Crn Cs 220 Rail and Rail Joints
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Relative Train Length and the Infrastructure Required to Mitigate Delays from Operating Combinations of Normal and Over-Length F
Original Article Proc IMechE Part F: J Rail and Rapid Transit 0(0) 1–12 Relative train length and the ! IMechE 2018 Article reuse guidelines: infrastructure required to mitigate sagepub.com/journals-permissions DOI: 10.1177/0954409718809204 delays from operating combinations journals.sagepub.com/home/pif of normal and over-length freight trains on single-track railway lines in North America C Tyler Dick , Ivan Atanassov, F Bradford Kippen III and Darkhan Mussanov Abstract Distributed power locomotives have facilitated longer heavy-haul freight trains that improve the efficiency of railway operations. In North America, where the majority of mainlines are single track, the potential operational and economic advantages of long trains are limited by the inadequate length of many existing passing sidings (passing loops). To alleviate the challenge of operating trains that exceed the length of passing sidings, railways preserve the mainline capacity by extending passing sidings. However, industry practitioners rarely optimize the extent of infrastructure investment for the volume of over-length train traffic on a particular route. This paper investigates how different combinations of normal and over-length trains, and their relative lengths, relate to the number of siding extensions necessary to mitigate the delay performance of over-length train operation on a single-track rail corridor. The experiments used Rail Traffic Controller simulation software to determine train delay for various combinations of short and long train lengths under different directional distributions of a given daily railcar throughput volume. Simulation results suggest a relationship between the ratio of train lengths and the infrastructure expansion required to eliminate the delay introduced by operating over- length trains on the initial route. -

A Prototype of Track Gauge and Cant Measurement Device for Curved Railroad by Using Microcontroller
Advances in Engineering Research, volume 193 2nd International Symposium on Transportation Studies in Developing Countries (ISTSDC 2019) A Prototype of Track Gauge and Cant Measurement Device for Curved Railroad by Using Microcontroller Rony Alvin Alfatah Wahyu Tamtomo Adi Line Building Engineering and Railways Line Building Engineering and Railways Indonesia Railway Polytechnique Indonesia Railway Polytechnique Madiun, Indonesia Madiun, Indonesia [email protected] [email protected] Dwi Samsu Al Musyafa Septiana Widi Astuti Line Building Engineering and Railways Line Building Engineering and Railways Indonesia Railway Polytechnique Indonesia Railway Polytechnique Madiun, Indonesia Madiun, Indonesia [email protected] [email protected] Abstract—The purpose of this study is to create a tool for (track gauge) and the difference in elevation between the measuring track gauge and cant in the curved railroad with outer rail and the inner rail which is called can’t on the digital systems which can improve railroad maintenance with railroad curvature using a vernier caliper sensor and an automatic recording system for more efficient and easy to gyroscope to get the parameters of the track gauge, cant of use. This tool uses Arduino IDE as an application the arch, and the temperature of the measuring instrument. programming language and microcontroller board combined with several sensors to measure many parameters of track The data can be processed and monitored directly through an gauge and cant. Android devices with a Wi-Fi connection can android device using node MCU as a liaison of an android display the measurement results display real-time data on the device with a measuring instrument via wifi connectivity. -
C&O Has Good Ideas In
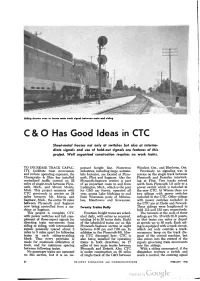
Siding thrown over to locate main track signal between main and siding C & 0 Has Good Ideas in CTC Sheet-metal houses not only at switches but also at interme diate signals and use of hold-out signals are features of this project. Well organized construction requires no work trains. TO INCREASE TRACK CAPAC portant freight line. Numerous Windsor, Ont., and Blenheim, Ont. ITY, facilitate train movements industries , including large, automo Previously no signaling was in and reduce operating expenses, the bile factories, are located at Plym service on the single track between Chesapeake & Ohio has installed outh , Flint and Saginaw. Also the Plymouth and Kearsley interlock centralized traffic control on 55 Plymouth-Saginaw section is part ing at Flint. Two tracks extend miles of single-track between Plym of an important route to and from north from Plymouth 1.0 mile to a outh, Mich., and Mount Morris, Ludington, Mich., which is the port power switch which is included in Mich. This project connects with for C&O car ferries, operated all the new CTC. At Wixom there are CTC previously in service on 24 year, across Lake Michigan to and two sidings with power switches miles between Mt. Morris and from Wisconsin ports of Milwau included in the CTC. Other sidings Saginaw, Mich., the entire 79 miles kee, Manitowoc and Kewaunee. with power switches included in between Plymouth and Saginaw the CTC are at Clyde and Newark. now being controlled from a ma Twenty Trains Dally These sidings were lengthened to chine at Saginaw. hold 112 and 133 cars respectively . -

