Gas Lift Valve Failure Mode Analysis and the Design of a Thermally
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Algeria Upstream OG Report.Pub
ALGERIA UPSTREAM OIL & GAS REPORT Completed by: M. Smith, Sr. Commercial Officer, K. Achab, Sr. Commercial Specialist, and B. Olinger, Research Assistant Introduction Regulatory Environment Current Market Trends Technical Barriers to Trade and More Competitive Landscape Upcoming Events Best Prospects for U.S. Exporters Industry Resources Introduction Oil and gas have long been the backbone of the Algerian economy thanks to its vast oil and gas reserves, favorable geology, and new opportunities for both conventional and unconventional discovery/production. Unfortunately, the collapse in oil prices beginning in 2014 and the transition to spot market pricing for natural gas over the last three years revealed the weaknesses of this economic model. Because Algeria has not meaningfully diversified its economy since 2014, oil and gas production is even more essential than ever before to the government’s revenue base and political stability. Today’s conjoined global health and economic crises, coupled with persistent declining production levels, have therefore placed Algeria’s oil and gas industry, and the country, at a critical juncture where it requires ample foreign investment and effective technology transfer. One path to the future includes undertaking new oil and gas projects in partnership with international companies (large and small) to revitalize production. The other path, marked by inertia and institutional resistance to change, leads to oil and gas production levels in ten years that will be half of today's production levels. After two decades of autocracy, Algeria’s recent passage of a New Hydrocarbons Law seems to indicate that the country may choose the path of partnership by profoundly changing its tax and investment laws in the hydrocarbons sector to re-attract international oil companies. -

04.Petroleum Exploration and Production Research in the Middle East.Pdf
Journal of Petroleum Science and Engineering Volume 42, Pages 73 – 78, 2004 Petroleum exploration and production research in the Middle East M.R. Riazi, R.C. Merrill, G.A. Mansoori (Authors addresses at the end of this paper) 1. A brief history of petroleum exploration and UAE with a combined production of approximately production 18 million barrels per day. National Oil Companies play an important role in the mapping of strategy The major oil-producing countries in the Middle and the production of petroleum. East include Saudi Arabia, United Arab Emirates Saudi Arabia produced 8.6 million barrels per (UAE), Iran, Iraq, Kuwait, Oman, Qatar and Bahrain. day (mmstb/d) in 2002, down from a peak of 9.4 Geographical location of these countries in the Persian mmstb/d in 1998. Saudi Aramco, the national com- Gulf area is shown in Fig. 1. pany for Saudi Arabia, has its roots in an explora- Proved oil reserves in the Middle East total 685 tion concession in the eastern part of the country billion barrels which represents approximately 65% of whichwasformedin1933byasubsidiaryof proved oil reserves in the world (Oil and Gas Journal Standard Oil of California (now Chevron Texaco). Data Book, 2002; BP Statistical Review of Energy, Texaco acquired 50% of the company in 1936. Both 2003). Daily production in 2002 for the Middle East Socony and Standard Oil of New Jersey (both now stood at almost 21 million barrels, representing over Exxon Mobil) acquired a share in the company in 28% of global production. Saudi Arabia has the 1948. The Saudi Arabian government acquired a largest production capacity and produced 8.7 million 25% share of Aramco in 1973; by 1980, the bbl/day (mmstb/d) throughout 2002. -

Assignment and Bill of Sale
lNST N0.519-42 FILED FOR P.ECO .. D DiMMIT COUNTY1 TEX • c· D~~ 20, 2019 at 09:38:00 A Execution Version ASSIGNMENT, BILL OF SALE AND CONVEYANCE THE STATE OF TEXAS § V § KNOW ALL BY THESE PRESENTS: a COUNTY OF DII\1MIT § l This Assignment, Bill of Sale and Conveyance (this "Assignment") is made to be effective as Df 7:00 a.m., Central Time, on October 1, 2019 (the "Effective Time"), by and 0 between Equinor Texas Onshore Properties LLC, a Delaware limited liability company ("ETOP"), Equinor Pipelines LLC, a Delaware liinited liability company ("EPL"), Equinor Natural Gas LLC, a Delaware limited liability company ("ENG"), and Equinor Marketing & 4 Trading (US) Inc., a Delaware corporation ("EMT" and together with ETOP, EPL and ENG, 8 each, an "Assignor" and, collectively, the "Assignors"), and Repsol Oil & Gas USA, LLC, a Texas limited liability company ("Assignee"). Assignors and Assignee are sometimes referred to herein individually as a "Party" and collectively as the "Parties." Capitalized terms used but not defined herein shall have the respective meanings set forth in the Purchase and Sale Agreement (the "Purchase Agreement"), dated as of November 7, 2019, p by and between Assignors and Assignee. ARTICLE 1 ASSIGNMENT OF ASSETS 0 Section 1.1 Assignment of Assets. Subject to the terms and conditions hereof, 6 Assignors, for and in consideration of the sum of Ten Dollars ($10.00) and other good and valuable consideration, in hand paid, the receipt and sufficiency of which are hereby acknowledged, hereby sell, transfer, assign, deliver -

