Basic Principles of Vacuum Technology, Brief Overview Introduction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
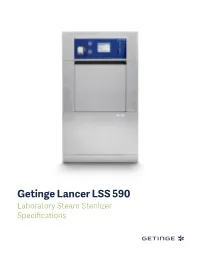
Getinge Lancer LSS 590 Laboratory Steam Sterilizer Specifications GETINGE LANCER LSS 590 2 Basic Specifications
Getinge Lancer LSS 590 Laboratory Steam Sterilizer Specifications GETINGE LANCER LSS 590 2 Basic specifications Top Top, Recessed 64.7 39.5 63.9 26 63 51 26.5 74 Front Side, Recessed LSS 590 • Internal Volume 20.7 cu. ft. (586 L) • Door Configurations Single Door or Double Door, Pass-through • Design Operating Temperature Gravity/Vacuum Cycles: 230°–275°F (110°–135°C) Liquid Cycles: 219°–275°F (104°–135°C) Optional Low Temp Cycle: 169°–212°F (76°–100°C) • Interior Dimensions (w × h × d) 26.5" × 26.5" × 51" (672 × 672 × 1300 mm) • Exterior Dimensions (w × h × d) Single Door: 39.5" × 74" × 63.9” (1003 × 1880 × 1623 mm) Double Door: 39.5" × 74" × 64.7" (1003 × 1880 × 1643 mm) GETINGE LANCER LSS 590 3 Part 1: Selection Guide Door Configuration • single door • double door, pass-through Steam Source • facility/house steam (standard) • steam generator(s) - 208V, AC, 50/60Hz, 3-phase - 240V, AC, 50/60Hz, 3-phase - 380V, AC, 50Hz, 3-phase - 480V, AC, 60Hz, 3-phase - 600V, AC, 60Hz, 3-phase - carbon steel (standard) - stainless steel - manual blowdown (standard) - automatic blowdown Steam generator is located integral to the sterilizer (possible in combination with vacuum pump for LSS 590). Remotely located Air Removal • ejector (standard) • vacuum pump, liquid ring - 208V, AC, 60Hz, 3-phase - 380V, AC, 50Hz, 3-phase - 480V, AC, 60Hz, 3-phase Additional Programs • Sealed liquids and low temp cycles (vacuum pump and load probe required) Recesses and Barriers • recessed, one-wall • recessed, two-wall • freestanding (cabinet enclosure panels required) • with cross contamination barrier flange GETINGE LANCER LSS 590 DATE: CUSTOMER / FACILITY: 4 Part 2: General Specifications The Getinge Lancer LSS 590 Steam Sterilizer is designed Specifications Index for high- performance sterilization of labware, media and Sterilizer 6 laboratory byproducts used in research, analytical, environ- mental and industrial laboratories. -

1 the History of Vacuum Science and Vacuum Technology
1 1 The History of Vacuum Science and Vacuum Technology The Greek philosopher Democritus (circa 460 to 375 B.C.), Fig. 1.1, assumed that the world would be made up of many small and undividable particles that he called atoms (atomos, Greek: undividable). In between the atoms, Democritus presumed empty space (a kind of micro-vacuum) through which the atoms moved according to the general laws of mechanics. Variations in shape, orientation, and arrangement of the atoms would cause variations of macroscopic objects. Acknowledging this philosophy, Democritus,together with his teacher Leucippus, may be considered as the inventors of the concept of vacuum. For them, the empty space was the precondition for the variety of our world, since it allowed the atoms to move about and arrange themselves freely. Our modern view of physics corresponds very closely to this idea of Democritus. However, his philosophy did not dominate the way of thinking until the 16th century. It was Aristotle’s (384 to 322 B.C.) philosophy, which prevailed throughout theMiddleAgesanduntilthebeginning of modern times. In his book Physica [1], around 330 B.C., Aristotle denied the existence of an empty space. Where there is nothing, space could not be defined. For this reason no vacuum (Latin: empty space, emptiness) could exist in nature. According to his philosophy, nature consisted of water, earth, air, and fire. The lightest of these four elements, fire, is directed upwards, the heaviest, earth, downwards. Additionally, nature would forbid vacuum since neither up nor down could be defined within it. Around 1300, the medieval scholastics began to speak of a horror vacui, meaning nature’s fear of vacuum. -