the Swindon and Cricklade Railway
The Swindon and Cricklade Railway Construction of the Permanent Way Document No: S&CR S PW001 Issue 2 Format: Microsoft Office 2010 August 2016 SCR S PW001 Issue 2 Copy 001 Page 1 of 33 Registered charity No: 1067447 Registered in England: Company No. 3479479 Registered office: Blunsdon Station Registered Office: 29, Bath Road, Swindon SN1 4AS 1 Document Status Record Status Date Issue Prepared by Reviewed by Document owner Issue 17 June 2010 1 D.J.Randall D.Herbert Joint PW Manager Issue 01 Aug 2016 2 D.J.Randall D.Herbert / D Grigsby / S Hudson PW Manager 2 Document Distribution List Position Organisation Copy Issued To: Copy No. (yes/no) P-Way Manager S&CR Yes 1 Deputy PW Manager S&CR Yes 2 Chairman S&CR (Trust) Yes 3 H&S Manager S&CR Yes 4 Office Files S&CR Yes 5 3 Change History Version Change Details 1 to 2 Updates throughout since last release SCR S PW001 Issue 2 Copy 001 Page 2 of 33 Registered charity No: 1067447 Registered in England: Company No. 3479479 Registered office: Blunsdon Station Registered Office: 29, Bath Road, Swindon SN1 4AS Table of Contents 1 Document Status Record ....................................................................................................................................... 2 2 Document Distribution List ................................................................................................................................... 2 3 Change History ..................................................................................................................................................... -

Union Depot Tower Interlocking Plant
Union Depot Tower Union Depot Tower (U.D. Tower) was completed in 1914 as part of a municipal project to improve rail transportation through Joliet, which included track elevation of all four railroad lines that went through downtown Joliet and the construction of a new passenger station to consolidate the four existing passenger stations into one. A result of this overall project was the above-grade intersection of 4 north-south lines with 4 east-west lines. The crossing of these rail lines required sixteen track diamonds. A diamond is a fixed intersection between two tracks. The purpose of UD Tower was to ensure and coordinate the safe and timely movement of trains through this critical intersection of east-west and north-south rail travel. UD Tower housed the mechanisms for controlling the various rail switches at the intersection, also known as an interlocking plant. Interlocking Plant Interlocking plants consisted of the signaling appliances and tracks at the intersections of major rail lines that required a method of control to prevent collisions and provide for the efficient movement of trains. Most interlocking plants had elevated structures that housed mechanisms for controlling the various rail switches at the intersection. Union Depot Tower is such an elevated structure. Source: Museum of the American Railroad Frisco Texas CSX Train 1513 moves east through the interlocking. July 25, 1997. Photo courtesy of Tim Frey Ownership of Union Depot Tower Upon the completion of Union Depot Tower in 1914, U.D. Tower was owned and operated by the four rail companies with lines that came through downtown Joliet. -
WMATA's Automated Track Analysis Technology & Data Leveraging For
WMATA’S Automated Track Analysis Technology & Data Leveraging for Maintenance Decisions 1 WMATA System • 6 Lines: 5 radial and 1 spur • 234 mainline track miles and 91 stations • Crew of 54 Track Inspectors and 8 Supervisors walk and inspect each line twice a week. • WMATA’s TGV and 7000 Series revenue vehicles, provide different approaches to automatic track inspection abilities. 2 Track Geometry Vehicle (TGV) • Provides services previously contracted out. • Equipped with high resolution cameras inspecting ROW and tunnels, infrared camera monitoring surrounding temperatures, and ultrasonic inspection system. • Measures track geometry parameters, and produces reports where track parameters do not meet WMATA’s maintenance and safety standards. 3 TGV Measured Parameters . Track gage, rail profile, cross level, alignment, twists, and warps. Platform height and gap, . 3rd rail: height, gage, missing cover board, and temperature. • Inspects track circuits transmitting speed commands and signals for train occupancy detection with different carrier frequencies and code rates. 4 TGV Technology • Parameters such as rail profile, gage distances, 3rd rail and platform gap distances are measured via laser beam shot across running rails, and platforms. • High-speed/high-resolution cameras take high resolution images of the surface where lasers makes contact with the rail. 5 TGV Technology • Track profile is measured via vertical accelerometers, and an algorithm converting acceleration into displacement. • Track alignment is measured with a lateral accelerometer in combination with image analysis. • Warps, twists, and cross levels are measured via gyros and inclinometers, along with distance measurements. 6 Kawasaki 7000 Series Cars • Cars are assembled into 4-Pack sets for operation. • 7K cars are equipped with a system of accelerometers that are mounted on 15% of the B cars. -