UKCS Technology Insights
UKCS Technology Insights April 2019 Unless identified elsewhere, all data is from the OGA UKSS 2017 and 2018 Cover photos: High frequency FWI image – courtesy of DownUnder Geosolutions using Capreolus 3D data from TGS Ocean bottom nodes – courtesy of Magseis Fairfield Riserless mud recovery – courtesy of Enhanced Drilling Carbon composite pipe – courtesy of Magma Global Contents Foreword 5 1. Seismic and exploration 22 Executive summary 6 2. Well drilling and completions 28 Operators’ technology plans 8 3. Subsea systems 34 Existing technologies for MER UK 12 4. Installations and topsides 40 Emerging technologies – MER UK priorities 14 5. Reservoir and well management 46 OGA’s technology stewardship 16 6. Facilities management 52 The Oil & Gas Technology Centre (OGTC) 18 7. Well plugging and abandonment 58 Technology plan feedback 21 8. Facilities decommissioning 64 Conclusions 70 Appendix - Technology spend 72 Image courtesy of Airbourne Oil & Gas Foreword I am pleased to see constant progress in the way our industry is OGTC, MER UK Taskforces and industry sponsors. A small maturing and deploying new technologies for the UK Continental technical team will be established to measure progress on all key Shelf (UKCS). This important effort is being supported by the objectives. Ultimately, these objectives will be followed up and coordinated work of the Oil and Gas Authority (OGA), the monitored through the OGA stewardship to further encourage Technology Leadership Board (TLB) and the Oil & Gas Technology uptake and share best practice. Centre (OGTC). There are huge prizes in reserves growth, production value and, This year’s Technology Insights summarises the rich content of most importantly, safe asset operation and life extension from the UKCS operators’ technology plans, submitted through the OGA use of current and new technologies. -

Lift IQ Production Life Cycle Management Service Lift IQ Transforming Artificial Lift Operations
Lift IQ Production life cycle management service Lift IQ Transforming artificial lift operations Monitoring and surveillance is proven to minimize downtime, maximize production, and reduce total operating cost. High-value offshore wells have Monitoring Optimization historically been monitored; however, large brownfields are now being connected to further optimize production and enable remote operations. Analytics The Lift IQ* production life cycle management Surveillance service is the premiere monitoring and surveillance platform for artificial lift systems. It provides real-time analytics and optimization with four convenient levels of coverage. From operations in a single ■ Reduce total cost of ownership well to an entire field, the Lift IQ service taps into ■ Mitigate risk of deferred production and workover costs the renowned engineering, manufacturing, and ■ Minimize downtime and achieve higher operational reliability surveillance expertise of Schlumberger with access ■ Increase production through optimization and enhancement techniques to service centers 24 hours a day and convenient locations across the globe. ■ Eliminate risk of early failure ■ Extend ESP run life Diagnostics Schlumberger is redefining artificial lift excellence with ■ Optimize power consumption the Lift IQ production life cycle management service. ■ Obtain valuable well and reservoir diagnostics 01 02 Convenient Service Levels Advantages Performance Indicators Deliverables Level 4—Field optimization ■ Increase production ■ Incremental production ■ Network analysis -

Trends in U.S. Oil and Natural Gas Upstream Costs
Trends in U.S. Oil and Natural Gas Upstream Costs March 2016 Independent Statistics & Analysis U.S. Department of Energy www.eia.gov Washington, DC 20585 This report was prepared by the U.S. Energy Information Administration (EIA), the statistical and analytical agency within the U.S. Department of Energy. By law, EIA’s data, analyses, and forecasts are independent of approval by any other officer or employee of the United States Government. The views in this report therefore should not be construed as representing those of the Department of Energy or other federal agencies. U.S. Energy Information Administration | Trends in U.S. Oil and Natural Gas Upstream Costs i March 2016 Contents Summary .................................................................................................................................................. 1 Onshore costs .......................................................................................................................................... 2 Offshore costs .......................................................................................................................................... 5 Approach .................................................................................................................................................. 6 Appendix ‐ IHS Oil and Gas Upstream Cost Study (Commission by EIA) ................................................. 7 I. Introduction……………..………………….……………………….…………………..……………………….. IHS‐3 II. Summary of Results and Conclusions – Onshore Basins/Plays…..………………..…….… -

