13 probe for measuring perpendicularity and straightness errors. The latest generation MicroHite plus M versions, equip- ped with a rotary power control, combine the speed of a manual height gauge with the precision of a motorised one. The MICRO-HITE is, thus, the most versatile and accurate height gauge in its class. TURBO ENERGY LIMITED – PRECISION INSPECTION ON THE SHOPFLOOR Established in 1982, Turbo Energy “Most of our operators have learned to measure their compo- Limited (TEL) manufactures nents in two-coordinate mode, which is adequate for our purpo- around a million turbo chargers ses,” said Mr Balaji. “We have done away with customised gauges for diesel engines in two plants, since the MICRO-HITE’s inspection capabilities can adapt to located in rural areas outside component design changes.” of Chennai. TEL’s component manufacturing plant in Pulivalam Mr Balaji cited the example of a turbo charger component where consists of several workshops for it took 25 minutes to measure 32 dimensions. -

Check Points for Measuring Instruments
Catalog No. E12024 Check Points for Measuring Instruments Introduction Measurement… the word can mean many things. In the case of length measurement there are many kinds of measuring instrument and corresponding measuring methods. For efficient and accurate measurement, the proper usage of measuring tools and instruments is vital. Additionally, to ensure the long working life of those instruments, care in use and regular maintenance is important. We have put together this booklet to help anyone get the best use from a Mitutoyo measuring instrument for many years, and sincerely hope it will help you. CONVENTIONS USED IN THIS BOOKLET The following symbols are used in this booklet to help the user obtain reliable measurement data through correct instrument operation. correct incorrect CONTENTS Products Used for Maintenance of Measuring Instruments 1 Micrometers Digimatic Outside Micrometers (Coolant Proof Micrometers) 2 Outside Micrometers 3 Holtest Digimatic Holtest (Three-point Bore Micrometers) 4 Holtest (Two-point/Three-point Bore Micrometers) 5 Bore Gages Bore Gages 6 Bore Gages (Small Holes) 7 Calipers ABSOLUTE Coolant Proof Calipers 8 ABSOLUTE Digimatic Calipers 9 Dial Calipers 10 Vernier Calipers 11 ABSOLUTE Inside Calipers 12 Offset Centerline Calipers 13 Height Gages Digimatic Height Gages 14 ABSOLUTE Digimatic Height Gages 15 Vernier Height Gages 16 Dial Height Gages 17 Indicators Digimatic Indicators 18 Dial Indicators 19 Dial Test Indicators (Lever-operated Dial Indicators) 20 Thickness Gages 21 Gauge Blocks Rectangular Gauge Blocks 22 Products Used for Maintenance of Measuring Instruments Mitutoyo products Micrometer oil Maintenance kit for gauge blocks Lubrication and rust-prevention oil Maintenance kit for gauge Order No.207000 blocks includes all the necessary maintenance tools for removing burrs and contamination, and for applying anti-corrosion treatment after use, etc. -

Intro to Measurement Uncertainty 2011
Measurement Uncertainty and Significant Figures There is no such thing as a perfect measurement. Even doing something as simple as measuring the length of a pencil with a ruler is subject to limitations that can affect how close your measurement is to its true value. For example, you need to consider the clarity and accuracy of the scale on the ruler. What is the smallest subdivision of the ruler scale? How thick are the black lines that indicate centimeters and millimeters? Such ideas are important in understanding the limitations of use of a ruler, just as with any measuring device. The degree to which a measured quantity compares to the true value of the measurement describes the accuracy of the measurement. Most measuring instruments you will use in physics lab are quite accurate when used properly. However, even when an instrument is used properly, it is quite normal for different people to get slightly different values when measuring the same quantity. When using a ruler, perception of when an object is best lined up against the ruler scale may vary from person to person. Sometimes a measurement must be taken under less than ideal conditions, such as at an awkward angle or against a rough surface. As a result, if the measurement is repeated by different people (or even by the same person) the measured value can vary slightly. The degree to which repeated measurements of the same quantity differ describes the precision of the measurement. Because of limitations both in the accuracy and precision of measurements, you can never expect to be able to make an exact measurement. -