Effect of Vehicle Performance at High Speed and High Cant Deficiency
Proceedings of the ASME/ASCE/IEEE 2011 Joint Rail Conference JRC2011 March 16-18, 2011, Pueblo, Colorado, USA JRC2011-56066 EXAMINATION OF VEHICLE PERFORMANCE AT HIGH SPEED AND HIGH CANT DEFICIENCY Brian Marquis Jon LeBlanc U.S. Department of Transportation, Research and U.S. Department of Transportation, Research and Innovative Technology Administration, Volpe Innovative Technology Administration, Volpe National Transportation Systems Center National Transportation Systems Center Cambridge, Massachusetts, United States Cambridge, Massachusetts, United States Ali Tajaddini U.S. Department of Transportation, Federal Rail Road Administration, Office of Research and Development, Washington D.C., United States ABSTRACT The research for this paper was part of work done for the FRA In the US, increasing passenger speeds to improve trip time to support the FRA Railroad Safety Advisory Committee usually involves increasing speeds through curves. Increasing (RSAC) Track Working Group’s Vehicle Track Interaction speeds through curves will increase the lateral force exerted on (VTI) Task Force. The mission of the VTI task force was to track during curving, thus requiring more intensive track update Parts 213 and 238 of the Code of Federal Regulations maintenance to maintain safety. These issues and other (CFR) regarding rules for high speed (above 90mph) and high performance requirements including ride quality and vehicle cant deficiency (about 5 inches) operations. The task force stability, can be addressed through careful truck design. focused on a number of issues including refinement of VTI Existing high-speed rail equipment, and in particular their safety criteria, track geometry standards, vehicle qualification bogies, are better suited to track conditions in Europe or Japan, procedures and requirements and track inspection in which premium tracks with little curvature are dedicated for requirements, all with a focus on treating the vehicle and track high-speed service. -

Derailment of Freight Train 9204V, Sims Street Junction, West Melbourne
DerailmentInsert document of freight title train 9204V LocationSims Street | Date Junction, West Melbourne, Victoria | 4 December 2013 ATSB Transport Safety Report Investigation [InsertRail Occurrence Mode] Occurrence Investigation Investigation XX-YYYY-####RO-2013-027 Final – 13 January 2015 Cover photo source: Chief Investigator, Transport Safety (Vic) This investigation was conducted under the Transport Safety Investigation Act 2003 (Cth) by the Chief Investigator Transport Safety (Victoria) on behalf of the Australian Transport Safety Bureau in accordance with the Collaboration Agreement entered into on 18 January 2013. Released in accordance with section 25 of the Transport Safety Investigation Act 2003 Publishing information Published by: Australian Transport Safety Bureau Postal address: PO Box 967, Civic Square ACT 2608 Office: 62 Northbourne Avenue Canberra, Australian Capital Territory 2601 Telephone: 1800 020 616, from overseas +61 2 6257 4150 (24 hours) Accident and incident notification: 1800 011 034 (24 hours) Facsimile: 02 6247 3117, from overseas +61 2 6247 3117 Email: [email protected] Internet: www.atsb.gov.au © Commonwealth of Australia 2015 Ownership of intellectual property rights in this publication Unless otherwise noted, copyright (and any other intellectual property rights, if any) in this publication is owned by the Commonwealth of Australia. Creative Commons licence With the exception of the Coat of Arms, ATSB logo, and photos and graphics in which a third party holds copyright, this publication is licensed under a Creative Commons Attribution 3.0 Australia licence. Creative Commons Attribution 3.0 Australia Licence is a standard form license agreement that allows you to copy, distribute, transmit and adapt this publication provided that you attribute the work. -

Rail Accident Report
Rail Accident Report Derailment of a passenger train near Cummersdale, Cumbria 1 June 2009 Report 06/2010 March 2010 This investigation was carried out in accordance with: l the Railway Safety Directive 2004/49/EC; l the Railways and Transport Safety Act 2003; and l the Railways (Accident Investigation and Reporting) Regulations 2005. © Crown copyright 2010 You may re-use this document/publication (not including departmental or agency logos) free of charge in any format or medium. You must re-use it accurately and not in a misleading context. The material must be acknowledged as Crown copyright and you must give the title of the source publication. Where we have identified any third party copyright material you will need to obtain permission from the copyright holders concerned. This document/publication is also available at www.raib.gov.uk. Any enquiries about this publication should be sent to: RAIB Email: [email protected] The Wharf Telephone: 01332 253300 Stores Road Fax: 01332 253301 Derby UK Website: www.raib.gov.uk DE21 4BA This report is published by the Rail Accident Investigation Branch, Department for Transport. * Cover photo courtesy of Network Rail Derailment of a passenger train near Cummersdale, Cumbria, 1 June 2009 Contents Preface 5 Key Definitions 5 The Accident 6 Summary of the accident 6 The parties involved 7 Location 8 External circumstances 8 The trains involved 10 Events preceding the accident 10 Events during the accident 10 Consequences of the accident 11 Events following the accident 11 The Investigation -

