An Introduction to Rail Thermal Force Calculations Article 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

the Swindon and Cricklade Railway
The Swindon and Cricklade Railway Construction of the Permanent Way Document No: S&CR S PW001 Issue 2 Format: Microsoft Office 2010 August 2016 SCR S PW001 Issue 2 Copy 001 Page 1 of 33 Registered charity No: 1067447 Registered in England: Company No. 3479479 Registered office: Blunsdon Station Registered Office: 29, Bath Road, Swindon SN1 4AS 1 Document Status Record Status Date Issue Prepared by Reviewed by Document owner Issue 17 June 2010 1 D.J.Randall D.Herbert Joint PW Manager Issue 01 Aug 2016 2 D.J.Randall D.Herbert / D Grigsby / S Hudson PW Manager 2 Document Distribution List Position Organisation Copy Issued To: Copy No. (yes/no) P-Way Manager S&CR Yes 1 Deputy PW Manager S&CR Yes 2 Chairman S&CR (Trust) Yes 3 H&S Manager S&CR Yes 4 Office Files S&CR Yes 5 3 Change History Version Change Details 1 to 2 Updates throughout since last release SCR S PW001 Issue 2 Copy 001 Page 2 of 33 Registered charity No: 1067447 Registered in England: Company No. 3479479 Registered office: Blunsdon Station Registered Office: 29, Bath Road, Swindon SN1 4AS Table of Contents 1 Document Status Record ....................................................................................................................................... 2 2 Document Distribution List ................................................................................................................................... 2 3 Change History ..................................................................................................................................................... -

Rail Accident Report
Rail Accident Report Derailment of a passenger train near Cummersdale, Cumbria 1 June 2009 Report 06/2010 March 2010 This investigation was carried out in accordance with: l the Railway Safety Directive 2004/49/EC; l the Railways and Transport Safety Act 2003; and l the Railways (Accident Investigation and Reporting) Regulations 2005. © Crown copyright 2010 You may re-use this document/publication (not including departmental or agency logos) free of charge in any format or medium. You must re-use it accurately and not in a misleading context. The material must be acknowledged as Crown copyright and you must give the title of the source publication. Where we have identified any third party copyright material you will need to obtain permission from the copyright holders concerned. This document/publication is also available at www.raib.gov.uk. Any enquiries about this publication should be sent to: RAIB Email: [email protected] The Wharf Telephone: 01332 253300 Stores Road Fax: 01332 253301 Derby UK Website: www.raib.gov.uk DE21 4BA This report is published by the Rail Accident Investigation Branch, Department for Transport. * Cover photo courtesy of Network Rail Derailment of a passenger train near Cummersdale, Cumbria, 1 June 2009 Contents Preface 5 Key Definitions 5 The Accident 6 Summary of the accident 6 The parties involved 7 Location 8 External circumstances 8 The trains involved 10 Events preceding the accident 10 Events during the accident 10 Consequences of the accident 11 Events following the accident 11 The Investigation -