Love That Door Catalog
Welcome Home. Nothing adds a “wow” factor to a new home design like wrought iron doors and this is the #1 reason many homeowners make this front door statement. The juxtaposition of iron with brick construction visually suggests a permanence that no synthetic building material can emulate. The single or double wrought iron doors, manufactured by Love That Door and available from Acme Brick Stone & Tile stores, have multi-hued designs that demand attention, especially when framed by the rich patina of brick. We have over 100 designs to choose from and can custom design and build anything you desire in wrought iron access doors, iron garages and access gates, iron wine cellar doors, lighting fixtures and more. Wrought Iron Access Gates and Doors offer greater security than traditional wood doors. Keep your family and office more secure with a low maintenance, durable and custom iron door while increasing your curb appeal. Wrought Iron makes a fine choice for many reasons, but none more important than security. 2 lovethatdoor.com • brick.com 3 Transform Your Home Customers are amazed by the transformation that their iron dooor makes to their property. Versatile, robust and beautiful, it’s little wonder that a growing number of individuals are deciding on iron doors as the best option. We ensure that every single component of your iron entry door is tested and styled for optimal performance and durability. From compression tested locks to heavy duty barrel hinges, every part of the products we produce is fashioned with an exemplary end result in mind. 4 lovethatdoor.com • brick.com 5 Within an Arm’s Reach. -

The Gage Block Handbook
AlllQM bSflim PUBUCATIONS NIST Monograph 180 The Gage Block Handbook Ted Doiron and John S. Beers United States Department of Commerce Technology Administration NET National Institute of Standards and Technology The National Institute of Standards and Technology was established in 1988 by Congress to "assist industry in the development of technology . needed to improve product quality, to modernize manufacturing processes, to ensure product reliability . and to facilitate rapid commercialization ... of products based on new scientific discoveries." NIST, originally founded as the National Bureau of Standards in 1901, works to strengthen U.S. industry's competitiveness; advance science and engineering; and improve public health, safety, and the environment. One of the agency's basic functions is to develop, maintain, and retain custody of the national standards of measurement, and provide the means and methods for comparing standards used in science, engineering, manufacturing, commerce, industry, and education with the standards adopted or recognized by the Federal Government. As an agency of the U.S. Commerce Department's Technology Administration, NIST conducts basic and applied research in the physical sciences and engineering, and develops measurement techniques, test methods, standards, and related services. The Institute does generic and precompetitive work on new and advanced technologies. NIST's research facilities are located at Gaithersburg, MD 20899, and at Boulder, CO 80303. Major technical operating units and their principal -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Surftest SJ-400