Study of Development Alternatives for Remote Offshore, Low Energy Reservoirs: the Wisting Field Case
Study of development alternatives for remote offshore, low energy reservoirs: the Wisting field case Elshad Yadigarov Petroleum Engineering Submission date: July 2017 Supervisor: Milan Stanko, IGP Norwegian University of Science and Technology Department of Geoscience and Petroleum Abstract This work summarizes a series of analysis conducted to determine an optimized field development plan for Wisting oil field. The field presents several unique challenges, such as low reservoir pressure, very shallow reservoir depth and remoteness from the available infrastructure. The study used a homogeneous reservoir simulation model built during the Specialization Project. Some of the crucial data, such as porosity, permeability and horizontal-to-vertical permeability ratio had a huge uncertainty involved in it. In order to account for this, 27 reservoir models with a combination of those uncertain properties were constructed and integrated with the 3 production network models. As a result, 81 integrated models were run and the oil production data was then used to evaluate the NPV (Net Present Value) of each of the considered cases. 3 production network models have been used for the analysis – wells with no artificial lift, wells with gas lift and subsea multiphase boosting. Gas lift rate optimization study was conducted to maximize the production and the economics of this development option. Multiphase booster pump power requirements, which would meet the field operational conditions were also determined. NPV was set as an objective to decide on the most preferable development alternative. The capital expenditures for each of the development options were estimated with a commercial software, which was available for a limited period. -
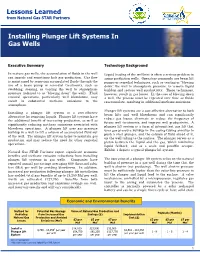
Installing Plunger Lift Systems in Gas Wells (Pdf)
Lessons Learned from Natural Gas STAR Partners Installing Plunger Lift Systems In Gas Wells Executive Summary Technology Background In mature gas wells, the accumulation of fluids in the well Liquid loading of the wellbore is often a serious problem in can impede and sometimes halt gas production. Gas flow aging production wells. Operators commonly use beam lift is maintained by removing accumulated fluids through the pumps or remedial techniques, such as venting or “blowing use of a beam pump or remedial treatments, such as down” the well to atmospheric pressure, to remove liquid swabbing, soaping, or venting the well to atmospheric buildup and restore well productivity. These techniques, pressure (referred to as “blowing down” the well). Fluid however, result in gas losses. In the case of blowing down removal operations, particularly well blowdowns, may a well, the process must be repeated over time as fluids result in substantial methane emissions to the reaccumulate, resulting in additional methane emissions. atmosphere. Plunger lift systems are a cost-effective alternative to both Installing a plunger lift system is a cost-effective beam lifts and well blowdowns and can significantly alternative for removing liquids. Plunger lift systems have reduce gas losses, eliminate or reduce the frequency of the additional benefit of increasing production, as well as future well treatments, and improve well productivity. A significantly reducing methane emissions associated with plunger lift system is a form of intermittent gas lift that blowdown operations. A plunger lift uses gas pressure uses gas pressure buildup in the casing-tubing annulus to buildup in a well to lift a column of accumulated fluid out push a steel plunger, and the column of fluid ahead of it, of the well. -

Background for Nepa Reviewers: Crude Oil and Natural Gas Exploration, Development, and Production
BACKGROUND FOR NEPA REVIEWERS: CRUDE OIL AND NATURAL GAS EXPLORATION, DEVELOPMENT, AND PRODUCTION Submittedto: U.S. EnvironmentalProtectionAgency Office of Solid Waste SpecialWasteBranch Crystal station 2800 Crystal Drive Crystal City, VA 20202 Submittedby: ScienceApplicationsInternationalCorporation EnvironmentalandHealth SciencesGroup 7600-A LeesburgPike Falls Church, VA 22043 DISCLAIMER AND ACKNOWLEDGEMENTS The mentionof companyor productnamesis not to be consideredan endorsementby the U.S. Governmentor by the U.S. Environmental ProtectionAgency(EPA). This documentwas preparedby Science ApplicationsInternationalCorporation(SAIC) in partial fulfillment of EPA Contract Number68-W0-0025,Work Assignment61. BACKGROUNDFOR NEPAREVIEWERS TABLE OF CONTENTS Page INTRODUCTION ................................................. 1 OVERVIEW OF OIL AND GAS EXPLORATION AND PRODUCTION .......... 1 STATUTORY AND REGULATORY BACKGROUND..................... 1 Leasingon FederalLands ................................... 4 SafeDrinking Water Act ................................... 7 CleanWater Act ......................................... 8 Clean Air Act (CAA) ..................................... 9 ResourceConservationand RecoveryAct ......................... 10 TECHNICAL DESCRIPTIONOF EXPLORATION AND PRODUCTION OPERATIONS .................................... 12 EXPLORATION AND DEVELOPMENT. ............................. 12 Road Constructionand Maintenance ............................ 12 Preliminary Exploration .................................... 12 Well Drilling -
22 Pushing the Bounderies in Technology
ORME 4 2019 Cover_ORMETHREE05COVER.qxd 29/05/2019 17:42 Page 1 www.oilreview.me UK £10, USA $16.50 VOLUME 22 | ISSUE 4 2019 Oil Review Middle East Oil Review - Volume 22 - Issue Four 2019 22 - Issue Four - Volume PDO - pushing the bounderies in technology EPC activity on the up Effectiveness of dispersants in oil response The challenges of accurate interface measurement The benefits of data reconciliation & validation (DVR) A new approach to water management www.oilreview.me Serving the regional oil 2222 & gas sector since 1997 S01 ORME 4 2019 Start_Layout 1 29/05/2019 18:15 Page 2 S01 ORME 4 2019 Start_Layout 1 30/05/2019 19:11 Page 3 Editor’s note PETROLEUM DEVELOPMENT OMAN (PDO) is reaching new heights in oil production, with the deployment of new technologies and more efficient ways of working. Progress made on mega-projects such as Rabab Harweel and Yibal Khuff highlight PDO’s well-earned reputation for exploiting complex reservoir systems and hard-to-access deposits. We review the latest developments on p12. While the company’s technical director Sami R. Baqi Al Lawati discusses how PDO is turning technical challenges into opportunities (p16). Serving the world of business Also covered are the fertile opportunities for EPCI contractors (p26), the use of dispersants in marine oil response (p22) and the way forward for the Gulf’s downstream industry (p24). Editor: Louise Waters - [email protected] Meanwhile, our technology section covers the challenges of accurate Editorial and Design team: Prashanth AP, Fyna Ashwath interface measurement, the rise of the smart digital twin and a new method of Miriam Brtkova, Praveen CP, Manojkumar K, Deblina Roy harnessing microbes for oil recovery. -