Investigation of Glued Insulated Rail Joints with Special Fiber-Glass Reinforced Synthetic Fishplates Using in Continuously Welded Tracks
CORE Metadata, citation and similar papers at core.ac.uk Provided by Repository of the Academy's Library POLLACK PERIODICA An International Journal for Engineering and Information Sciences DOI: 10.1556/606.2018.13.2.8 Vol. 13, No. 2, pp. 77–86 (2018) www.akademiai.com INVESTIGATION OF GLUED INSULATED RAIL JOINTS WITH SPECIAL FIBER-GLASS REINFORCED SYNTHETIC FISHPLATES USING IN CONTINUOUSLY WELDED TRACKS 1 Attila NÉMETH, 2 Szabolcs FISCHER 1,2 Department of Transport Infrastructure, Széchenyi István University Győr, Egyetem tér 1 H-9026 Győr, Hungary, email: [email protected], [email protected] Received 29 December 2017; accepted 9 March 2018 Abstract: In this paper the authors partially summarize the results of a research on glued insulated rail joints with fiber-glass reinforced plastic fishplates (brand: Apatech) related to own executed laboratory tests. The goal of the research is to investigate the application of this new type of glued insulated rail joint where the fishplates are manufactured at high pressure, regulated temperature, glass-fiber reinforced polymer composite plastic material. The usage of this kind of glued insulated rail joints is able to eliminate the electric fishplate circuit and early fatigue deflection and it can ensure the isolation of rails’ ends from each other by aspect of electric conductivity. Keywords: Glued insulated rail joint, Fiber-glass reinforced fishplate, Polymer composite plastic material, Laboratory test 1. Introduction The role of the rail connections (rail joints) is to ensure the continuity of rails without vertical and horizontal ‘step’, as well as directional break. The opportunities to connect rails are the fishplate joints, welding, and dilatation structure (rail expansion device) [1]. -
JR East Technical Review No.27-AUTUMN.2013
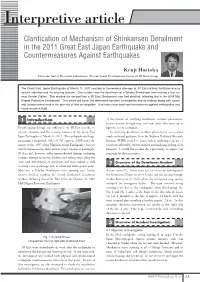
Interpretive article Clarification of Mechanism of Shinkansen Derailment in the 2011 Great East Japan Earthquake and Countermeasures Against Earthquakes Kenji Horioka Director, Safety Research Laboratory, Research and Development Center of JR East Group The Great East Japan Earthquake of March 11, 2011 resulted in tremendous damage to JR East railway facilitates due to seismic vibration and the ensuing tsunami. One incident was the derailment of a Tohoku Shinkansen train making a test run near Sendai Station. This marked the second time a JR East Shinkansen train had derailed, following that in the 2004 Mid Niigata Prefecture Earthquake. This article will cover the derailment accident investigation and its findings along with issues and lessons discovered in the process of that investigation. It will also cover past countermeasures against earthquakes and future issues in R&D. 1 Introduction of the process of clarifying derailment accident phenomena, lessons learned through that, and new issues that came up in Broad-ranging damage was suffered in the JR East area due to light the recent earthquake. seismic vibration and the ensuing tsunami of the Great East In clarifying derailment accident phenomena, we received Japan Earthquake of March 11, 2011. The earthquake was huge, much technical guidance from the Railway Technical Research measuring a magnitude (MW) of 9.0 (approx. 1,000 times the Institute (RTRI) related to issues such as analyzing response of energy of the 1995 Great Hanshin-Awagi Earthquake), but we structures affected by seismic motion and analyzing rolling stock were fortunate in that there were no major injuries to passengers. behavior. I would like to take this opportunity to express our JR East did, however, suffer unprecedented damage including gratitude for their assistance. -

Railwayoccurrencerepo Rt
RAILWAY OCCURRENCE REPORT 05-109 tourist Trains Linx and Snake, derailments, Driving 20 February 2005 - Creek Railway, Coromandel 3 March 2005 TRANSPORT ACCIDENT INVESTIGATION COMMISSION NEW ZEALAND The Transport Accident Investigation Commission is an independent Crown entity established to determine the circumstances and causes of accidents and incidents with a view to avoiding similar occurrences in the future. Accordingly it is inappropriate that reports should be used to assign fault or blame or determine liability, since neither the investigation nor the reporting process has been undertaken for that purpose. The Commission may make recommendations to improve transport safety. The cost of implementing any recommendation must always be balanced against its benefits. Such analysis is a matter for the regulator and the industry. These reports may be reprinted in whole or in part without charge, providing acknowledgement is made to the Transport Accident Investigation Commission. Report 05-109 tourist Trains Linx and Snake derailments Driving Creek Railway Coromandel 20 February 2005 - 3 March 2005 Abstract On Sunday 20 February 2005 at about 1300, the Driving Creek Train Linx derailed at Peg 1660. The rear bogie of the last passenger set derailed and was dragged about 15 m before one of the derailment bars hit a rail joint fishplate, causing the rear bogie to jump further to the left-hand side of the track. One passenger received moderate injuries. In the afternoon of Sunday 27 February 2005, the rear bogie of the last passenger set of the Train Linx derailed to the inside of a tight right-hand curve at Peg 1270 on the Driving Creek Railway. -
Crn Cs 220 Rail and Rail Joints
Engineering Standard Track CRN CS 220 RAIL AND RAIL JOINTS Version 1.7 Issued September, 2019 Owner: Manager Engineering Services Approved by: M Wright, Principal Track and Civil Engineer Authorised by: J Zeaiter, Manager Engineering Services Disclaimer. This document was prepared for use on the CRN Network only. John Holland Rail Pty Ltd makes no warranties, express or implied, that compliance with the contents of this document shall be sufficient to ensure safe systems or work or operation. It is the document user’s sole responsibility to ensure that the copy of the document it is viewing is the current version of the document as in use by JHR. JHR accepts no liability whatsoever in relation to the use of this document by any party, and JHR excludes any liability which arises in any manner by the use of this document. Copyright. The information in this document is protected by Copyright and no part of this document may be reproduced, altered, stored or transmitted by any person without the prior consent of JHR. UNCONTROLLED WHEN PRINTED Page 1 of 47 CRN Engineering Standard - Track CRN CS 220 Rail and Rail Joints Document control Revision Date of Approval Summary of change 1.0 August, 2011 First Issue. Includes content from the following former RIC standards: C 2405, C 2447, C 2501, C 3200, C 3201, C 3361, C 5200, TS 3101, TS 3104, TS 3111, TS 3341, TS 3362, TS 3371, TS 3394, TS 3396, TS 3397, TS 3601, TS 3602, TS 3603, TS 3604, TS 3606, TS 3642, TS 3645, TS 3646, TS 3648, TS 3650, TS 3654, TS 3655, RC.2410, RC.2411, RTS.3602, RTS.3640, -

Finished Vehicle Logistics by Rail in Europe
Finished Vehicle Logistics by Rail in Europe Version 3 December 2017 This publication was prepared by Oleh Shchuryk, Research & Projects Manager, ECG – the Association of European Vehicle Logistics. Foreword The project to produce this book on ‘Finished Vehicle Logistics by Rail in Europe’ was initiated during the ECG Land Transport Working Group meeting in January 2014, Frankfurt am Main. Initially, it was suggested by the members of the group that Oleh Shchuryk prepares a short briefing paper about the current status quo of rail transport and FVLs by rail in Europe. It was to be a concise document explaining the complex nature of rail, its difficulties and challenges, main players, and their roles and responsibilities to be used by ECG’s members. However, it rapidly grew way beyond these simple objectives as you will see. The first draft of the project was presented at the following Land Transport WG meeting which took place in May 2014, Frankfurt am Main. It received further support from the group and in order to gain more knowledge on specific rail technical issues it was decided that ECG should organise site visits with rail technical experts of ECG member companies at their railway operations sites. These were held with DB Schenker Rail Automotive in Frankfurt am Main, BLG Automotive in Bremerhaven, ARS Altmann in Wolnzach, and STVA in Valenton and Paris. As a result of these collaborations, and continuous research on various rail issues, the document was extensively enlarged. The document consists of several parts, namely a historical section that covers railway development in Europe and specific EU countries; a technical section that discusses the different technical issues of the railway (gauges, electrification, controlling and signalling systems, etc.); a section on the liberalisation process in Europe; a section on the key rail players, and a section on logistics services provided by rail. -

HSL Report Template. Issue 1. Date 04/04/2002
Harpur Hill, Buxton, SK17 9JN Telephone: 01298 218000 Facsimile: 01298 218590 E Mail: [email protected] A survey of UK tram and light railway systems relating to the wheel/rail interface FE/04/14 Project Leader: E J Hollis Author(s): E J Hollis PhD CEng MIMechE Science Group: Engineering Control DISTRIBUTION HSE/HMRI: Dr D Hoddinott Customer Project Officer/HM Railway Inspectorate Mr E Gilmurray HIDS12F Research Management LIS (9) HSL: Dr N West HSL Operations Director Dr M Stewart Head of Field Engineering Section Author PRIVACY MARKING: D Available to the public HSL report approval: Dr M Stewart Date of issue: 14 March 2006 Job number: JR 32107 Registry file: FE/05/2003/21511 (Box 433) Electronic filename: Report FE-04-14.doc © Crown Copyright (2006) ACKNOWLEDGEMENTS To the people listed below, and their colleagues, I would like to express my thanks for all for the help given: Blackpool Borough Council Brian Vaughan Blackpool Transport Ltd Bill Gibson Croydon Tramlink Jim Snowdon Dockland Light Railway Keith Norgrove Manchester Metrolink Steve Dale Tony Dale Mark Howard Mark Terry (now with Rail Division of Mott Macdonald) Midland Metro Des Coulson Paul Morgan Fred Roberts Andy Steel (retired) National Tram Museum David Baker Geoffrey Claydon Mike Crabtree Allan Smith Nottingham Express Transit Clive Pennington South Yorkshire Supertram Ian Milne Paul Seddon Steve Willis Tyne & Wear Metro (Nexus) Jim Davidson Peter Johnson David Walker Parsons Brinkerhoff/Permanent Way Institution Joe Brown iii Manchester Metropolitan University Simon Iwnicki Julian Snow Paul Allen Transdev Edinburgh Tram Andy Wood HM Railway Inspectorate Dudley Hoddinott Dave Keay Ian Raxton iv CONTENTS 1 Introduction............................................................................................................. -

Existing Condition of Serpong Line Railway Facilities 4.4.1
The Study on Integrated Transport Master Plan for JABODETABEK (Phase II) Final Report, Volume 2: Pre-Feasibility Studies Chapter 4 Serpong Line Double Tracking, Access Improvement & Integrated Land Development 4.4 EXISTING CONDITION OF SERPONG LINE RAILWAY FACILITIES 4.4.1 Existing Track Condition The previous Single Track Improvement on the Serpong Line Jabotabek Railway Project started from 1988 principally developed the current railway track structure on the corridor. The regular maintenance works have been done by PT. KA after the project. The existing single track is now made up of UIC R54 Rail laid on pre-stressed concrete (PC) sleeper. The track panel modules are categorized as short welded rail (SWR) of 100 m length in each module. Mechanical joint with fishplate is connecting two track panels. Wooden sleepers are used at the locations of mechanical joint. The track structure is constructed on geotextile sheet. The geotextile separates the ground soil with the sub-ballast layer or sand layer. The sand layer, which is under the sub-ballast layer, indicates the locations where new sub-grade was constructed replacing the former one. While at other places where the former sub-grade was not replaced but rehabilitated, the sand layer was not used. 4.4.2 Existing Track Alignment The existing radii of curves on the main line vary from 304 m to 2,580 m. Reversible curves (S curves) comprise a straight section that is not less than 20 m. The shortest straight section in S curve, i.e. 24 m, is located at km 29+550 approaching the Serpong station. -

Catalogue of Network Rail Standards NR/CAT/STP/001 ISSUE 111 02 March - 31 May 2019
Catalogue of Network Rail Standards NR/CAT/STP/001 ISSUE 111 02 March - 31 May 2019 Copyright © 2019 IHS Global Ltd Designed, Created and Published under licence from Network Rail Infrastructure Ltd. No part of this document may be reproduced or disclosed to a third party without the written permission of IHS Global Ltd Network Rail Infrastructure Ltd. is part of the Network Rail Group of Companies. i. Contacts Search Support Contacts Please note that it will help save time if you have available your System Number and Company Name. IHS Customer Care For search queries and all other enquiries Phone: 01344 328300 or email [email protected] Other Information Network Rail Standards Subscriptions IHS Global Ltd Phone: 01344 328000 Network Rail Standards Management Publications Manager Nicole Lockwood Phone: 01908 782 481 Network Rail Standards Hard Copy Document Centre IHS Retail Phone: 01344 328039 Fax: 01344 328005 or email: [email protected] Railway Group Standards Rail Safety & Standards Board Enquiry Desk Phone: 020 3142 5400 Website www.rssb.co.uk Network Rail Technical Drawings National Records Group Email: [email protected] Table of Contents i. Contacts ..........................................................................................1 ii. Guidance tor Completing the Standards Challenge Application Form ...........................................6 iii. Standards Challenge - Application Form .................................................................8 1. Guide to Network Rail Standards and Catalogue ........................................................ -

Considerations on the Derailment Causes Over the Years on the Romanian Railway Network
MATEC Web of Conferences 178, 08010 (2018) https://doi.org/10.1051/matecconf/201817808010 IManE&E 2018 Considerations on the derailment causes over the years on the Romanian railway network Mircea Nicolescu* Romanian Railway Investigating Agency AGIFER, Calea Griviței 393, București, România Abstract. This paper has analysed a series of railway accidents produced by derailment in two different time periods: 1938-1945 and 2010-2011, in attempting to compare direct causes typologies. The comparison serves as purpose to establish the way in which technological development produced several changes and the conclusions can be surprising. In spite of the technical evolutions in the railroads industry during 70 years, a lot of the causes remain the same. 1 Introduction The railway accident is defined in the national legislation [1], as well as in the European legislation [2] as an “unforeseen event, unwanted and unintended or a specific chain of events which had harmful consequences”. The derailment is one of the distinct categories of the accidents according to the same legislation. The study of the derailment and the avoid in occurring a such event had always an utmost importance due to safety but also economic reasons. The train derailments are the result of the contact loss between the wheel and the track or the rolling of the wheels outside the track (either on the exterior of the tracks either between them). The railway track sustains the wheels but it also guiding them. In consequence, any situation in which this capacity is reduced, it results in a derailment. In the specialized papers that analyses the phenomenon [3], the mechanisms that determine a derailment are classified in the following categories: derailments as a result of wheel flange climb, derailments caused by wheel lift, derailments caused by gauge spread, derailments determined by rail failure, derailments due to incorrect switch rail position and condition, derailments caused by suspension failure. -

CP-TS-961 Issue: 2 Date: 07/10/08 Page: 1 of 58
CODE OF PRACTICE - VOLUME TWO - TRAIN SYSTEM [CP2] TRANSADELAIDE INFRASTRUCTURE SERVICES PART 11: RAIL AND RAIL JOINTS DOC. NO. CP-TS-961 Issue: 2 Date: 07/10/08 Page: 1 of 58 TRACK AND CIVIL INFRASTRUCTURE CODE OF PRACTICE VOLUME TWO - TRAIN SYSTEM [CP2] RAIL AND RAIL JOINTS C:\Users\lettonla\Desktop\CPTS961-rails_rail_joints_.doc © 2004 No part of this document may be reproduced without prior written consent from TransAdelaide CODE OF PRACTICE - VOLUME TWO - TRAIN SYSTEM [CP2] TRANSADELAIDE INFRASTRUCTURE SERVICES PART 11: RAIL AND RAIL JOINTS DOC. NO. CP-TS-961 Issue: 2 Date: 07/10/08 Page: 2 of 58 TABLE OF CONTENTS 1.0 PURPOSE AND SCOPE ................................................................................................. 5 1.1 PURPOSE ................................................................................................................... 5 1.2 PRINCIPLES ................................................................................................................ 5 1.3 SCOPE ........................................................................................................................ 5 1.4 REFERENCES ............................................................................................................. 5 2.0 NEW RAIL ....................................................................................................................... 7 2.1 STANDARD NEW RAIL TYPES .................................................................................. 7 2.2 NON-STANDARD NEW RAIL TYPES ........................................................................