Transportation Planning for the Richmond–Charlotte Railroad Corridor
VOLUME I Executive Summary and Main Report Technical Monograph: Transportation Planning for the Richmond–Charlotte Railroad Corridor Federal Railroad Administration United States Department of Transportation January 2004 Disclaimer: This document is disseminated under the sponsorship of the Department of Transportation solely in the interest of information exchange. The United States Government assumes no liability for the contents or use thereof, nor does it express any opinion whatsoever on the merit or desirability of the project(s) described herein. The United States Government does not endorse products or manufacturers. Any trade or manufacturers' names appear herein solely because they are considered essential to the object of this report. Note: In an effort to better inform the public, this document contains references to a number of Internet web sites. Web site locations change rapidly and, while every effort has been made to verify the accuracy of these references as of the date of publication, the references may prove to be invalid in the future. Should an FRA document prove difficult to find, readers should access the FRA web site (www.fra.dot.gov) and search by the document’s title or subject. 1. Report No. 2. Government Accession No. 3. Recipient's Catalog No. FRA/RDV-04/02 4. Title and Subtitle 5. Report Date January 2004 Technical Monograph: Transportation Planning for the Richmond–Charlotte Railroad Corridor⎯Volume I 6. Performing Organization Code 7. Authors: 8. Performing Organization Report No. For the engineering contractor: Michael C. Holowaty, Project Manager For the sponsoring agency: Richard U. Cogswell and Neil E. Moyer 9. Performing Organization Name and Address 10. -
T HR TR 25000 ST Buffer Stops, Version 1.0
Technical Note – TN 033: 2018 For queries regarding this document [email protected] www.transport.nsw.gov.au Technical Note – TN 033: 2018 Issue date: 21 December 2018 Effective date: 21 December 2018 Subject: Amendments to T HR TR 25000 ST Buffer Stops, version 1.0 This technical note is issued by the Asset Standards Authority (ASA) to notify amendments to T HR TR 25000 ST Buffer stops, v1.0. 1. Background This technical note explains the speed related risk criteria to be considered during the buffer stop design stage. It provides amendments to the maximum allowable deceleration rate for lighter weight rolling stock while complying with the allowable impact force requirements. This technical note also provides amended maximum allowable impact force that the newer generation trains can accommodate without any damage. These figures shall be used by all parties undertaking review or design of new buffer stops across the Metropolitan Rail Area. 2. Section 12 Risk assessment Insert the following after the third paragraph: In order to establish the nature and extent of damage upon collision, the risk assessment for a buffer stop design shall consider the possibility of a train travelling at a speed higher than the design speed and the expected consequential damage upon collision. In the SFAIRP justification, an indication shall be provided to indicate the following: • Up to the design speed that no permanent damage will occur to the train. The buffer stop will be fully recoverable, either automatically or within simple maintenance actions. • Up to the 'worst case speed' that the damage will be easily reparable; for example, easy repair or replacement of buffer stop parts. -
Rail Profile with AECOM
prepared for North Carolina Statewide North Carolina Department of Transportation Multimodal Freight Plan prepared by Cambridge Systematics, Inc. Rail Profile with AECOM February 7, 2017 report North Carolina Statewide Multimodal Freight Plan Rail Profile prepared for North Carolina Department of Transportation prepared by Cambridge Systematics, Inc. 730 Peachtree Street NE, Suite 500 Atlanta, GA 30318 with AECOM 701 Corporate Center Drive, Suite 475 Raleigh, North Carolina 27607 date February 7, 2017 North Carolina Statewide Multimodal Freight Plan Table of Contents 1.0 Overview ............................................................................................................................................. 1-1 1.1 Purpose ...................................................................................................................................... 1-1 1.2 Methods and Data Overview ..................................................................................................... 1-1 1.3 Section Organization.................................................................................................................. 1-2 2.0 Inventory ............................................................................................................................................. 2-1 2.1 Facilities ..................................................................................................................................... 2-1 2.1.1 Railroad System ...........................................................................................................