Pressure, Its Units of Measure and Pressure References
_______________ White Paper Pressure, Its Units of Measure and Pressure References Viatran Phone: 1‐716‐629‐3800 3829 Forest Parkway Fax: 1‐716‐693‐9162 Suite 500 [email protected] Wheatfield, NY 14120 www.viatran.com This technical note is a summary reference on the nature of pressure, some common units of measure and pressure references. Read this and you won’t have to wait for the movie! PRESSURE Gas and liquid molecules are in constant, random motion called “Brownian” motion. The average speed of these molecules increases with increasing temperature. When a gas or liquid molecule collides with a surface, momentum is imparted into the surface. If the molecule is heavy or moving fast, more momentum is imparted. All of the collisions that occur over a given area combine to result in a force. The force per unit area defines the pressure of the gas or liquid. If we add more gas or liquid to a constant volume, then the number of collisions must increase, and therefore pressure must increase. If the gas inside the chamber is heated, the gas molecules will speed up, impact with more momentum and pressure increases. Pressure and temperature therefore are related (see table at right). The lowest pressure possible in nature occurs when there are no molecules at all. At this point, no collisions exist. This condition is known as a pure vacuum, or the absence of all matter. It is also possible to cool a liquid or gas until all molecular motion ceases. This extremely cold temperature is called “absolute zero”, which is -459.4° F. -

Practical Formulae, Graphs and Conversion Tables
Table P003-4/E Practical formulae, graphs and conversion tables 1 UNIT OF MEASUREMENT CONVERSION TABLE QUANTITY S.I. UNIT SYMBOL OTHER UNITS SYMBOL EQUIVALENCE Pound [lb] 1 [lb] = 0,4536 [kg] kilogram [kg] MASS Ounce [oz] 1 [oz] = 0,02335 [kg] Inch [in] or [”] 1 [in] = 25,40 [mm] millimeter [10-3 m] [mm] LENGTH Foot [foot] 1 [foot] = 304,8 [mm] Square inch [sq in] 1 [sq in] = 6,4516 [cm2] -4 2 [cm2] AREA square centimeter [10 m ] Square foot [sq ft] 1 [sq ft] = 929,034 [cm2] Liter [l] 1 [l] = 1000 [cm3] Cubic inch [cu in] 1 [cu in] = 16,3870 [cm3] * cubic centimeter [10-6 m3] [cm3] Cubic foot [cu ft] 1 [cu ft] = 28317 [cm3] CAPACITY UK gallon [Imp gal] 1 [Imp gal] = 4546 [cm3] US gallon [US gal] 1 [US gal] = 3785 [cm3] * Cubic foot per minute [cu ft/min] 1 [cu ft/min] = 28,32 [l/min] liter per minute [l/min] Gallon (UK) per minute [Imp gal/min] 1 [Imp gal/min] = 4,5456 [l/min] * FLOW RATE Gallon (US) per minute [US gal/min] [US gal/min] = 3,7848 [l/min] * Kilogram force [kgf] 1 [kgf] = 9,806 [N] Newton [kgm/s2] [N] FORCE Pound force [lbf] 1 [lbf] = 4,448 [N] Pascal [1 N/m2] [Pa] 1 [Pa] = 10-5 [bar] Atmosphere [atm] 1 [atm] = 1,0132 [bar] * bar [105 N/m2] [bar] PRESSURE 2 2 2 Kilogram force/cm [kgf/cm ] 1 [kgf/cm ] = 0,9806 [bar] 2 2 -2 Pound force/in [lbf /in ] or [psi] 1 [psi] = 6,8948•10 [bar] * ANGULAR revolution per minute [rpm] Radian per second [rad/sec] 1 [rpm] = 9,55 [rad/sec] SPEED -3 Kilogram per meter second [kgf •m/s] 1 [kgf •m/s] = 9,803•10 [kW] kilowatt [1000 Nm/s] [kW] Metric horse power [CV] 1 [CV] = 0,7355 [kW] POWER -

American and BRITISH UNITS of Measurement to SI UNITS
AMERICAN AND BRITISH UNITS OF MEASUREMENT TO SI UNITS UNIT & ABBREVIATION SI UNITS CONVERSION* UNIT & ABBREVIATION SI UNITS CONVERSION* UNITS OF LENGTH UNITS OF MASS 1 inch = 40 lines in 2.54 cm 0.393701 1 grain gr 64.7989 mg 0.0154324 1 mil 25.4 µm 0.03937 1 dram dr 1.77185 g 0.564383 1 line 0.635 mm 1.57480 1 ounce = 16 drams oz 28.3495 g 0.0352739 1 foot = 12 in = 3 hands ft 30.48 cm 0.0328084 1 pound = 16 oz lb 0.453592 kg 2.204622 1 yard = 3 feet = 4 spans yd 0.9144 m 1.09361 1 quarter = 28 lb 12.7006 kg 0.078737 1 fathom = 2 yd fath 1.8288 m 0.546807 1 hundredweight = 112 lb cwt 50.8024 kg 0.0196841 1 rod (perch, pole) rd 5.0292 m 0.198839 1 long hundredweight l cwt 50.8024 kg 0.0196841 1 chain = 100 links ch 20.1168 m 0.0497097 1 short hundredweight sh cwt 45.3592 kg 0.0220462 1 furlong = 220 yd fur 0.201168 km 4.97097 1 ton = 1 long ton tn, l tn 1.016047 t 0.984206 1 mile (Land Mile) mi 1.60934 km 0.62137 1 short ton = 2000 lb sh tn 0.907185 t 1.102311 1 nautical mile (intl.) n mi, NM 1.852 km 0.539957 1 knot (Knoten) kn 1.852 km/h 0.539957 UNITS OF FORCE 1 pound-weight lb wt 4.448221 N 0.2248089 UNITS OF AREA 1 pound-force LB, lbf 4.448221 N 0.2248089 1 square inch sq in 6.4516 cm2 0.155000 1 poundal pdl 0.138255 N 7.23301 1 circular inch 5.0671 cm2 0.197352 1 kilogram-force kgf, kgp 9.80665 N 0.1019716 1 square foot = 144 sq in sq ft 929.03 cm2 1.0764 x 10-4 1 short ton-weight sh tn wt 8.896444 kN 0.1124045 1 square yard = 9 sq ft sq yd 0.83613 m2 1.19599 1 long ton-weight l tn wt 9.964015 kN 0.1003611 1 acre = 4 roods 4046.8 -

High Performance Vacuum Pump Bombas De Vacío De Alto
High Performance Vacuum Pump Model 15401/15601/15605 Operating Manual ......................................... 2 Bombas de Vacío de Alto Rendimiento Modelo 15401/15601 Manuel del Operador .................................... 8 Pompe à Vide à Haut Rendement Modèle 15401/15601 Manuel d’utilisation ..................................... 16 Hochleistungs-Vakuumpumpe Modelle 15401/15601 Bedienungsanleitung .................................. 24 Table of contents Robinair® high performance Robinair® high performance vacuum pumps vacuum pumps .....................................................2 Congratulations on purchasing one of Robinair’s Pump components................................................3 top quality vacuum pumps. Your pump has been Warnings .............................................................3 engineered specifically for air conditioning and Before using your vacuum pump ..........................4 refrigeration service, and is built with Robinair’s proven offset rotary vane for fast, thorough To use the gas ballast feature...............................5 evacuation. To shut down your pump after use .......................5 You’ll appreciate these key features . To maintain your high vacuum pump ....................5 Iso-ValveTM Vacuum pump oil .............................................5 Allows the pump to be shut off while still connected to Oil change procedure ......................................5 the A/C-R system, which is handy for checking rate Cleaning your pump.........................................5 -
Guide for the Use of the International System of Units (SI)
Guide for the Use of the International System of Units (SI) m kg s cd SI mol K A NIST Special Publication 811 2008 Edition Ambler Thompson and Barry N. Taylor NIST Special Publication 811 2008 Edition Guide for the Use of the International System of Units (SI) Ambler Thompson Technology Services and Barry N. Taylor Physics Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 (Supersedes NIST Special Publication 811, 1995 Edition, April 1995) March 2008 U.S. Department of Commerce Carlos M. Gutierrez, Secretary National Institute of Standards and Technology James M. Turner, Acting Director National Institute of Standards and Technology Special Publication 811, 2008 Edition (Supersedes NIST Special Publication 811, April 1995 Edition) Natl. Inst. Stand. Technol. Spec. Publ. 811, 2008 Ed., 85 pages (March 2008; 2nd printing November 2008) CODEN: NSPUE3 Note on 2nd printing: This 2nd printing dated November 2008 of NIST SP811 corrects a number of minor typographical errors present in the 1st printing dated March 2008. Guide for the Use of the International System of Units (SI) Preface The International System of Units, universally abbreviated SI (from the French Le Système International d’Unités), is the modern metric system of measurement. Long the dominant measurement system used in science, the SI is becoming the dominant measurement system used in international commerce. The Omnibus Trade and Competitiveness Act of August 1988 [Public Law (PL) 100-418] changed the name of the National Bureau of Standards (NBS) to the National Institute of Standards and Technology (NIST) and gave to NIST the added task of helping U.S. -

Introduction to the Principles of Vacuum Physics
1 INTRODUCTION TO THE PRINCIPLES OF VACUUM PHYSICS Niels Marquardt Institute for Accelerator Physics and Synchrotron Radiation, University of Dortmund, 44221 Dortmund, Germany Abstract Vacuum physics is the necessary condition for scientific research and modern high technology. In this introduction to the physics and technology of vacuum the basic concepts of a gas composed of atoms and molecules are presented. These gas particles are contained in a partially empty volume forming the vacuum. The fundamentals of vacuum, molecular density, pressure, velocity distribution, mean free path, particle velocity, conductivity, temperature and gas flow are discussed. 1. INTRODUCTION — DEFINITION, HISTORY AND APPLICATIONS OF VACUUM The word "vacuum" comes from the Latin "vacua", which means "empty". However, there does not exist a totally empty space in nature, there is no "ideal vacuum". Vacuum is only a partially empty space, where some of the air and other gases have been removed from a gas containing volume ("gas" comes from the Greek word "chaos" = infinite, empty space). In other words, vacuum means any volume containing less gas particles, atoms and molecules (a lower particle density and gas pressure), than there are in the surrounding outside atmosphere. Accordingly, vacuum is the gaseous environment at pressures below atmosphere. Since the times of the famous Greek philosophers, Demokritos (460-370 B.C.) and his teacher Leukippos (5th century B.C.), one is discussing the concept of vacuum and is speculating whether there might exist an absolutely empty space, in contrast to the matter of countless numbers of indivisible atoms forming the universe. It was Aristotle (384-322 B.C.), who claimed that nature is afraid of total emptiness and that there is an insurmountable "horror vacui". -

Pressure Measurement Explained
Pressure measurement explained Rev A1, May 25th, 2018 Sens4Knowledge Sens4 A/S – Nordre Strandvej 119 G – 3150 Hellebaek – Denmark Phone: +45 8844 7044 – Email: [email protected] www.sens4.com Sens4Knowledge Pressure measurement explained Introduction Pressure is defined as the force per area that can be exerted by a liquid, gas or vapor etc. on a given surface. The applied pressure can be measured as absolute, gauge or differential pressure. Pressure can be measured directly by measurement of the applied force or indirectly, e.g. by the measurement of the gas properties. Examples of indirect measurement techniques that are using gas properties are thermal conductivity or ionization of gas molecules. Before mechanical manometers and electronic diaphragm pressure sensors were invented, pressure was measured by liquid manometers with mercury or water. Pressure standards In physical science the symbol for pressure is p and the SI (abbreviation from French Le Système. International d'Unités) unit for measuring pressure is pascal (symbol: Pa). One pascal is the force of one Newton per square meter acting perpendicular on a surface. Other commonly used pressure units for stating the pressure level are psi (pounds per square inch), torr and bar. Use of pressure units have regional and applicational preference: psi is commonly used in the United States, while bar the preferred unit of measure in Europe. In the industrial vacuum community, the preferred pressure unit is torr in the United States, mbar in Europe and pascal in Asia. Unit conversion Pa bar psi torr atm 1 Pa = 1 1×10-5 1.45038×10-4 7.50062×10-3 9.86923×10-6 1 bar = 100,000 1 14.5038 750.062 0.986923 1 psi = 6,894.76 6.89476×10-2 1 51.7149 6.80460×10-2 1 torr = 133.322 1.33322×10-3 1.933768×10-2 1 1.31579×10-3 1 atm (standard) = 1013.25 1.01325 14.6959 760.000 1 According to the International Organization for Standardization the standard ISO 2533:1975 defines the standard atmospheric pressure of 101,325 Pa (1 atm, 1013.25 mbar or 14.6959 psi). -
Advanced Vacuum Systems for Analytical Electron Microscopy
Scanning Microscopy Volume 1 Number 3 Article 7 6-27-1987 Advanced Vacuum Systems for Analytical Electron Microscopy G. S. Venuti Venuti Associates Follow this and additional works at: https://digitalcommons.usu.edu/microscopy Part of the Life Sciences Commons Recommended Citation Venuti, G. S. (1987) "Advanced Vacuum Systems for Analytical Electron Microscopy," Scanning Microscopy: Vol. 1 : No. 3 , Article 7. Available at: https://digitalcommons.usu.edu/microscopy/vol1/iss3/7 This Article is brought to you for free and open access by the Western Dairy Center at DigitalCommons@USU. It has been accepted for inclusion in Scanning Microscopy by an authorized administrator of DigitalCommons@USU. For more information, please contact [email protected]. Scanning Microscopy, Vol. 1, No. 3, 1987 (Pages 939-942) 0891-7035/87$3.00+.00 Scanning Microscopy International, Chicago (AMF O'Hare), IL 60666 USA ADVANCED VACUUM SYSTEMS FOR ANALYTICAL ELECTRON MICROSCOPY G.S. Venuti Venuti Associates P.O.Box 29265 San Diego, CA 92129 Phone No.: 619 484 7182 (Received for publication March 27, 1987, and in revised form June 27, 1987) Abstract Introduction Recent technological advancements such as A high-energy beam of electrons used for significantly improved power supply stability and electron microscopy and microanalysis can have polepiece design, as well as increased accelerating significant impact on the specimen. Beam damage is voltage all contribute to the primary objective of the usually more severe in organic and biological speci scanning electron microscope (SEM): higher resolu mens ( 8); it has been reported by numerous investi tion. Similarly, the advent of analytical electron gators that this damage ranges from loss of organic microscopy (AE M) has also expanded the scope of material (6), and removal of volatile elements to applications to include energy-dispersive spectro significant hydrocarbon contamination (2,10) and metry, wavelength-dispersive spectrometry, and etching. -

Vacuum Products 450 455 454 453 452
VACUUM PRODUCTS 450 PIAB piCOMPACT Integrated Controls Ejectors 452 PIAB piINLINE Vacuum Ejectors 453 PIAB piCLASSIC Classic Pumps ELMO RIETSCHLE Rotary Vane 454 Vacuum Pumps & Blowers ELMO RIETSCHLE Vacuum Pumps 455 & Accessories NINE PIAB PRODUCT OVERVIEW Nine 428 PIAB PRODUCT OVERVIEW Nine 429 AN ECO-FRIENDLY VACUUM SYSTEM By never using more energy than absolutely necessary, companies can reduce their carbon footprint as well as their costs. Piab can work with you to achieve the lowest possible energy consumption. ENVIRONMENTAL INDEX Your pump will require less compressed air when placed close to the point of suction, thus reducing CO2 emissions and energy consumption. The graph demonstrates the relationship between environmental impact and the distance of the pump from the point of suction. BEST TO USE A DECENTRALISED VACUUM SYSTEM A decentralised system with the vacuum pump / cartridge placed directly at the point of suction eliminates the risk of loss in the vacuum piping and the need for expensive, oversized components. A centralised vacuum system is designed to have one vacuum source for multiple suction points. • Lowest energy usage • Fastest cycle time • Safest product handling • Most flexible design for zoning • Easiest troubleshooting • Independently working suction cups Nine • Most consistent / even performance IF NOT, DESIGN A CENTRALISED VACUUM SYSTEM A centralised vacuum system is designed to have one vacuum source for multiple suction points. • Easy installation • Easy vacuum sensing and controls • Light end-of-arm tooling • Simple filtration options • Some loss in system performance due to distance Contact your distributor for further information SUCTION CUPS / GRIPPERS INTRODUCTION SUCTION CUP CATEGORY FEATURES APPLICATIONS • Unique modular suction cup concept with individually optimised lips and bellows for Smooth, textured, uneven gripping, lifting and height compensation on almost any kind of object. -

High-Throughput Microcircuit Analysis of Individual Human Brains Through
bioRxiv preprint doi: https://doi.org/10.1101/639328; this version posted May 18, 2019. The copyright holder for this preprint (which was not certified by peer review) is the author/funder, who has granted bioRxiv a license to display the preprint in perpetuity. It is made available under aCC-BY 4.0 International license. 1 High-throughput microcircuit analysis of individual human brains 2 through next-generation multineuron patch-clamp 3 Yangfan Peng1,2, Franz X. Mittermaier1, Henrike Planert1, Ulf C. Schneider3, Henrik Alle1, Jörg 4 R.P. Geiger1 5 1Institute of Neurophysiology, Charité – Universitätsmedizin Berlin, Germany 6 2Department of Neurology, Charité – Universitätsmedizin Berlin, Germany 7 3Department of Neurosurgery, Charité – Universitätsmedizin Berlin, Germany 8 Abstract 9 Comparing neuronal microcircuits across different brain regions, species and individuals can 10 reveal common and divergent principles of network computation. Simultaneous patch-clamp 11 recordings from multiple neurons offer the highest temporal and subthreshold resolution to 12 analyse local synaptic connectivity. However, its establishment is technically complex and the 13 experimental performance is limited by high failure rates, long experimental times and small 14 sample sizes. We introduce an in-vitro multipatch setup with an automated pipette pressure 15 and cleaning system facilitating recordings of up to 10 neurons simultaneously and sequential 16 patching of additional neurons. We present hardware and software solutions that increase the 17 usability, speed and data throughput of multipatch experiments which allowed probing of 150 18 synaptic connections between 17 neurons in one human cortical slice and screening of over 19 600 connections in tissue from a single patient.