Form Measurement Surftest SJ-400 Bulletin No. 2013 Aurora, Illinois (Corporate Headquarters) (630) 978-5385 Westford, Massachusetts (978) 692-8765 Portable Surface Roughness Tester Huntersville, North Carolina (704) 875-8332 Mason, Ohio (513) 754-0709 Plymouth, Michigan (734) 459-2810 City of Industry, California (626) 961-9661 Kirkland, Washington (408) 396-4428 Surftest SJ-400 Series Revolutionary New Portable Surface Roughness Testers Make Their Debut Long-awaited performance and functionality are here: compact design, skidless and high-accuracy roughness measurements, multi-functionality and ease of operation. Requirement Requirement High-accuracy1 measurements with 3 Cylinder surface roughness measurements with a hand-held tester a hand-held tester A wide range, high-resolution detector and an ultra-straight drive The skidless measurement and R-surface compensation functions unit provide class-leading accuracy. make it possible to evaluate cylinder surface roughness. Detector Measuring range: 800µm Resolution: 0.000125µm (on 8µm range) Drive unit Straightness/traverse length SJ-401: 0.3µm/.98"(25mm) SJ-402: 0.5µm/1.96"(50mm) SJ-401 SJ-402 SJ-401 Requirement Requirement Roughness parameters2 that conform to international standards The SJ-400 Series can evaluate 36 kinds of roughness parameters conforming to the latest ISO, DIN, and ANSI standards, as well as to JIS standards (1994/1982). 4 Measurement/evaluation of stepped features and straightness Ultra-fine steps, straightness and waviness are easily measured by switching to skidless measurement mode. The ruler function enables simpler surface feature evaluation on the LCD monitor. 2 3 Requirement Measurement Applications R-surface 5 measurement Advanced data processing with extended analysis The SJ-400 Series allows data processing identical to that in the high-end class. -
Length Scale Measurement Procedures at the National Bureau of 1 Standards
NEW NIST PUBLICATION June 12, 1989 NBSIR 87-3625 Length Scale Measurement Procedures at the National Bureau of 1 Standards John S. Beers, Guest Worker U.S. DEPARTMENT OF COMMERCE National Bureau of Standards National Engineering Laboratory Precision Engineering Division Gaithersburg, MD 20899 September 1987 U.S. DEPARTMENT OF COMMERCE NBSIR 87-3625 LENGTH SCALE MEASUREMENT PROCEDURES AT THE NATIONAL BUREAU OF STANDARDS John S. Beers, Guest Worker U.S. DEPARTMENT OF COMMERCE National Bureau of Standards National Engineering Laboratory Precision Engineering Division Gaithersburg, MD 20899 September 1987 U.S. DEPARTMENT OF COMMERCE, Clarence J. Brown, Acting Secretary NATIONAL BUREAU OF STANDARDS, Ernest Ambler, Director LENGTH SCALE MEASUREMENT PROCEDURES AT NBS CONTENTS Page No Introduction 1 1.1 Purpose 1 1.2 Line scales of length 1 1.3 Line scale calibration and measurement assurance at NBS 2 The NBS Line Scale Interferometer 2 2.1 Evolution of the instrument 2 2.2 Original design and operation 3 2.3 Present form and operation 8 2.3.1 Microscope system electronics 8 2.3.2 Interferometer 9 2.3.3 Computer control and automation 11 2.4 Environmental measurements 11 2.4.1 Temperature measurement and control 13 2.4.2 Atmospheric pressure measurement 15 2.4.3 Water vapor measurement and control 15 2.5 Length computations 15 2.5.1 Fringe multiplier 16 2.5.2 Analysis of redundant measurements 17 3. Measurement procedure 18 Planning and preparation 18 Evaluation of the scale 18 Calibration plan 19 Comparator preparation 20 Scale preparation, -
Dimensional Calibration Under Mechanical Discipline
NABL 122-01 NATIONAL ACCREDITATION BOARD FOR TESTING AND CALIBRATION LABORATORIES SPECIFIC CRITERIA for CALIBRATION LABORATORIES IN MECHANICAL DISCIPLINE: Dimensional Metrology MASTER COPY Reviewed by Approved by Quality Officer Director, NABL ISSUE No. : 06 AMENDMENT No. : -- ISSUE DATE: 12-Apr-2018 AMENDMENT DATE: -- AMENDMENT SHEET Sl Page Clause Date of Amendment Reasons Signature Signature no No. No. Amendment made QM CEO 1 2 3 4 5 6 7 8 9 10 National Accreditation Board for Testing and Calibration Laboratories Doc. No: NABL 122-01 Specific Criteria for Calibration Laboratories in Mechanical Discipline – Dimensional Metrology Issue No: 06 Issue Date: 12-Apr-2018 Amend No: 00 Amend Date: - Page No: 1 of 34 Sl. No. Contents Page No. 1 General Requirement 1.1 Scope 3 1.2 Calibration Measurement Capability(CMC) 3 1.3 Personnel, Qualification and Training 3-4 1.4 Accommodation and Environmental Conditions 4-6 1.5 Special Requirements of Laboratory 6 1.6 Safety Precautions 6 1.7 Other Important Points 6 1.8 Proficiency Testing 6 2 Specific Requirements – Calibration – Liner Measurement 2.1 Scope 7-10 2.2 National/ International Standards, References and Guidelines 11 2.3 Metrological Requirements 13 2.4 Terms, Definitions and Application 14-15 2.5 Selection of Reference Standard 15-29 2.6 Calibration Interval 29 2.7 Legal Aspects 30 2.8 Environmental Condition 30 2.9 Calibration Methods 30 2.10 Calibration Procedure 30-34 2.11 Measurement Uncertainty 34 2.12 Evaluation of CMC 34 2.13 Sample Scope 36 2.14 Key Points 36 National Accreditation Board for Testing and Calibration Laboratories Doc. -