Retrofit Gas Lift a Practical Solution to Increase Production
Seminar Nasional Cendekiawan 2015 ISSN: 2460-8696 RETROFIT GAS LIFT A PRACTICAL SOLUTION TO INCREASE PRODUCTION Zikrina Khairun Nissa, Rachmat Sudibjo, Kartika Program Studi Teknik Perminyakan, Universitas Trisakti Abstract The purpose of this final assignment is to introduce an alternative new method of unconventional gas lift which also the first implementation done in Indonesia by ConocoPhillips Indonesia on their wells in North Belut, Natuna. though, artificial-lift technology is well established, alternative methods or new developments continue to play a role in solving problems and meeting production challenges. This final assignment will also describe the specific and detailed systems of this method, so hopefully the wells with this method could produce to its fully potential. Keywords: Restrofit Gas Lift, Unconventional Gas Lift Introduction When a reservoir lacks sufficient energy for oil, gas and water to flow from wells at desired rates, supplemental production methods can help, gas and water injection for pressure support or secondary recovery to maintain well productivity, but artificial lift is needed when reservoir drives do not sustain acceptable rates or cause fluids to flow at all in some cases. Lift optimization to get the most fluid from a well or field at the lowest cost offers opportunities for substantial production gains in new wells or mature fields. When selecting and designing lift systems, engineers must consider reservoir and well parameters, but field development strategies should be factored in as well.Artificial-lift technology is well established, but alternative methods or new developments continue to play a role in solving problems and meeting production challenges. Alternative here means of deploying lift systems allow profitable production from previously uneconomic wells or fields. -

Regulation of Associated Gas Flaring and Venting
Public Disclosure Authorized Public Disclosure Authorized Public Disclosure Authorized Public Disclosure Authorized A Public-PrivatePartnership Flaring Reduction Global Gas A GlobalOverviewandLessons FLARING ANDVENTING: GAS OFASSOCIATED REGULATION World Bank Group World Regulation of Associated Gas Flaring and Venting A Global Overview and Lessons from International Experience THE WORLD BANK Report Number 3 - World Bank Group Acknowledgments This report is one of the outputs of the Global Initiative on Natural Gas Fla ring Reduction (GGFR). 1 The GGFR aims to support national governments and the petroleum industry in their efforts to reduce flaring and venting of gas associated with the extraction of crude oil. The GGFR was transformed into the Global Gas Flaring Reduction Public-Private Partnership at the World Summit on Sustainable Development (WSSD) held in Johannesburg in August 2002. The existing partners at the time of the WSSD were the Bank, Shell, BP, Sonatrach of Algeria, and the governments of Ecuador, Nigeria, and Norway. Since then, the governments of Angola, Cameroon, Indonesia, and the United States, as well as Chevron Texaco, ExxonMobil, Norsk Hydro, Statoil, ENI, and TOTAL, have joined the GGFR. The first Steering Committee meeting, held in December 2002, approved a three-year work program and budget for the GGFR, which included assisting countries in developing relevant gas flaring and venting regulations. This report provides a global overview of regulatory practices on gas flaring and venting and draws relevant lessons