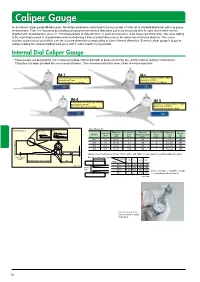
Caliper Gauge
Caliper Gauge As to internal caliper gauge IM-880 series, the distance between contact points facing outside is firstly set at standard dimension with ring gauge or micrometer. Then, it is measured by inserting contact point into internal dimension part to be measured after its outer dial of which moves together with rotated bezel is set at “0”. The displacement of indicator from “0” point of outer dial is to be measured at that time. The value adding to the read displacement to standard dimension or deducting it from standard dimension is the dimension of internal diameter. This series attaches spare contact point which cam set accurate dimension corresponding to size of internal dimension. External caliper gauge is opposite, namely reading the value by holding work piece with 2 contact points facing outside. Internal Dial Caliper Gauge • These gauges are designed for use in measuring deep internal diameter of bores of castings etc, and for internal reading in fabrications. Clearance has been provided for use in recessed bores. The convenient retraction lever allows one-hand operation. IM-1 IM-2 Maximum measuring depth 130mm Maximum measuring depth 180mm Graduation 0.1mm Graduation 0.1mm Measuring Range 10~100mm Measuring Range 10~100mm IM-4 Maximum measuring depth 100mm IM-5 Graduation 0.01mm Maximum measuring depth 150mm Measuring Range 10~30mm Graduation 0.01mm Measuring Range 20~40mm Specifications IM-1,2,4 IM-5 Dimensions (2.5) Measuring Indication Maximum Contact Point Measuring R1.5 Graduation Weight (2.5) 4 Model Range Error Measuring Depth Height Force φ2.5 (mm) (g) (mm) (mm) (mm) (mm) (N) IM-1 0.1 10~100 ±0.1 130 2 5 or less 500 IM-2 0.1 10~100 ±0.1 180 2 5 or less 620 IM-4 0.01 10~30 ±0.02 100 2 5 or less 500 24 IM-5 0.01 20~40 ±0.02 150 4 5 or less 600 Measuring Range Internal size of workpiece is 10mm, 15mm, 20mm and 30mm or over against measuring applicable depth. -

Quick Guide to Precision Measuring Instruments
E4329 Quick Guide to Precision Measuring Instruments Coordinate Measuring Machines Vision Measuring Systems Form Measurement Optical Measuring Sensor Systems Test Equipment and Seismometers Digital Scale and DRO Systems Small Tool Instruments and Data Management Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments 2 CONTENTS Meaning of Symbols 4 Conformance to CE Marking 5 Micrometers 6 Micrometer Heads 10 Internal Micrometers 14 Calipers 16 Height Gages 18 Dial Indicators/Dial Test Indicators 20 Gauge Blocks 24 Laser Scan Micrometers and Laser Indicators 26 Linear Gages 28 Linear Scales 30 Profile Projectors 32 Microscopes 34 Vision Measuring Machines 36 Surftest (Surface Roughness Testers) 38 Contracer (Contour Measuring Instruments) 40 Roundtest (Roundness Measuring Instruments) 42 Hardness Testing Machines 44 Vibration Measuring Instruments 46 Seismic Observation Equipment 48 Coordinate Measuring Machines 50 3 Quick Guide to Precision Measuring Instruments Quick Guide to Precision Measuring Instruments Meaning of Symbols ABSOLUTE Linear Encoder Mitutoyo's technology has realized the absolute position method (absolute method). With this method, you do not have to reset the system to zero after turning it off and then turning it on. The position information recorded on the scale is read every time. The following three types of absolute encoders are available: electrostatic capacitance model, electromagnetic induction model and model combining the electrostatic capacitance and optical methods. These encoders are widely used in a variety of measuring instruments as the length measuring system that can generate highly reliable measurement data. Advantages: 1. No count error occurs even if you move the slider or spindle extremely rapidly. 2. You do not have to reset the system to zero when turning on the system after turning it off*1. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs.